Vous aimerez peut-être aussi
- Training Report Diesel Engine Shed LudhianaDocument18 pagesTraining Report Diesel Engine Shed LudhianaGarry SagguPas encore d'évaluation
- Industrial Training ReportDocument82 pagesIndustrial Training ReportAshish Bansal100% (2)
- RCCB Research PaperDocument3 pagesRCCB Research PaperRavi ParkhePas encore d'évaluation
- Baba Automobile Training CentreDocument14 pagesBaba Automobile Training CentreRAHUL SAINIPas encore d'évaluation
- Astm D4057 22Document13 pagesAstm D4057 22JOSEPas encore d'évaluation
- Marine and Rail Lubricants: Engine OilsDocument10 pagesMarine and Rail Lubricants: Engine Oilsboom10Pas encore d'évaluation
- AMITDocument25 pagesAMITThe Fun ExplosionPas encore d'évaluation
- Catalytic Converter Anna University NotesDocument17 pagesCatalytic Converter Anna University NotesHêartìin Praveen100% (1)
- Cooliing System TTLM PR - by S-DDocument142 pagesCooliing System TTLM PR - by S-DElias WeldeyohansPas encore d'évaluation
- Arduino Based Automatic Car Washing SystemDocument3 pagesArduino Based Automatic Car Washing SystemEditor IJTSRDPas encore d'évaluation
- Guía de ReusabilidadDocument51 pagesGuía de ReusabilidadJulio BenavidesPas encore d'évaluation
- Completed Internship ReportDocument35 pagesCompleted Internship Reportdinesh93Pas encore d'évaluation
- Noble Corporation: Noble Analyst Day Singapore May 17-18, 2011Document27 pagesNoble Corporation: Noble Analyst Day Singapore May 17-18, 2011Andi ayuPas encore d'évaluation
- In-Vehicle Hydraulic Jack for Easy Repairs in 40 CharactersDocument5 pagesIn-Vehicle Hydraulic Jack for Easy Repairs in 40 CharactersAakash DindigulPas encore d'évaluation
- Heshbon 4 Post Lift: Operation & Maintenance ManualDocument62 pagesHeshbon 4 Post Lift: Operation & Maintenance ManualMed ChetPas encore d'évaluation
- When engine speed reduces with decreasing load, selective catalyst reduction is kept operational achieving substantial reductions in NOx emissionsDocument25 pagesWhen engine speed reduces with decreasing load, selective catalyst reduction is kept operational achieving substantial reductions in NOx emissionsAleksandr GolovatskyiPas encore d'évaluation
- Industrial Attachment Report KCMDocument129 pagesIndustrial Attachment Report KCMfrancisyamba3Pas encore d'évaluation
- Apply Quality Control TTLM FinalDocument48 pagesApply Quality Control TTLM Finalmafi marPas encore d'évaluation
- Engine Components and OperationDocument24 pagesEngine Components and OperationAndrew CrawfordPas encore d'évaluation
- Hydraulicjack SynopsisDocument3 pagesHydraulicjack SynopsisUmesh KsPas encore d'évaluation
- Functioning and Maintenance Manual: Progressing Cavity PumpsDocument42 pagesFunctioning and Maintenance Manual: Progressing Cavity PumpsJoão Rosa e Correia100% (1)
- Seminar Application of Nitrous Oxide in AutomobilesDocument20 pagesSeminar Application of Nitrous Oxide in AutomobilesSaikat BadyakarPas encore d'évaluation
- My Resume - 1558151431Document7 pagesMy Resume - 1558151431FazliJaafarPas encore d'évaluation
- Oil TerminalDocument5 pagesOil TerminalZHPas encore d'évaluation
- Landpreparation Tractor Operation and MaintenanceDocument8 pagesLandpreparation Tractor Operation and MaintenanceAmborsius SitorusPas encore d'évaluation
- LV06 - Engines - Issue 1Document72 pagesLV06 - Engines - Issue 1Valentin Silvan Valentin SilvanPas encore d'évaluation
- 6.1 Tractors and Heavy Earth Moving MachineryDocument16 pages6.1 Tractors and Heavy Earth Moving MachineryEr Rajesh Bura100% (1)
- Tutorial On Cryogenic Turboexpanders: by Jigger JumonvilleDocument8 pagesTutorial On Cryogenic Turboexpanders: by Jigger JumonvilleabuahnfPas encore d'évaluation
- ME8512 Thermal Lab ManualDocument186 pagesME8512 Thermal Lab ManualManikandanPas encore d'évaluation
- 058 - Engine Mechanical - 2.4L (LEA LUK) - Description and OperationDocument9 pages058 - Engine Mechanical - 2.4L (LEA LUK) - Description and OperationGedas Gvildys100% (1)
- Make Piston ModelDocument8 pagesMake Piston ModelSaurabh AwacharPas encore d'évaluation
- Full Paper No 43 M 2Document9 pagesFull Paper No 43 M 2Anonymous 8qUHG4SlPas encore d'évaluation
- 2014-5-MIller Atkinson Strategy For Future Downsizing (BMEP 29 Bar)Document8 pages2014-5-MIller Atkinson Strategy For Future Downsizing (BMEP 29 Bar)Benedek ZoltánPas encore d'évaluation
- Class 4 Transient Operational Effects On PollutionDocument37 pagesClass 4 Transient Operational Effects On PollutionBharathiraja Moorthy0% (1)
- RR150 70 Manual-7172Document74 pagesRR150 70 Manual-7172SSE DEMU100% (1)
- I C Engine Lab ManualDocument46 pagesI C Engine Lab Manualمحمد رأفتPas encore d'évaluation
- Agriculture Reciprocating Sprayer 2222Document4 pagesAgriculture Reciprocating Sprayer 2222Avneesh BabrePas encore d'évaluation
- Internship Report: Mari Petroleum Company Limited (MPCL) DaharkiDocument6 pagesInternship Report: Mari Petroleum Company Limited (MPCL) DaharkiMuhammad TahirPas encore d'évaluation
- CalemEAM Functionality AjaxDocument8 pagesCalemEAM Functionality Ajaxเกียรติศักดิ์ ภูมิลาPas encore d'évaluation
- Assembly Frame: Trim 1 Trim 2 Chassis Line Final Line Sub-Assembly LinesDocument30 pagesAssembly Frame: Trim 1 Trim 2 Chassis Line Final Line Sub-Assembly LinesTarang GuptaPas encore d'évaluation
- Seleccion y Diseño GerotorDocument28 pagesSeleccion y Diseño GerotoremersonPas encore d'évaluation
- Cylinder Head & Valve Mechanism Inspection & ServiceDocument19 pagesCylinder Head & Valve Mechanism Inspection & ServiceGetachew Tikue100% (1)
- Hydraulic Power and ControlDocument12 pagesHydraulic Power and ControlRavindra_1202Pas encore d'évaluation
- Baba Automobiles Industrial Training PresentationDocument24 pagesBaba Automobiles Industrial Training PresentationAakib alam100% (1)
- Unit 21688 - v3 PDFDocument36 pagesUnit 21688 - v3 PDFTyrone Berry100% (1)
- Al Jazeera Turning Company ProfileDocument12 pagesAl Jazeera Turning Company ProfileKaram HakoPas encore d'évaluation
- Manual Instalación Airlift MK5 CK-95776Document57 pagesManual Instalación Airlift MK5 CK-95776Rulas PalaciosPas encore d'évaluation
- Pump Maintenance PPT - Yahoo India Search ResultsDocument1 pagePump Maintenance PPT - Yahoo India Search Resultsanki100% (1)
- Govt - Poly Technic College Perinthalmanna: Sreenivas.U.P MS5Document17 pagesGovt - Poly Technic College Perinthalmanna: Sreenivas.U.P MS5Kkbhuvan KkPas encore d'évaluation
- Industrial Training ReportDocument26 pagesIndustrial Training ReportDesh DeepakPas encore d'évaluation
- 85235-VIP Bro PDFDocument8 pages85235-VIP Bro PDFIgnacio Javier Venegas BasáezPas encore d'évaluation
- 32056Document3 pages32056Raja0% (1)
- 4-Stroke Final ReportDocument13 pages4-Stroke Final ReportVimal YadavPas encore d'évaluation
- Hydro Drive Seminar ReportDocument18 pagesHydro Drive Seminar ReportChethan Pinto100% (2)
- Northern Railway Diesel Shed LudhianaDocument18 pagesNorthern Railway Diesel Shed LudhianashubhamPas encore d'évaluation
- Diesel ShedDocument108 pagesDiesel ShedEkjot Saini67% (3)
- Training Report Diesel Shed ItarsiDocument61 pagesTraining Report Diesel Shed ItarsiKristi Woods40% (5)
- CFMTTI DudhniDocument35 pagesCFMTTI DudhniVISHAL SINGHPas encore d'évaluation
- WAICHAI 200 Series Diesel Engine (In-Line&individual Injection Pump)Document130 pagesWAICHAI 200 Series Diesel Engine (In-Line&individual Injection Pump)Leo Villa100% (3)
- Industrial Training Report: Field Exposure Regional Workshop Kathgodam, Nainital (Uttarakhand Transport Corporation)Document31 pagesIndustrial Training Report: Field Exposure Regional Workshop Kathgodam, Nainital (Uttarakhand Transport Corporation)Rajat VermaPas encore d'évaluation
- Engine Shed LudhianaDocument4 pagesEngine Shed LudhianaGarry SagguPas encore d'évaluation
- Engine Shed LudhianaDocument4 pagesEngine Shed LudhianaGarry SagguPas encore d'évaluation
- Northern Railway, Diesel Shed, LudhianaDocument18 pagesNorthern Railway, Diesel Shed, LudhianaGarry SagguPas encore d'évaluation
- Northern Railway Shed Report of TrainingDocument4 pagesNorthern Railway Shed Report of TrainingGarry SagguPas encore d'évaluation
- DCS-P-51D Flight Manual enDocument183 pagesDCS-P-51D Flight Manual entomcat14dPas encore d'évaluation
- Bridge-031-Chief Engineer Standing Orders Bridge VOY 53Document6 pagesBridge-031-Chief Engineer Standing Orders Bridge VOY 53Eduard CristianPas encore d'évaluation
- Air Conditioning Control BT-324Document14 pagesAir Conditioning Control BT-324Rodrigo Antonio Acevedo CifuentesPas encore d'évaluation
- 20161221-UAS-SIK-1406576162-Rivandi WibisanaDocument20 pages20161221-UAS-SIK-1406576162-Rivandi WibisanaaingPas encore d'évaluation
- SR22T Engine Operations: Understanding the Key Components and PrinciplesDocument102 pagesSR22T Engine Operations: Understanding the Key Components and PrinciplesPhilPas encore d'évaluation
- H.N. Gupta - Fundamentals of Internal Combustion Engines-PHI Learning Private Limited (2013)Document675 pagesH.N. Gupta - Fundamentals of Internal Combustion Engines-PHI Learning Private Limited (2013)suspiria100% (3)
- Price DetroitDocument31 pagesPrice DetroitEnrique MurgiaPas encore d'évaluation
- 4 SuperchargingDocument36 pages4 SuperchargingKaushal Chaudhari100% (4)
- Thermodynamics Fundamentals for Powerplant SystemsDocument32 pagesThermodynamics Fundamentals for Powerplant SystemsJason M AdvinculaPas encore d'évaluation
- Mechanical Engineering I.C Engines Important MCQ PDF: All Exam Review AddaDocument17 pagesMechanical Engineering I.C Engines Important MCQ PDF: All Exam Review AddaRamen DebbarmaPas encore d'évaluation
- Blower OptimizationDocument75 pagesBlower OptimizationNicole FelicianoPas encore d'évaluation
- Main Engine Manual s70mcDocument287 pagesMain Engine Manual s70mcarun100% (1)
- AerzenDocument20 pagesAerzenmih4iPas encore d'évaluation
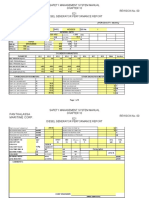
- Panthalassa Maritime Corp.: Safety Management System Manual E21 Diesel Generator Performance Report Revision No. 00Document6 pagesPanthalassa Maritime Corp.: Safety Management System Manual E21 Diesel Generator Performance Report Revision No. 00trobasPas encore d'évaluation
- Man B&W 6S60MC 704Document21 pagesMan B&W 6S60MC 704Ishan BhatnagarPas encore d'évaluation
- Modern Diesel TechnologyDocument666 pagesModern Diesel TechnologytpmuhammadtpPas encore d'évaluation
- Improve Steam Utilization at SRU-IIIDocument10 pagesImprove Steam Utilization at SRU-IIIFayaz MohammedPas encore d'évaluation
- WDM3D Locomotive Maintenance Manual IndexDocument291 pagesWDM3D Locomotive Maintenance Manual IndexArvind Maurya100% (1)
- Indian Railway FinalDocument103 pagesIndian Railway FinalViswanathan Balasubramaniam83% (6)
- Rotrex Technical Datasheet C30 Range PDFDocument7 pagesRotrex Technical Datasheet C30 Range PDFMichael SezeniasPas encore d'évaluation
- BlowersDocument65 pagesBlowersmartin.rubenPas encore d'évaluation
- Toyota Tercel Sistema de Aire Acondicionado PDFDocument68 pagesToyota Tercel Sistema de Aire Acondicionado PDFAbdelGPas encore d'évaluation
- For Preparation Description: Click HereDocument1 pageFor Preparation Description: Click HereOneysi Reyes UlloaPas encore d'évaluation
- Competence 11Document6 pagesCompetence 11Mabel AlbaresPas encore d'évaluation
- Sehs8984 01Document11 pagesSehs8984 01NimPas encore d'évaluation
- Continuously blend and store cement raw materialsDocument8 pagesContinuously blend and store cement raw materialsarcelitasPas encore d'évaluation
- 6-Cyl. Direct Injection Engine (2.9l., 3.0l. 4-Valve TFSI EA 839) DLZA DKMBDocument263 pages6-Cyl. Direct Injection Engine (2.9l., 3.0l. 4-Valve TFSI EA 839) DLZA DKMBhyeonPas encore d'évaluation
- Harwell Capital - Investor Presentation 2013Document19 pagesHarwell Capital - Investor Presentation 2013hyenadogPas encore d'évaluation
- Beaufort Descriptive Manual RAAF Publication 294 Volume 1, 2nd Edition 1943Document330 pagesBeaufort Descriptive Manual RAAF Publication 294 Volume 1, 2nd Edition 1943alfauro100% (1)