Académique Documents
Professionnel Documents
Culture Documents
Procesos de Inyeccion.
Transféré par
Yoheiny GuerreroCopyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Procesos de Inyeccion.
Transféré par
Yoheiny GuerreroDroits d'auteur :
Formats disponibles
Definicin de un plstico
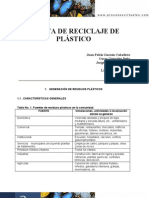
En la actualidad el plstico es empleado en nuestra vida cotidiana, ha sustituido partes metlicas en la industria automotriz, se usa en la construccin, en empaques, electrodomsticos (lavadoras, licuadoras, refrigeradores, etc.) y en un futuro no muy lejano ir entrando en otras ramas de la industria, por ejemplo en medicina, como sustitutos de articulaciones (articulaciones artificiales), los juegos de toda ndole y en artculos deportivos, como pueden ver la rama del plstico esta en proceso de crecimiento. Ya que es comn observar piezas que anteriormente eran producidas con otros materiales, por ejemplo con madera o metal y que ya han sido substituidas por otras de plstico. Pero que es un plstico? es el nombre genrico por el cual se conoce a este material, pero qumicamente forma parte de la familia de los polmeros. Qu es un polmero? Proviene del griego poly, muchos; meros; parte segmento, entonces se puede decir que es sustancia formada de muchos segmentos, puede ser un compuesto orgnico natural o sinttico cuya caracterstica principal esta formado por grandes molculas (macromolculas) y estas a su vez estn formadas de pequeas molculas que se repiten varias veces, esta molcula pequea que se repite se llama monmero.
Monmero: Compuesto de bajo peso molecular. Polmero
En el sentido ms generalizado de la palabra, los plsticos incluyen aquellas materias orgnicas que se producen mediante la transformacin qumica de productos naturales o mediante la sntesis de productos primarios a base de la desintegracin de carbn, petrleo y gas natural. Como se obtiene un plstico? La mayor parte de los plsticos son obtenidos de forma sinttica, y la reaccin mediante la cual se unen las molculas de bajo peso para formar a los polmeros, se denomina polimerizacin. Se distinguen dos procesos bsicos de polimerizacin. 1.-Polimerizacin por adicin. 2.-Polimerizacin por condensacin. Como se clasifican? Se pueden clasificar por su estructura qumica, ya que es la que determina sus propiedades, la clasificacin por su estructura qumica es de acuerdo a su comportamiento al calor, cristalinidad y presencia de monmeros. 1.- Generalmente los plsticos se clasifican por su comportamiento al calor en: termoplsticos, termofijos y elastmeros. 1.1.-Termoplsticos: Son materiales cuyas macromolculas estn ordenadas a manera de largas cadenas unidas entre s por medio de enlaces secundarios, su ordenacin se puede comparar con una madeja de hilos largos y delgados. La principal caracterstica de estos es que pueden ser llevados a un estado viscoso una y otra vez por medio del calentamiento y ser procesados varias veces.
1.2- Termofijos: son materiales que estn formados prcticamente por una gran molcula en forma de red, con uniones muy fuertes entre molcula y molcula, lo que provoca que estos materiales no se reblandezcan con la aplicacin de calor cuando ya han sido transformados. A diferencia de los termoplsticos, estos materiales ya no pueden moldearse porque al aplicarles calor se destruyen. 1.3- Elastmeros: se componen de largas cadenas que se encuentran unidas entre si por muy pocas uniones qumicas. Esto les permite un gran movimiento intermolecular que se ve reflejado en su buena flexibilidad. Son materiales que tienen memoria, es decir que al someterlos a un esfuerzo modifican su forma, recuperndola cuando se retira ese esfuerzo. Debido a sus uniones qumicas que existen entre las molculas no se les puede volver a procesar, y son plsticos de estructura amorfa. Aunque estos plsticos se han manejado en forma independiente debido a que su mercado est canalizado a sustituciones del caucho natural, sin embargo ya existen cauchos termoplsticos, que constituyen una familia de elastmeros avanzados.
PROPIEDADES DEL PLSTICO: Los plsticos tienen una serie de importantes propiedades, que unidas a su costo relativamente bajo, explican su amplia utilizacin en ingeniera. Vamos a estudiar algunas de estas, y empecemos por las propiedades. a.-Propiedades Mecnicas:
Los termoplsticos, si se someten a esfuerzos suficientemente grandes, se deforman de manera similar a los metales dctiles, cuando se ejerce sobre ellos esfuerzos superiores al lmite de fluencia. Los termoestables, por ser frgiles, se deforman muy poco bajo la aplicacin de cargas. Las resistencias a la tensin y ala compresin de los plsticos, son inferiores a las correspondientes al magnesio. La Posicin relativa, respecto de los metales, mejora considerablemente cuando la resistencia y el peso. Esto se debe principalmente a la baja densidad de los plsticos. El modulo de elasticidad de los plsticos rgidos es ms bajo que el del concreto. Las cargas aplicadas durante largos periodos de tiempo, producen una deformacin gradual de los plsticos, provocando fallas con cargas menores que las indicadas por las pruebas de corta duracin. Este tipo de falla se denomina screep. Otro fenmeno observando en estos materiales, es su baja estabilidad dimensional, es decir, se deforman con el tiempo; aun cuando no tengan cargas aplicadas. Otra propiedad de los plsticos es su capacidad de amortiguar el ruido y las vibraciones. La curva esfuerzo-deformacin unitaria de los plsticos no presenta la porcin inicial recta, tpica de los materiales. b.- Propiedades Elctricas: Aun cuando los polmeros son intrnsecamente malos conductores de la electricidad (aislantes), esta propiedad puede ser alterada agregando ciertos aditivos. Esto se logra en ciertos plsticos agregando grafito finamente pulverizado, mientras que en otros la conductividad se consigue tratando el polmero con radiaciones gamma. c.- Propiedades Qumicas: Desde el punto de vista qumico, los plsticos, a bajas temperaturas, son generalmente ms resistentes a los ambientes que atacan a los metales, al concreto y a la madera. En general, los plsticos resistentes los ataques del agua, pero son muy sensibles a la luz solar (rayos ultravioletas) y soportan bien los ataques atmosfricos. d.-Propiedades Trmicas: Los plsticos son generalmente malos conductores del calor, pero puede agregrsela aditivos para mejorar la conductividad trmica. El coeficiente de dilatacin trmica es alto en la mayora de los plsticos. Se producen grandes deformaciones, en comparacin en los metales, mediante aumentos de temperatura relativamente pequeos. Los plsticos, por general, no tienen tendencia a agrietarse por efectos trmicos.
e.- Propiedades pticas:
Los plsticos presentan una gama muy amplia de propiedades pticas. As, en cuanto a la refraccin de la luz, los polimeros pueden ser opacos, translucidos o transparentes. Algunos son muy brillantes, otros no la reflejan y sus superficies son de tipo mate. Las propiedades pticas mencionadas anteriormente, combinadas con la adicin de colorantes, le proporcionan a los objetos de plstico, apariencia muy atractiva.
CARTAS TECNICAS DE ALGUNOS MATERIALES En este capitulo se dan algunos datos tcnicos de materiales que hemos tenido la oportunidad de moldear, pueden variar, pero la intencin es que se tengan mnimo una idea de las temperaturas que requieren para poder moldearse.
Material
Smbolo
Temp. Fusin
Temp. Trabajo 170-240 180-240 180-260 180-260 180-260 180-220 190-230 200-230 280-230 250-290 160-190 180-210 150-260 220-230 180-240 240-280 240-280
Temp. Sec. C 80 80-90 N/A 80-90 80-100 N/A
Tiempo secado 4 4 N/A 2-4 4 N/A
Temp. molde 50-80 20-60 20-60 20-60 40-80 60-80 60-80 60-80
POLIMETIL METACRILATO PMMA 150-180 ACRILO BUTADIENO ESTIRENO POLIESTIRENO POLIESTIRENO IMPACTO (HIPS) ACRILONITRILO ESTIRENO ACETATO DE CELULOSA ACETATO BUTIRATO DE CELULOSA PROPIANATO DE CELULOSA POLICARBONATO OXIDO DE POLIFENILENO CLORURO DE POLIVINILO FLEX. CLORURO DE POLIVINILO RIG. POLIETILENO BAJA POLIETILENO ALTA POLIPROPILENO POLIAMIDA 66 POLIAMIDA 6 POLIAMIDA 610 POLIACETAL ABS PS SB SAN CA CAB CP PC PPO PVC PVC PE PE PP PA 66 PA6 PA 610 POM 170-200 130-160 130-160 140-170 130-170 130-170 130-170 220-260 240-270 120-140 130-160 ~110 ~130 ~165 ~255 ~220 ~220 ~175
120-140 90-100 N/A N/A N/A N/A N/A 100-120
4 2 N/A N/A N/A N/A N/A 4
80-120 80-100 20 20-60 -4 - 40 -4 - 50 30-50 20 - 120 60 - 80
180-220
110
60-90
(HOMOPOLMERO) POLIACETAL (COPOLIMERO) POLIBUTILEN TEREFTALATO POLIETILEN TEREFTALATO FLUORETILENO PROPILENO COPOLIMERO ETILENO TETRAFLUORURO ETILENO COPOLIMERO POLIURETANO ACRILONITRILO ESTIRENO ACRILATO POM PBT PET FEP ETFE PUR ASA ~165 ~225 ~255 ~270 ~270 190-230 250-290 60-80 4 -4 - 20 60-90 170-210 230-280 260-285 110 100-120 80-100 2 4 4 >140 60-90
PROCESAMIENTO DE LOS PLASTICOS. En la industria de los plsticos, participan los manufactureros de las resinas bsicas, a partir de productos qumicos bsicos provenientes del petrleo y de sus gases y que suelen producir la materia prima en forma de polvo, grnulos, escamas, lquidos en forma estndar como lminas, pelculas, barras, tubos y formas estructurales y laminados, participan tambin los procesadores de plsticos que conforman y moldean las resinas bsicas en productos terminados. En la conformacin y moldeo de las resinas se utilizan tambin diversos componentes qumicos o no, que le proporcionan al producto terminado ciertas caractersticas especiales, dentro de ellos tenemos: Las cargas, que sirven de relleno, dar resistencia, dar rigidez al moldeado o bajar los costos de produccin, dentro de ellos tenemos el aserrn, tejidos de algodn, limaduras de hierro, fibra de vidrio, etc. Colorantes, para proporcionar color al producto terminado, son de origen mineral como los xidos, se proporcionan en forma de polvos y en forma de resinas de leo. Aditivos como los endurecedores para las resinas lquidas, espumantes y desmoldantes para el moldeado. Una de las ms amplias ramas de la industria de los plsticos comprende las compaas que producen a partir de pelculas y lminas artculos como cortinas, impermeables, artculos inflables, tapicera, equipajes, en general artculos de: tocador, cocina, etc. Para la produccin de todos estos artculos se hace necesario tambin la participacin de un diseador y un estampador para el acabado final. Los mtodos de moldeo y conformados ms comn son el moldeado por prensa, moldeado por inyeccin prensada, por inyeccin, moldeado por soplado de cuerpos huecos, termoformado, calandrado, refuerzo, recubrimientos, como pintura dura, maquinado, unin y colado en moldes. MOLDEADO POR PRENSA. Es el mtodo ms usado para producciones unitarias y pequeas series. Este procedimiento es indicado para moldear resinas denominadas Duroplsticos, que se obtiene en forma de polvo o granulado, para lo cual el molde previamente elaborado segn la pieza a conformar, por lo general
en macho y hembra, se calienta, se le aplica el desmoldante y se deposita en ella la cantidad precisa de resina. Luego de cerrar el molde la resina se distribuye en su interior, se aplica calor y presin a valores de 140 - 170C y 100 Bar o ms. El calor y la presin conforman el plstico en toda su extensin. Con la finalidad de endurecer la resina a moldear (polimerizar o curar), se procede a enfriar el molde y se extrae la pieza. La polimerizacin o curado es un cambio qumico permanente, dentro de la forma del molde. Para obtener el calor necesario se recurre a diversos procedimientos como resistencias elctricas, luz infrarroja o microondas, la presin que se aplica se obtiene por medio de prensas mecnicas o hidrulicas. El tiempo que se aplica el calor y la presin al molde cerrado, est en funcin del diseo de la pieza y de la composicin de la resina. El procedimiento se aplica para producir piezas simples y de revolucin como tazas, platos, cajas de radio, llaves de luz, tubos etc. MOLDEADO POR PRENSADO EN INYECCIN (transferencia) Al igual al mtodo anterior tambin se le utiliza para el moldeo de resinas duroplsticas y en algunos casos las termoplsticos. La diferencia entre el moldeado por prensa y el de transferencia es que el calor y la presin necesaria para la polimerizacin (para fundir) de la resina se realiza en una cmara de caldeo y compresin, en ella previamente calentada se aplica el desmoldante y una determinada cantidad de resina en forma de polvo o en forma granulada. Cuando la resina se hace plstica, se transfiere al molde propiamente dicho mediante un mbolo en la cmara de caldeo. Por medio de bebederos o canales de transferencia, despus de curado el plstico se abre el molde y se extrae la pieza. El moldeado por transferencia fue desarrollado para facilitar el moldeo de productos complicados con pequeos agujeros profundos o numerosos insertos metlicos. En el moldeado por prensado, la masa seca vara la posicin de los insertos y pasadores metlicos que forman los agujeros, en el moldeado por transferencia por el contrario, la masa plstica licuada fluye alrededor de estas partes metlicas, sin cambiarle la posicin.
INYECCIN. DESCRIBIENDO LA MAQUINA DE INYECCION
Las maquinas de inyeccin de plsticos derivan de la mquina de fundicin a presin para metales, segn algunas referencias, la primera mquina de moldeo fue patentada en 1872 para la inyeccin de nitrato de celulosa, pero debido a su flamabilidad y peligrosidad, el proceso no floreci. En 1920 se construy en Alemania una mquina para la produccin de piezas de materiales termoplsticos, mediante el proceso de inyeccin, dicha mquina era totalmente manual, posteriormente, en 1927 y en el mismo pas, se desarrollo una maquina para inyeccin de plsticos accionada por cilindros neumticos, pero no tuvo mucho xito debido a que se requera de maquinas con presiones superiores. El verdadero auge de este proceso, sucedi entre los aos 1930 a 1940 con las aplicaciones para los recin descubiertos poliestireno y acrlico, se observ que el proceso permita la fabricacin rpida y econmica de artculos tiles. A las mquinas manuales siguieron mquinas accionadas hidrulicamente, cuya construccin alcanz su verdadero desarrollo hasta el trmino de la segunda guerra mundial. Eran equipos que no requeran complicados y costosos sistemas hidrulicos para operar, por su sencillez se podan instalara en pequeos locales. A partir de ese momento, el desarrollo y la evolucin tcnica fu sorprendente. Actualmente, se cuenta con mquinas totalmente automticas que no requieren de la intervencin del operador. Las partes que forman a una mquina de inyeccin son: Unidad de cierre: tambin es conocida como unidad de cierre del molde y es el componente de la maquina que sostiene el molde, efecta el cierre y la apertura, genera la fuerza para mantenerlo cerrado durante la fase de inyeccin y cuando el molde se abre, expulsa la pieza moldeada. En la actualidad se han creado muchos sistemas de cierre, pero los ms conocidos y utilizados son: cierre por rodillera (simple o doble), Cierre por pistn (tambin conocido como cierre directo) y cierre hidromecnico o pistn bloqueado. Unidad de inyeccin: la unidad de inyeccin es la parte de la mquina que efecta la alimentacin, la plastificacin y la inyeccin al molde del material plstico, el cual entra en esta unidad de inyeccin en forma de pellet o grano. Controles: Es el tablero elctrico y/o electrnico que contiene los parmetros a controlar en la mquina de inyeccin. Bancada: es la base de la mquina de inyeccin que sostiene la unidad de cierre, a unidad de plastificacin o inyeccin, los controles y el sistema hidrulico de la mquina.
DESCRIPCION DLE PORCESO DE INYECCION
El proceso de inyeccin es discontinuo, y es llevado totalmente por una sola mquina llamada inyectora con su correspondiente equipo auxiliar o perifrico. El proceso de inyeccin consiste bsicamente en: tolva y el cual entrara por la garganta del cilindro. forma o figura que tenga dicho molde. do a cabo el paso a, posteriormente se abre el molde y expulsa la pieza moldeada.
Describiremos en una forma ms detallada lo que ocurre en los pasos del proceso de moldeo por inyeccin. El plstico se coloca en la tolva, normalmente es grnulo (pellet) en forma de esfera o cubo. En algunos casos el termoplstico tiene que ser secado o deshumificado antes de utilizarlo. El aceite entra en el cilindro hidrulico empujando a la platina mvil hacia delante, cerrando el molde. Esto se lleva en dos pasos. Primero un cierre a alta velocidad y momentos antes de que las mitades del molde hagan contacto se reduce la velocidad cerrando lentamente y a baja presin hasta que el molde se encuentra cerrado completamente. Esto se hace con el fin de proteger el molde. Despus de cerrado el molde, se eleva la presin del aceite, en el cilindro hidrulico generando la fuerza de cierre para mantener cerrado el molde durante la inyeccin. Si la fuerza de cierre es menor a la fuerza generada por la presin de inyeccin dentro del molde, ste se abrir, teniendo como consecuencia que la pieza salga con exceso de plstico o comnmente llamada rebaba o flash, a la cual habr que darle un acabado o ser molida para procesarla nuevamente. El material es plastificado principalmente por la rotacin del husillo, convirtiendo la energa mecnica en calor, tambin absorbe calor de las bandas calefactores del cilindro, conocidas tambin como resistencias. Mientras el material es plastificado y homogenizado, se le transporta hacia delante, a la punta del husillo. La presin generada por el husillo sobre el material fuerza el desplazamiento del sistema motriz, el pistn hidrulico de inyeccin y del mismo husillo hacia atrs, dejando una reserva de material plastificado en la parte delantera del husillo. A este paso se le conoce como dosificacin o carga del cilindro. El husillo sigue girando hasta que se acciona un switch lmite que retiene la rotacin. Este switch es ajustable y su posicin determina la cantidad de material que queda delante del husillo. El husillo al correrse hacia atrs fuerza la salida del aceite del pistn hidrulico de inyeccin. Esta salida de aceite puede ser directa al tanque o deposito por medio de una vlvula para generar una
cierta presin en el material que est siendo plastificado y homogenizado por el husillo. A esta presin se le conoce como contrapresin. Al finalizar la dosificacin, se retrocede el husillo ligeramente para descompresionar el material y evitar que fluya hacia fuera d la boquilla cuando la unidad de inyeccin se separe del molde. A esto se le conoce con el nombre de descompresin y es controlado generalmente por un regulador de tiempo. Ahora actan los cilindros hidrulicos de inyeccin empujando el husillo hacia delante, utilizndolo como pistn al inyectar el material en las cavidades del molde, con una predeterminada presin y velocidad de inyeccin, despus de la inyeccin, la presin es mantenida un cierto tiempo, a esta se le conoce con el nombre de presin de sostenimiento y normalmente es menor a la presin de inyeccin. Normalmente se tiene en la punta del husillo una vlvula de no retorno que impide que el material fluya hacia atrs en el momento d la inyeccin. Esta vlvula se abre al dosificar y se cierra al inyectar, mientras el material se enfra, se vuelve ms viscoso y solidifica hasta que el punto en la presin de sostenimiento no tiene efecto alguno. El calor de la pieza transmitido al molde durante el enfriamiento es disipado por un refrigerante, normalmente agua, que corre a travs de los orificios hechos en el molde (circuitos canales de refrigeracin). El tiempo de cierre necesario para enfriar la pieza se ajusta en un regulador de tiempo, Cuando este termina se abre el molde, un mecanismo de expulsin separa el artculo del molde y la mquina se encuentra lista para iniciar el prximo ciclo. Esto ocurre durante el proceso de inyeccin del material al molde para obtener la pieza que se quiere hacer, moldear o fabricar. VARIABLES EN EL PROCESO DE INYECCION Los parmetros a controlar en el proceso de inyeccin dependen del material a trabajar, del diseo del molde y la pieza. Cada caso es particular, las variables a controlar son: temperaturas; velocidades, presiones; distancias y tiempos. 1.- TEMPERATURAS Las temperaturas pueden ser del cilindro de plastificacin, de la boquilla y del molde. La temperatura del cilindro de plastificacin y de la boquilla, esta dada por el tipo de material a trabajar, estas temperaturas se ajustan de acuerdo a la temperatura de la masa fundida, la temperatura de la masa fundida determina las propiedades estructurales de una pieza moldeada, por lo que debe ser constante y uniforme ya que controla la densidad y contraccin. El proceso de plastificacin de una resina cristalina es muy estrecho y requiere ms energa. De igual manera la temperatura el molde esta en funcin o es determinada por el material plstico a trabajar. Y el acabado de la pieza. La temperatura del aceite d la mquina se controla mediante un sistema de refrigeracin. La temperatura del aceite de la mquina debe ser de 40 oc y no rebasar los 50 oc. 2.- VELOCIDADES Velocidad de cierre de molde: es la distancia que recorre la platina mvil hasta hacer contacto con la platina fija del molde (es importante mencionar que la unidad de cierre se forma de parte mvil y parte fija) en un tiempo determinado, la velocidad de cierre del molde se realiza en varias etapas: Alta velocidad, media velocidad y baja velocidad, esto con el fin de evitar aceleraciones y frenados bruscos durante la fase de cerrado del plato mvil, tambin depender de la pieza a moldear.
Velocidad de apertura de molde: es la distancia que recorre la platina mvil del molde hasta separarse de la platina fija y dejar el espacio suficiente para la expulsin de las piezas en un tiempo determinado. La velocidad de apertura del molde se realiza al contrario de la fase de cierre de molde: baja velocidad, media velocidad y alta velocidad, tambin esto depender de la pieza a moldear. Velocidad de plastificacin: la velocidad de plastificacin se controla por las revoluciones por minuto o giros por minuto del husillo o tornillo en el momento de la plastificacin. Velocidad d inyeccin: La velocidad de inyeccin depender de los siguientes factores
Cuando se moldean piezas de secciones delgadas se requieren generalmente velocidades de inyeccin altas con objeto de llenar la pieza antes de que se solidifique. El uso de una velocidad de inyeccin alta mejorara el aspecto y brillo superficial de la pieza, ya que la cavidad del molde se llena completamente antes de que la resina comience su solidificacin, variando la velocidad de inyeccin adecuadamente se pueden reducir los defectos superficiales en la pieza, tales como las rfagas y manchas en la zona del punto de inyeccin. Velocidad de expulsin: Es la distancia que recorren los expulsores en un tiempo determinado para expulsar la pieza moldeada. 3.- PRESIONES Primera presin de inyeccin: es la presin requerida para vencer las resistencias que el material fundido produce a lo largo de su trayectoria, desde el cilindro de plastificacin hasta el molde, esta presin corresponde a la fase de llenado del molde, con esta pretendemos llenar la cavidad en un 90 95%, para despus terminar de llenar la pieza con la segunda presin y velocidades. Segunda presin de inyeccin: tambin es conocida como de sostenimiento o recalque, tiene como objeto el mantener bajo presin el material fundido que se solidifica y se contrae en la cavidad del molde, la funcin de esta segunda presin, es la de completar el llenado y as compensar la contraccin, introduciendo un poco ms de material fundido en el molde. Es importante mencionar que si se excede en aplicar esta presin puede producir rebaba (flash) o una compactacin tal que originara que las piezas se peguen en el lado fijo. Contrapresin: En el momento de la plastificacin el material es llevado hacia delante en tanto que el husillo va girando hacia atrs, la contrapresin se aplica sobre el husillo que gira y tiene como funcin el impedir el retorno de ste, mejorando la accin de la mezcla del material. Dicho en otras palabras, esto ayuda a que se logre una buena homogenizacin del plstico. otra definicin: es la oposicin a que el husillo se mueva libremente hacia atrs mientras esta cargando.
Descompresin: Es la distancia que el husillo se hace para atrs con la finalidad de liberar la presin ejercida sobre el plstico de tal manera que no escurra el material al momento que abra el molde. Existe la posibilidad de hacerlo antes o despus de la dosificacin, tambin es valido de que si no se puede usar este recurso, se debe jugar con la temperatura de la nariz, bajando poco a poco la temperatura hasta un punto en que nos permita inyectar y se vea que no escurre material. Presin de expulsin: Una vez terminada la apertura del molde, la pieza se debe separar del molde, y esto se logra a travs de un mecanismo de expulsin, que requiere de una presin de botado que esta activada durante toda la fase de expulsin. Presin de retorno expulsin: es la presin que estar presente una vez que los botadores han expulsado la pieza en la fase de expulsin. 4.- DISTANCIAS Distancia de dosificacin (inyeccin) y espesor del colchn: Son los milmetros de material inyectado en funcin del volumen (cm3) y la unidad de plastificacin. Otra definicin, es la cantidad de plstico necesaria para llenar todas las cavidades y la colada. El espesor del colchn son los milmetros de material que deben permanecer constantes en la punta del husillo, para garantizar una repetitividad en el proceso. otra definicin, es la distancia que el husillo reserva para terminar de introducir material al interior del molde, de acerado a vencas este debe ser el 10% de la capacidad del la capacidad del barril. Distancia de conmutacin a segunda presin: son los milmetros necesarios para hacer el cambio por distancia, de primera presin de inyeccin a segunda presin de inyeccin. Distancia de apertura de molde: es la distancia que deseamos que abra la parte mvil del molde para que pueda expulsarse la pieza. Distancia de expulsin: son los milmetros recorridos por el sistema de expulsin de la pieza inyectada, para que pueda desmoldear del molde.
5.-TIEMPOS Tiempo de inyeccin: es el tiempo en el que se lleva a cabo el llenado de las cavidades del molde. Tiempo de pos presin: es el tiempo en que permanece activa la pos presin, o segunda presin. Tiempo de plastificacin: es el tiempo requerido para levarse a cabo la fusin del material, hasta llevarlo a un estado lquido viscoso. Tiempo de enfriamiento: es el tiempo para acabar de solidificar la pieza, y este empieza despus de que termina el tiempo de pos presin y acaba cuando el molde se abre para expulsar la pieza. Tiempo de ciclo: es el tiempo en el que se llevan a cabo las etapas del proceso de inyeccin: tiempo de cierre + tiempo de inyeccin + tiempo de pos presin +tiempo de enfriamiento que incluye el tiempo de plastificacin + tiempo de apertura y expulsin. Otros trminos empleados son: Fuerza de cierre: es la fuerza ejercida sobre el molde antes de inyectar. La fuerza de cierre es producida por la unidad de cierre despus de la formacin de la presin.
Presin de cierre: cuando empieza el proceso de llenado del molde con la masa plstica, se produce una fuerza de empuje ascendente que produce un efecto adicional sobre el sistema de cierre junto con la fuerza de cierre, tambin es conocida como alta presin.
En grfico adjunto tenemos un corte transversal de una parte de un inyector de plstico en la que se observa: 1.- Tolva. 2.- Motor Hidrulico. 3.-Husillo sin fin. 4.- Sistema de calefaccin del husillo. 5.- Molde
Cmo seleccionar una mquina inyectora para incrementar la productividad .La meta: 1.- Competitividad 2.- Rentabilidad
La mquina inyectora juega un papel clave en la rentabilidad de la empresa, y su seleccin debe hacerse con cuidado y a conciencia, teniendo como objetivo una mejora en competitividad. Esto slo se logra comprando el equipo que permita garantizar la calidad requerida y adems producir cada pieza con el menor costo posible. Para escoger la mquina ms adecuada se debe saber lo siguiente: a.-Qu se quiere fabricar. b.- En qu materiales se va a fabricar c.- Qu precisin se requiere
d.- Qu cantidad mensual se va a producir e.- De qu tamao son los moldes f.- Con cunto presupuesto se cuenta. Lo anterior determina los siguientes parmetros: a.- Fuerza de cierre b.- Gramaje de inyeccin c.- Presin de inyeccin d.- Velocidad de inyeccin e.- Capacidad de plastificacin f.-Distancia entre barras g.- Carrera de apertura h.-Tamao mnimo y mximo del molde. Para empezar el proceso de seleccin, conviene tener en cuenta quin es el proveedor, qu servicio posventa ofrece y que experiencia tienen quienes le han comprado. En la medida de lo posible, se deben buscar mquinas que estn fabricadas con elementos hidrulicos y electrnicos genricos; de esta forma no se est sujeto a las condiciones del proveedor, y los repuestos son ms baratos. Precio del equipo.-Conviene tener en cuenta que al asignar los costos fijos por pieza, generalmente el costo de amortizacin de la inyectora no alcanza el 50% de los costos fijos totales asignados por artculo. Para alcanzar un punto ptimo es necesario balancear la velocidad y precisin del equipo con su costo por pieza, lo cual depende de la aplicacin a la que se destina. A continuacin se presentan algunas especificaciones tcnicas importantes a tener en cuenta al momento de seleccionar una inyectora. Fuerza de cierre Es la fuerza que tiene la mquina para oponerse a la que ejerce al plstico cuando llena el molde, y que tiende a separar las dos caras del mismo generando rebaba. Este parmetro es muy importante, y generalmente determina el tamao de la mquina. La fuerza de cierre necesaria est determinada por el rea proyectada del artculo, el nmero de cavidades y la presin necesaria para inyectar. Otros factores que afectan la fuerza son el material a inyectar y el tipo de colada. Inicialmente, es importante establecer si la fuerza de cierre se est fijando en toneladas mtricas o americanas: 200 toneladas mtricas equivalen a 220 toneladas americanas. Como "regla de dedo", se requieren entre 2 y 3 toneladas americanas de fuerza por cada pulgada de rea proyectada. Gramaje de inyeccin Es la masa mxima que puede inyectar una mquina, y equivale al volumen de inyeccin multiplicado por la densidad del material fundido. Este valor tpicamente viene dado en gr. de PS, que fundido tiene una densidad de 0.9 gr./cm3. Es por esta razn que el gramaje de inyeccin normalmente es un 10% menor que el volumen de inyeccin. El gramaje requerido se calcula multiplicando el peso de la pieza por el nmero de cavidades, y sumndole el peso de los ramales. Cuando el material no es PS, este valor se debe dividir por la densidad del material fundido. El resultado de esta operacin arroja el volumen de material a
inyectar: el gramaje de la inyectora con PS, que es el que normalmente viene dado en las especificaciones, debe ser un 10% inferior a esta cifra. Por ejemplo para inyectar 100 grs de PP, se necesita una inyectora de 137 cm3 125 grs de PS. La razn para dividir por la densidad del material fundido, es que en ste estado el material ocupa un mayor volumen que en estado slido. El aumento de volumen vara segn la resina. Por ejemplo, el PS aumenta aproximadamente 10% su volumen cuando est fundido y el PP aproximadamente un 20%. El volumen de inyeccin equivale al rea interna del cilindro (que se calcula a partir del dimetro del tornillo, "D") por el desplazamiento mximo del tornillo durante la inyeccin, que normalmente equivale a 4D 5D. Si el desplazamiento es superior a este valor, puede llegar a alimentarse resina proveniente de la tolva en la seccin de compresin del tornillo, porque la seccin de alimentacin tericamente slo alcanza una longitud mxima de 5D. Esto puede generar problemas de operacin. Al calcular el gramaje a inyectar es bueno tener en cuenta: Tiempo de residencia de la resina en la inyectora, especialmente si sta es termosensible, como el PVC o el PET, ya que si permanece mucho tiempo en el tornillo puede degradarse.
- Homogenizacin del material; cuando se alcanza el lmite de la capacidad de inyeccin, hay una gran diferencia de tiempo entre el material que entra al principio y el que entra al final, lo cual puede generar problemas como falta de homogeneidad o degradacin de una parte de la resina, entre otros.
- Si la pieza tiene menos del 20% del gramaje de la mquina se pierde capacidad de control, ya que un pequeo desplazamiento puede causar una gran variacin en la pieza. Tambin es necesario tener en cuenta que la capacidad msica de la inyectora, que normalmente viene dada en referencia al poliestireno, vara segn la resina a inyectar, ya que cada una tiene un peso especfico diferente (que adems vara en funcin de la temperatura). La tabla 1 indica cul es la capacidad en gr. de una mquina para 100 gr. de poliestireno cuando se procesan otras resinas. Presin de inyeccin La presin es la resistencia a fluir, y mientras ms resistencia se ofrezca al flujo (paredes y canales ms delgados) mayor ser la presin requerida. Adems, la presin aumenta proporcionalmente con la velocidad. La presin de inyeccin est determinada por: - El espesor de pared de la pieza a inyectar - La relacin entre la trayectoria de flujo y el espesor de pared - La resina - El tipo de colada - El rea del punto de inyeccin - La temperatura de trabajo de la inyectora - El tipo de material a procesar - La precisin requerida: a mayor precisin, mayor presin.
La presin tambin est relacionada con el dimetro del tornillo: si se inyectan artculos de pared gruesa, lo ideal es tener un tornillo de mayor dimetro, porque se requieren altos gramajes y presiones bajas; para artculos de pared delgada es ms indicado un tornillo de menor dimetro, porque se requieren gramajes bajos; lo importante aqu es que el tornillo garantice la velocidad de inyeccin necesaria. En la mayora de los casos es aconsejable un tornillo intermedio, que permita obtener una presin de 1.500 - 1.600 kg./cm2, ya que esto permite inyectar casi todos los artculos. Velocidad de inyeccin La velocidad de inyeccin est determinada por el espesor de la pieza y la relacin trayectoria de flujo - espesor de pared. La velocidad de inyeccin est muy relacionada con el tamao de la bomba. La presin terica de inyeccin que aparece en el catlogo casi siempre se alcanza; no as la velocidad de inyeccin, como se explicar ms adelante. Capacidad de plastificacin
Los parmetros que determinan la capacidad requerida de plastificacin son: - El dimetro del tornillo - La velocidad de rotacin (RPM) del motor - La geometra del tornillo - La resina. La capacidad de plastificacin requerida en una pieza es igual al peso total de la inyeccin dividido por el tiempo de enfriamiento de cada pieza. Un error muy comn es dividir por el tiempo total del ciclo, en vez del tiempo de enfriamiento, que incluye etapas como la de inyeccin, apertura y cierre, donde no hay carga de resina. Mientras ms ciclos por minuto se busquen, se requiere menor tiempo de enfriamiento y mayor capacidad de plastificacin. Tamao del tornillo
La seleccin del tornillo debe hacerse de tal manera que cumpla con los requerimientos de: - Gramaje - Capacidad de plastificacin - Velocidad de inyeccin - Presin de inyeccin Al aumentar el dimetro, se aumentan la velocidad, la capacidad de plastificacin, el gramaje y el tiempo de residencia del material. Cuando se tienen altos valores de velocidad y capacidad de plastificacin se logran ciclos ms cortos; sin embargo, si el tornillo tiene un dimetro muy alto, puede llegar a generar insuficiente presin. Distancia entre barras Este parmetro est determinado por el tamao del molde. La distancia ms importante entre barras es la horizontal, porque la gran mayora de los moldes entran por encima de la inyectora, y pueden
tener una longitud mayor en la direccin vertical que en la horizontal. De otro lado, si se trabaja con cambios de molde automticos, el molde se inserta lateralmente a la inyectora; en este caso, es recomendable tener la misma distancia entre barras en direccin horizontal y vertical. Carrera de apertura La carrera de apertura mnima de un equipo para lograr un expulsado automtico, debe ser como mnimo un 10% superior al doble de la altura del producto ms el pitorro o ramal de inyeccin. Al momento de seleccionar una inyectora, es importante asegurar que la carrera de apertura sea suficiente para todos los artculos que con ella se quieran producir. Potencia de la bomba ste es un punto muy delicado, pues es la potencia de la bomba la que determina: - Velocidad mxima de inyeccin - Las RPM del tornillo (capacidad de plastificacin) - Velocidades de apertura, cierre y expulsin. Por lo tanto juega un papel determinante en la productividad y en la rentabilidad de la empresa. Si se comparan dos inyectoras del mismo tamao en toneladas y con la misma distancia entre barras, pero con diferente potencia en la bomba, el tiempo de ciclo es ms corto en la inyectora con la bomba ms grande; esto generalmente se traduce en un menor costo por pieza producida, en razn de que hay mas piezas por unidad de tiempo para absorber los mismos costos fijos. Sin embargo, si la bomba est sobre dimensionada y consume ms energa de la necesaria, se est desperdiciando capacidad. Lo ideal es que la bomba tenga un tamao suficiente para producir la mayor cantidad de unidades por ciclo, pero que no est sobredimensionada. La razn del aumento en velocidad con el aumento del tamao de la bomba es la siguiente: la presin mxima normalmente es constante, y se encuentra alrededor de140 bares para unas mquinas y 170 bares para otras. La potencia es igual al caudal por la presin del equipo hidrulico; por tanto, a mayor potencia de la bomba, mayor caudal. Y la velocidad es funcin directa del caudal, (caudal es igual a velocidad por rea). Como el rea es fija, a mayor caudal, mayor velocidad. Entonces, mientras ms potente la bomba, ms rpida ser la inyectora. Tipo de cierre Hay tres tipos de cierre: de rodilleras, hidrulico e hidromecnico. Las inyectoras de rodillera son aquellas en las que un mecanismo de dos barras acopladas a travs de una junta tipo rtula accionan la unidad de cierre. En las hidrulicas la placa mvil es desplazada por un gato central, y en las hidromecnicas se combina la ganancia mecnica con las ventajas hidrulicas. Un diseo tpico de mquinas hidromecnicas es el de las mquinas de gran tonelaje con dos placas, donde los movimientos de apertura y cierre son realizados con cilindros hidrulicos de alta velocidad y baja presin, y donde la fuerza de cierre la dan cilindros hidrulicos de alta presin y baja velocidad. Tipo de accionamiento Las inyectoras pueden ser accionadas con hidrulica , elctricidad o pueden tener un accionamiento mixto. Mucho se ha escrito sobre cul es la mejor. A juicio personal, en ciclos donde el tiempo de enfriamiento es largo, las mquinas mixtas, o sea aquellas en donde parte de los accionamientos se
hace con actuadores elctricos, o las mquinas completamente elctricas son mejores, ya que permiten literalmente apagar la mquina. En ciclos donde se requieren capacidades de plastificacin sumamente altas, de nuevo las inyectoras elctricas y las mixtas tienen ventaja sobre las hidrulicas, por la posibilidad de ejecutar la plastificacin simultneamente con otras operaciones. En mi experiencia personal, sin embargo, he visto que la mayora de los daos que se presentan son electrnicos, lo que requiere una alta capacidad de respuesta (en proveedor de servicios y en conocimiento tcnico) para atender fallas posibles. Adicionalmente, las inyectoras hidrulicas son capaces de amortiguar parcialmente impactos o paradas sbitas, gracias a sus sistemas de conexin y mangueras.
Motor hidrulico o de accionamiento del tornillo El motor de accionamiento del tornillo debe ir de acuerdo con el dimetro del mismo y la resina a operar. Un motor muy rpido es, por definicin, un motor de bajo torque, y puede presentar problemas cuando se trabajan resinas duras o de ingeniera, con ndices de fluidez inferiores a 7. En el caso de un equipo hidrulico, lo ideal es comprar una mquina con motor de rango dual, es decir, con un motor que tenga dos modos de trabajar, conmutables a voluntad del operador: un modo ser el de alta velocidad de rotacin y bajo torque, y el otro el de bajo torque y alta velocidad. Factor de amplificacin Es el cociente resultante de dividir la presin de inyeccin entre la presin del sistema hidrulico. Dos inyectoras con la misma bomba, la misma presin de trabajo, el mismo dimetro de tornillo y el mismo factor de amplificacin, deben tener velocidades de inyeccin similares. El control estadstico de procesos (SPC, por las iniciales de su nombre en ingls) es una opcin que traen las mquinas para almacenar los principales parmetros de cada ciclo y extraer despus un reporte final de produccin, que permite establecer la calidad de las piezas producidas. Es una opcin que se est imponiendo con la implementacin de las normas ISO 9000, en donde los clientes estn exigiendo mecanismos de garanta y seguimiento al proceso. Esta opcin requiere de un control de lazo cerrado, ya que deben monitorearse continuamente los valores de presin y velocidad de inyeccin. Ejemplo de seleccin de una inyectora Una vez verificado lo anterior, se procede a seleccionar la opcin de mquina que pueda otorgar la mejor rentabilidad por pieza. Las tablas 1, 2 y 3 dan un ejemplo de los parmetros que deben considerarse para comparar entre s tres mquinas inyectoras. Este ejemplo se puede resumir as: - Segn monto de la inversin, la inyectora ms barata es la uno; la dos es 2.28 veces ms cara que la uno, y la tres es 3.21 veces ms cara. - Segn el nmero de unidades por minuto, la mejor es la tres, que saca 1.71 ms piezas que la uno
y 1.15 ms piezas que la dos. - Segn el costo final de produccin, la mejor opcin es la dos, ya que es la que permite producir con el menor costo por unidad. La pieza en esta mquina sale un 9% ms barata que en la uno, y un 4% mas barata que en la tres. Obsrvese la importancia de la capacidad de plastificacin, que hace que la inyectora uno, a pesar de ser la ms barata sea la que produce las piezas ms costosas. En el caso de la inyectora dos, es bueno, preguntarle al fabricante/representante qu se puede hacer para mejorar la capacidad de plastificacin y cunto cuesta. Un incremento de la capacidad de plastificacin en un 20%, se traduce en el ejemplo en un incremento del 12% en el nmero de piezas por minuto y una reduccin de los costos fijos por pieza del 15%. En la opcin uno esto es posible, pero se puede poner en riesgo la mquina, ya que implica bombas de mayor potencia, lo que puede exceder las cargas de diseo del equipo. Hay una reflexin: si la mquina uno es tres veces ms barata que la tres, entonces, se podra pensar que es mejor comprar tres mquinas uno, que una tres, o al menos dos mquinas uno. Sin embargo, comprar ms de una mquina uno, en vez de una dos o tres en razn del precio, es un enfoque que hay que analizar con cuidado, porque: -Se requeriran tres operarios adicionales por cada mquina extra - El consumo de energa es mayor. - Dos mquinas requieren ms espacio que una.
- Existe un costo por los moldes. Mientras ms alto sea, menos vlido el argumento de comprar dos mquinas en vez de una. Obsrvese que prcticamente se necesitan dos mquinas uno y dos moldes para hacer lo mismo que hace la mquina tres. Y al considerar el molde, el costo de los moldes sera el doble para dos mquinas uno. Es decir mientras ms costosos los moldes, ms importante la productividad de la mquina. - Aunque en teora se requerira la misma infraestructura administrativa para una mquina que para tres, en la prctica esto no es cierto. Mientras ms gente mayor es el trabajo administrativo. De este ejemplo se sacan otras conclusiones importantes: La capacidad de plastificacin juega un papel importantsimo en el costo final del artculo, y en la seleccin adecuada de las inyectoras. Si el tiempo de enfriamiento requerido por la pieza fuera de 7 segundos, la segunda opcin sera la mquina uno y no la tres, y si el tiempo de enfriamiento fuera de 9 segundos, entonces la opcin ms rentable sera la mquina uno.
- La velocidad de la inyectora tambin juega un papel importante en los costos. Si bien en este ejemplo se pas por alto esto, el hecho de tener un control ms sofisticado que permita hacer conmutaciones entre las diferentes operaciones mas rpidamente, puede establecer una diferencia importante en productividad, especialmente en ciclos cortos. Llama la atencin que la inyectora uno posee una potencia de inyeccin un 60% ms alta que la potencia de la bomba, situacin que es debida en buena parte a la forma de calcular este valor, que en muchos casos se hace trabajando con el desplazamiento por RPM de la bomba, y que finalmente llega a unos valores de velocidad de inyeccin y plastificacin mucho ms altos que los reales. En
este ejemplo, es necesario reducir la velocidad de inyeccin de la mquina uno en un 35% para que la potencia de inyeccin se site en un 12% por encima de la de la bomba, que es un valor mucho ms real para mquinas con bombas de caudal fijo. Ntese que la potencia de inyeccin de la mquina tres es un 26% superior a la potencia de la bomba, situacin que encuentra su explicacin en las bombas de caudal variable, en donde el mayor flujo se da con una baja presin. A las tres inyectoras se les dio el mismo tiempo de apertura y cierre del molde. Sin embargo, la uno, por tener, un control ms sencillo, un menor peso, y una bomba de menor tamao, debe tener un tiempo de apertura y cierre mayor. Queda un elemento por mirar. Si las opciones fueran nicamente la dos y la tres, y la fbrica tuviera equipos de la marca tres, entonces la opcin sera sta, ya que aunque la pieza sale ligeramente ms cara, se contina con equipos de la misma marca.
Soplado de cuerpos huecos. Es un procedimiento para moldeo de termoplsticos nicamente, para ello, mediante una extrusora en forma horizontal o vertical se producen dos bandas o preformas calientes en estado pastoso, de un espesor determinado y adems inflable, que se introducen al interior del molde partido, posteriormente se cierra el molde y mediante un mandril se introduce aire a alta presin entre las dos lminas, sta presin hace que las lminas de plstico se adhieran a las paredes interiores del molde haciendo que tomen su configuracin, seguidamente se enfra el molde para que las pelculas se endurezcan, pasado esto se procede a extraer la pieza y se elimina el material excedente( rebaba). Para ste procedimiento es necesario que el material tenga estabilidad de fusin para soportar la extrusin de la preforma y el soplado de la misma al interior del molde. El moldeado por soplado de cuerpos huecos tiene un uso muy extenso para producir recipientes como botellas, galoneras, pelotas, barriles de todo tamao y configuracin, adems de piezas para autos, juguetes como muecas, etc.
Molde de acero para soplado de una galonera plstica de 64 onzas TERMOFORMADO:
Procedimiento exclusivo para termoplsticos, la resina se proporciona en forma de fina lminas al cual se le calienta para poder conformarlo. Con aire a presin o vaco, se obliga a la hoja a cubrir la cavidad interior del molde y adoptar su configuracin, se utiliza para la fabricacin de diversos recipientes como vasos, copas, pequeas botellas todos descartables, la produccin es en serie, utilizndose planchas o lminas del tamao adecuado para 100 a 200 piezas.
EL CALANDRADO. Se utiliza para revestir materiales textiles, papel, cartn o planchas metlicas y para producir hojas o pelculas de termoplstico de hasta 10 milsimas de pulgada de espesor y las lminas con espesores superiores. En el calandrado de pelculas y lminas el compuesto plstico se pasa a travs de tres o cuatro rodillos giratorios y con caldeo, los cuales estrechan el material en forma de lminas o pelculas, el espesor final de del producto se determina por medio del espacio entre rodillos. La superficie resultante puede ser lisa o mate, de acuerdo a la superficie de los rodillos. Para la aplicacin de recubrimientos a un tejido u otro material por medio del calandrado, el compuesto de recubrimiento se pasa por entre dos rodillos horizontales superiores, mientras que el material por recubrir se pasa por entre dos rodillos inferiores conjuntamente con la pelcula, adhirindola con el material a recubrir. Otro procedimiento utiliza resina lquida a la cual se le agrega colorante y endurecedor y mediante dos rodillos de los cuales el inferior est en contacto con una bandeja con el compuesto lquido que impregna el material a recubrir, a los rodillos se les proporciona calor para acelerar la polimerizacin del compuesto.
EXTRUSIN.Se usa principalmente para termoplsticos. La extrusin es el mismo proceso bsico que el moldeado por inyeccin, la diferencia es que en la extrusin la configuracin de la pieza se genera con el troquel de extrusin y no con el molde como en el moldeado por inyeccin. En la extrusin el material plstico, por lo general en forma de polvo o granulado, se almacena en una tolva y luego se alimenta una larga cmara de calefaccin, a travs de la cual se mueve el material por accin de un tornillo sin fin, al final de la cmara el plstico fundido es forzado a salir en forma continua y a presin a travs de un troquel de extrusin preformado, la configuracin transversal del troquel determina las forma de la pieza. A medida que el plstico extruido pasa por el troquel, alimenta una correa transportadora, en la cual se enfra, generalmente por ventiladores o por inmersin en agua, con ste procedimiento se producen piezas como tubos, varillas, lminas, pelculas y cordones. En el caso de recubrimiento de alambres y cables, el termoplstico se estruje alrededor de una longitud continua de alambre o cable, el cual al igual que el plstico pasa tambin por el troquel, despus de enfriado el alambre se enrolla en tambores.
FUNDICIN.Mediante ste procedimiento se trabajan tanto termoplsticos como duroplsticos, en estado lquido por lo general o en estado granulado o en polvo, para la produccin de diversas piezas, la diferencia entre la fundicin y el moldeo es que no se utiliza la presin, el calor se utiliza slo para resinas en forma de polvo o granulados, la masa se calienta hasta que est fluido y se vierte en el molde, luego se cura a temperaturas que vara segn el plstico y luego se retira del molde.
Mecanismo bsico de un Termoformadora
MAQUINA TERMOFORMADORA GN-PLASTICS PARA PRODUCCION EN SERIE.
Lmina de Polietileno y piezas elaboradas por termoformado.
Procedimiento artesanal de conformado de lminas plsticas con modelo de madera para la obtencin de la carrocera de un auto de juguete.
Una vez conformada la lmina se procede a extraer el modelo de madera por partes en el orden indicado: 1, 2, 3, 4 y finalmente la pieza de madera grande la nmero 5. Por lo general la lmina plstica es resina polister lquida reforzada con fibra de vidrio, en la cual esta acta como carga y con su respectivo colorante y endurecedor.
CORTE ESQUEMATICO DE INYECTORA DE PLASTICO
MOLDE DE ACERO PARA LA INYECCION DE UN TINA PLASTICA
Empaque y etiqueta: Una sola pieza por inyeccin La industria del empaque saca provecho de los avances en el proceso de inyeccin; a travs de la tecnologa de etiquetado dentro del molde, ha conseguido producir envases con una apariencia visual muy superior, con mejores propiedades y ha logrado eliminar procesos secundarios de impresin. El proceso representa grandes oportunidades de diferenciacin para los clientes de moldeadores de empaques y envases Tradicionalmente, la decoracin y adicin de informacin sobre un producto se realizan en una fase posterior al moldeo de la pieza, con procedimientos de impresin y etiquetado. Sin embargo, en los ltimos aos se han dado grandes pasos en las tecnologas de transformacin, y se observa una marcada tendencia a integrar el proceso de decoracin al proceso de moldeo por inyeccin. Es as que la tcnica de etiquetado dentro del molde, o In-Mold Labeling (IML) est ganando cada vez ms presencia en la produccin de artculos plsticos, sobre todo en el sector de envases. La empresa Husky (Canada) es una de las impulsoras de este sistema innovador. Actualmente el 40% de los nuevos empaques que se hacen en Europa emplean la tecnologa IML, y se proyecta que sta tendr un crecimiento del 20% anual. Husky, proveedor de sistemas completos de IML, asegura que la demanda global de este tipo de soluciones est creciendo a tasas de dos dgitos, y que el principal motor de crecimiento es la habilidad de los contenedores de diferenciar productos con mejor calidad en la decoracin.
PROCEDIMIENTO DE MOLDEO DE ENVASE CON ETIQUETADO DENTRO DEL MOLDE EN UNA INYECTORA DE 4 CAVIDADES POR LADO (COINYECCION)
CONSTITUCION DE LOS MOLDES PARA PLASTICOS. Los moldes para plsticos se construyen de diversas maneras, en funcin de la forma de la pieza que se quiere obtener, por lo general son moldes partidos, si la pieza es de revolucin y simtrica, lo ms comn es que sea de macho (ncleo) y hembra (matriz), de lo contrario tendr mltiples partes que se ensamblan para el cierre y llenado del molde y se abren para el desmolde de la pieza. Dependiendo de la cantidad de piezas a producir, los moldes pueden ser de accionamiento manual, si se trata de pequeas series, para series mayores se utilizan moldes semiautomticos, accionados por prensas y para grandes series de piezas los moldes automticos en los cuales no participan prcticamente la mano humana. Para el diseo del molde se debe de considerar el color de la pieza, adornos , insertos metlicos, espesor de las paredes, conocidad de las paredes para facilitar el desmolde, conviene evitar bordes y salientes agudos, las curvas irregulares son difciles de mecanizar, las superficies planas o grandes tienen el inconveniente de presentar alabeos por la contraccin, lo que da a lugar a superficies
irregulares y acabados rugosos, para evitar esto se deben reforzar las paredes con salientes suaves, nervios, redondamientos en el encuentro de las paredes. Las paredes no deben de ser muy delgadas que puedan romperse, para los duroplasticos como los fenlicos no debe de sobrepasar los 0,65 mm. Los termoplsticos se pueden moldear con espesores ms finos. Se debe de tener en cuenta la no existencia de cambios brusco de espesores para evitar concentraciones de tensiones. Paredes de casi igual espesor curan de manera uniforme. Es recomendable en las paredes largas o altas, que el fondo, por donde generalmente se inicia el llenado sea ms grueso que la parte superior, para facilitar el desmolde y evitar la concentracin de tensiones. Los plsticos tienen la tendencia de contraerse ajustndose alrededor del embolo o de los machos del molde, si la pieza es de revolucin se puede optar por una conicidad de 1, para otras formas hay que darle a la pieza una inclinacin de 0,5 por lo menos, ya que verticalidades mayores producen adherencias de la pieza al molde. Son los Metacrilatos de Metilo y el Poliestireno son los materiales de mayor contraccin, en ese caso se usa inclinacin mayor o igual de 1 Si la pieza tiene la inclinacin en el ncleo del molde, la pieza queda retenida en la cavidad (matriz hembra) del molde, por lo que los expulsores estarn ubicados en ella. Por el contrario la inclinacin corresponde a la matriz, la pieza se adhiere en el ncleo, siendo preciso ubicar los expulsores en l. El diseo, construccin de moldes para plsticos y el moldeo requiere cierta experiencias y constituye una tcnica y a la vez un arte, a lo que debemos agregar ingenio, sentido comn y el conocimiento de la teora cuando es necesario resolver impases. Para producir agujeros en la pieza a moldear es conveniente emplear pasadores desmontables, en lugar de construir el molde con los machos fijos, por la dificultad de construccin por mecanizado. Es comn ubicar insertos metlicos para roscas interiores, esprragos, adornos, soportes, etc. Se deber de tener cuidado en el anclaje de los mismos mediante ranuras, recalcados o agujeros, se debe de evitar masas de metal excesivamente grandes. En el moldeo por inyeccin para la elaboracin de altos volmenes de produccin con una excelente calidad, es indispensable un molde de buenas cualidades, con una elaboracin muy precisa, y duracin aceptable. Los dos pasos ms importantes en la produccin de una pieza plstica son el diseo de la pieza y el diseo del molde. La tarea principal del molde de inyeccin es recibir y distribuir el material plstico fundido, para ser formado y enfriado y posteriormente expulsar la parte moldeada. Al disear el molde de inyeccin conviene tener en cuenta las consideraciones siguientes a parte de las consideraciones antes mencionadas: Conocer perfectamente el plano de la pieza a moldear, establecer las lneas de particin, zona de entrada, lugar de los botadores y detalles del molde que puedan facilitar su construccin. Determinar el tipo de maquina de moldeo y el efecto que puede tener en el diseo del molde. A partir de las especificaciones del termoplstico, hay que tener en cuenta su contraccin, las caractersticas de flujo y abrasin y los requisitos de calentamiento y enfriamiento. Son muchos los puntos que deben de ser tomados en cuenta para la construccin de un molde: los materiales para su construccin, los mtodos de elaboracin del molde, diseo y caractersticas del molde y pieza a fabricar entre otros.
Materiales para la construccin de los moldes En la construccin de moldes para inyeccin de plsticos es necesario utilizar aceros especiales por las condiciones de trabajo, debido a las cargas severas a que son sometidos y porque se requiere alta precisin en los acabados. A esto hay que aadir que las tolerancias manejadas son muy finas. Los aceros, utilizados en moldes para inyeccin deben cumplir con las siguientes caractersticas: Condiciones aceptables para su elaboracin como son mequinabilidad, poder ser troquelado en fro, poder ser templado. Resistencia a la compresin Resistencia a la temperatura Resistencia a la abrasin Aptitud para el pulido Tener deformacin reducida Buena conductividad trmica Buena resistencia Qumica Tratamiento trmico sencillo. Dentro de los aceros para moldes podemos encontrar a los aceros de cementacin, de nitruracin, templados, bonificados para el empleo en el estado de suministro o resistentes a la corrosin, entre otros. El acabado Los clientes suponen que la apariencia de los productos es la que se especifica en los planos. La textura que debe de tener el molde en algunas ocasiones es un aspecto que comnmente no es tomado en cuenta. Este factor influye sobre el comportamiento del plstico. Otro punto importante es que los acabados para los moldes son un costo adicional y suponen uno de los mayores costos de la construccin de los moldes. Mtodos de elaboracin del molde Tan importante es el material que se utiliza para la construccin del molde como lo son los mtodos que se emplean para la creacin del mismo como son: Mecanizado: puede ser dividido en dos fases, el desbaste (su objetivo es eliminar la mayor cantidad de material posible) y el mecanizado de acabado, el cual tiene como objetivo generar las superficies finales. Estampado o troquelado: se emplea principalmente cuando hay que obtener cavidades del molde con una superficie difcil para ser elaborada por mecanizado. El punzn, estampa o troquel es elaborado exteriormente segn el perfil deseado. Los elementos as obtenidos se someten a un recocido para la liberacin de tensiones antes de la elaboracin mecnica final, para que en el tratamiento trmico definitivo no se produzcan deformaciones. Electroerosin: en este proceso se aprovecha el desgaste producido por descargas elctricas breves y consecutivas. Es necesaria la creacin de un electrodo, de grafito o cobre, el cual va formando las cavidades del molde.
Los electrodos de grafito tienen la ventaja de tener un menor desgaste pero la desventaja de menor precisin. Los electrodos de cobre, por su parte, dan mayor precisin pero con un mayor desgaste. Colada: en este proceso el costo de la mecanizacin es alto y el tiempo empleado en la fabricacin del molde puede ser considerable. Hay que tener en cuenta, adems que la exactitud de dimensiones y la calidad superficial son inferiores respecto a los moldes fabricados por mecanizacin. FORMA DE LOS CANALES DE COLADA.
En la foto se observa un molde de acero de cuatro cavidades, canal principal y canal secundario. El canal por el cual llega el material al molde propiamente dicho se llama canal de colada, es cnico y su dimetro aumenta en direccin al molde, es necesario tener en cuenta la relacin a:A = 1: 2035 y que es la relacin entre la seccin de admisin y la cara de la pieza que se est moldeando, expresado en mm2. Canal de colada en forma de Punto. Puede tener un dimetro de 0,8 a 1mm, por lo general es el centro de la pieza, se utiliza para piezas de revolucin.
MOLDE DE ACERO DE DOS CAVIDADES PARA INYECCION DE DOS FUENTES PLASTICAS PEQUEAS
Canal de Colada en forma de Paraguas. Se utiliza para la construccin de piezas redondas como bridas, anillos, aros, etc.
Canal en forma de Banda. Con un espesor de hasta 2 mm., su forma garantiza una buena distribucin del material dentro del molde, se utiliza para la elaboracin de planchas, espumas, etc.
Canal de colada en forma de Disco y de Corona. Para el moldeo de piezas en forma de tubos.
CLASIFICACIN Y DESIGNACIN DE LOS PLSTICOS INDUSTRIALES. En la industria moderna existe una gran variedad de plsticos para diversos tipos de usos, las aplicaciones van desde la elaboracin de envases de medicina, recipientes para alimentos, envolturas, bolsas, recubrimiento de conductores elctricos, piezas mecnicas de artefactos electrodomsticos como engranajes, bocinas, etc. Dentro de la gran variedad existente de resinas todas ellas se les puede clasificar en dos grandes grupos: Las resinas TERMOPLASTICAS termo
deformables y las DUROPLASTICAS o termoestables, la designacin de estables o deformables est en relacin al comportamiento de la pieza ya elaborada en presencia del calor. TERMOPLSTICOS son las resinas que se ablandan en presencia del calor y se endurecen cuando se enfran, no importa cuantas veces se repita el proceso, dentro de ellas tenemos: Vinlicos y Polivinlicos, Poliestirnos, Poliamidas ( nylon), Policarbonatos, Polietilenos, ABS (Acrilonitrilo Butadieno Estireno), Acetlicas, Acrlicos, las Celulosas ( acetato butirato de celulosa, propianato de celulosa, nitrato de celulosa y la celulosa etlica), Polipropileno, polimetacrilato, Politetrafluoretileno, etc. DUROPLASTICOS, son las resinas que se solidifican en forma definitiva cuando se les aplica calor y presin durante el moldeado, el recalentamiento no ablanda estos materiales y si el calor continua la pieza llega a carbonizarse directamente. Dentro de ste grupo tenemos: Las resinas Fenlicas, ricas, Melamnicas, Epoxi, Polister, Poliuretanos, Alqudicos, Casena, Amina, etc. RESINAS FENOLICAS (RF).- Se obtienen combinando el fenol con el formaldehdo, tienen un olor caracterstico a cido fnico, particularmente si se les calienta, se les utiliza mezcladas con cargas de relleno, para mejorar sus caractersticas fsicas, su peso especfico oscila entre 1,3 a 1,9 kg/dm3, son excelentes aisladores, por lo general se usa en colores oscuros, marrones, negros, su combustibilidad es mala pues arde con gran dificultad, su permeabilidad a la luz est entre transparente a opaco, el producto ms conocida es la Bakelita. Con esta resina se moldean mango de interruptores, clavijas, carcasas de radios televisin, agitadores de lavadoras, poleas, prendera, etc. RESINAS URICA .- Tiene como materia bsica la urea sinttica y el folmadehido, no tienen olor caractersticos, su peso especfico es de 1,5 kg/dm3 , por lo general se usa en colores claros y blancos, arde con dificultad, es opalescente a la luz, soporta de 130 a 138C de temp. Con est resina se moldean artculos de cocina, materiales elctricos, etc. RESINAS DE MELAMINA.- Tienen como elemento bsico la Melamina que se obtiene del carburo de calcio y nitrgeno, tienen buena resistencia elctrica, son duros, peso especfico de 1,5 kg/dm3 se usa en colores claros, arde con dificultad, es opalescente, , disponible en polvo o en forma granular, se utiliza para artculos de cocina, vasija como platos, tazas, prendera, etc. RESINA DE POLIESTER (UP).- Se derivan del alquitrn de hulla y del estirol, son incoloros aunque se pueden colorear a voluntad, se utiliza con cargas de fibra de vidrio, que le da una considerable resistencia, se le consigue en forma de lquidos y como compuestos premezclados, arden con dificultad auto extinguindose, se utiliza para cascos de embarcaciones, carrocera de automviles, placas transparentes para cubiertas, se utiliza tambin para impregnar tejidos de tela, papel y como pinturas duras. POLIURETANOS (PUR).- Son materiales sintticos que proporcionan productos de gran elasticidad: gomas, espumas, correas, se emplea como pegamento y como barniz de gran dureza, se puede manufacturar en forma de espuma en el lugar de uso, se obtiene en forma slida a partir de dos reactantes, el artculo final de puede extruir, calandrar, fundir y forma lquida para obtener espumas, con stas resinas de producen colchones, cojines, almohadillas, juguetes, refuerzos, para esmaltes de gran calidad, etc. Los poliuretanos han sido un material tradicional en la fabricacin de espuma flexible y espuma rgida. Sin embargo, nuevos retos relacionados con legislaciones, medio ambiente y nuevas aplicaciones estn a la orden del da para este verstil polmero. Esto es particularmente cierto cuando hablamos de espumas rgidas y otras formas de poliuretano, como microespumas, elastmeros y poliuretano termoplstico. CLORURO DE POLIVINILO (PVC).-Tienen como elemento bsico el acetileno y el cido clorhdrico, no tienen olor caractersticos es inspido, se pueden colorear a voluntad, arden con dificultad, soportan temperaturas de 60 a 91C, se utilizan como materiales duros, tuberas diversas,
piezas resistencias a la corrosin, en estado blando encuentra una serie de aplicaciones como mangueras, cueros artificiales, impermeables, etc. POLIESTIRENO (PS).- Se obtienen del estirol, derivado del petrleo y del benzol, su peso especfico es bajo, se colorea a voluntad, arde lentamente, en el mercado se obtienen en forma de polvo y en forma granular para moldeado, en forma de micas , varillas para manufacturase por arranque de viruta, se emplea para fabricar planchas, pelculas, espumas, objetos de oficina, bolgrafos, plantillas, escuadras, etc. POLIAMIDAS (PA).- Son derivados del carbn, no tienen olor ni sabor, poseen caractersticas mecnicas notables, en las que destacan su resistencia al desgaste, al calor y la corrosin, tiene colores lechosos, soporta de 100 a 200C, de larga duracin, es auto extinguible, con una permeabilidad a la luz de translcido a opaco, con el envejecimiento decolora ligeramente, los productos ms conocidos comercialmente son el Nylon y el perln. Se obtiene en forma de polvo, lminas, pelculas, filamentos, varillas, se moldea por inyeccin, soplado, extrusin. Con el se obtienen vasos para beber, grifos de agua, engranajes, palancas , cojinetes, ruedas, correas, como filamento se emplean para cerdas de cepillos, cordeles para pesca, etc. POLICARBONATOS.- Son derivados del Fenol, se mecanizan bien, alta resistencia a la humedad, su permeabilidad a la luz es buena (transparente), se colorea a voluntad, son auto extinguible en presencia del fuego, con el envejecimiento cambia ligeramente de color y se hace frgil, es un material de moldeo por excelencia, puede tomar la forma de pelculas, perfiles extruidos, recubrimiento, fibras o elastmeros. Con sta resina se construyen partes de aviones, automviles, mquinas industriales, reglas, vidrios de seguridad, carcasas, cuerpos de bombas, ventiladores, tapas de instrumentos elctricos. POLIETILENO (PE).- Es un derivado directo del petrleo, su aspecto al tacto es ceroso, buena resistencia a los cidos, buen aislante elctrico, tienen bajo peso especifico 0,95 kg/dm3, se puede colorear a voluntad, su combustibilidad es muy lenta, permeabilidad a la luz es de transparente a opaca, con el envejecimiento se vuelve quebradizo, tienen sonido metlico al estirarse en forma continua, se obtiene en el mercado en forma granular o de polvo, para su moldeo de todas las formas existentes, se emplean para producir recipientes para cubos de hielo, vasos para beber, vajillas, botellas, bolsas, globos juguetes, barreras contra la humedad. POLIMETACRILATOS.- Se obtienen partiendo del acetileno, se caracterizan por su extraordinaria transparencia, su peso especfico es de 1,18 kg/dm3, se colorea a voluntad, arde rpidamente, con el envejecimiento se amarillenta ligeramente, soporta hasta 80C, su producto ms conocida es el plexigls, se emplea para placas transparentes de carrocera, cristales de faros, tapas de relojes, POLITETRA-FLUORETILENO.- Es un derivado sinttico del acetileno, su principal particularidad es su resistencia a la temperatura y a los cidos, aspecto en que slo es comparable al vidrio, su peso especfico es elevado 2,15kg/ dm3 , buena resistencia, por lo general se utiliza colores oscuros, poca permeabilidad a la luz, no sufre variaciones con el envejecimiento, sus productos comerciales ms conocidos es el tefln considerado como el slido con ms alto ndice de resbalosidad comparado con el hielo. Se emplea en casquillos sin lubricacin, cajas y juntas para bombas, vlvulas y griferias, aislamiento de cables elctricos. ABS.- Son una familia de resinas termoplsticos opacas, obtenidas por termo polimerizacin de los monmeros de acrilonitrilo butadieno y estireno (abs), se destacan por su elevada resistencia al impacto, buena estabilidad dimensional, buena resistencia qumica y trmica, dureza superficial y poco peso, se moldean rpidamente por los diferentes mtodos de fabricacin de termoplsticos, disponible en forma de polvo o granulado, se empelan para la fabricacin de tuberas, para el transporte de gas, agua, agua de regado y aplicaciones de la industria qumica, las lminas se
fabrican por calandrado o extrusin, se emplean para puertas y revestimiento de refrigeradoras, embalajes, parachoques. Cajas para radios, bateras, Etc. RESINAS ACETALICAS.- Son resinas termoplsticos que por su alta cristalinidad y el punto de fusin de la resina justifican sus propiedades que cubren el hueco entre metales y el plstico, tienen una superficie lisa, duras, brillante algo resbaladiza al tacto, buena abrasin, sin necesidad de lubricacin su coeficiente de friccin es bastante bajo, su coeficiente de friccin esttico y dinmico con el acero es casi el mismo. Se emplea por su resistencia al desgaste en rotores de bombas en reemplazo al latn, en bandas transportadoras en sustitucin del acero inoxidable, ruedas dentadas motrices en reemplazo del hierro colado, diversos instrumentos del automviles en reemplazo del cinc inyectado. ACRILICOS ( PMMA).- Son polmeros de metacrilatos de metilo, se caracterizan por su transparencia cristalina, favorable ndice de refraccin, por lo que se emplea para la fabricacin de lentes pticos, buena resistencia al impacto, excelente resistencia a la luz solar a la imterperie y a la mayora de productos qumicos, como aislante trmico es mejor que el vidrio, se pueden aserrar, taladrar, mecanizar. Plegar, embutir o conformar a cualquier forma cuando se le calienta hasta 140C , las cabinas de aviones se hacen por soplado o al vaco, con o sin molde, en el mercado las lminas de acrlico se utilizan para anuncios, rtulos iluminados interiormente y que se exponen a la intemperie, ventanas industriales, pantallas de seguridad, mirillas de inspeccin, por la belleza de los productos moldeados con acrlicos su uso es en forma masiva. RESINAS CELULOSICAS.- Es un polmero natural, que se encuentra en todas las formas vegetales, suministraron el primer termoplstico en 1868 y el primer material para el moldeo por inyeccin en 1932. Dependiendo del reactivo empleado para su obtencin podr resultar cualquiera de los cuatro estere de celulosa (cetato, propianato, acetato-butirato o nitrato) o un ster de celulosa (etil celulosa). Se emplean en todos los colores incluyendo los transparentes, estn entre los plsticos ms tenaces, conservan un buen acabado lustroso bajo desgaste normal. Acetato de Celulosa. Es la celulosa que ms se usa corrientemente, disponible en forma de granulado, lminas, pelculas, varillas, tubos. Los productos finales se pueden obtener por extrusin, inyeccin, compresin, se emplea en monturas de gafas, pelculas fotogrficas, pelculas celulsicas de amplia aplicaciones elctricas como aislamiento de condensadores, cables de comunicacin, cajas de fusible. Propionato de Celulosa.- El mayor campo de aplicacin del propionato de celulosa es para piezas industriales. Volantes de automviles, pomos de puertas, telfonos, juguetes enseres domsticos, cepillos dentales, plumas lpices, etc. Acetato Butirato de Celulosa.- Su obtencin en el mercado y su elaboracin es muy similar al acetato y al propionato Nitrato de Celulosa, se obtiene por reaccin del cido ntrico y del sulfrico sobre la celulosa, su obtencin en el mercado y su empleo es muy similar a los tres anteriores. Etil Celulosa.-Las aplicaciones tpicas incluyen cascos para rugby, cajas de herramientas, linternas y partes elctricas, su obtencin en el mercado y su elaboracin es similar a los anteriores. VINILOS.- Se obtiene en forma similar al PVC, siendo ste ltimo un derivado de un determinado vinil, son fuertes y resistentes a la abrasin, resistentes al calor y al fro, se usa en una amplia gama de colores, en el mercado los encontramos en forma de polvo, granular, varillas, tubos, barras, lminas, se emplea para impermeables, bolsas para vestidos, juguetes inflables, mangueras, en la industria discogrfica, baldosa para pisos, cortinas de bao, tapicera.
POLIPROPILENO (PP),-Es el termoplstico de menor densidad que se encuentra en el comercio, utilizando troqueles de gran longitud se pueden recubrir hilos y cables elctricos, tienen alta resistencia al calor, alta resistencia al resquebrajamiento, se utiliza en colores opacos a lechosos, se obtiene en el mercado en la forma que hace posible su transformacin mediante inyeccin, soplado y extrusin, se emplea para fabricar recipientes trmicos comerciales y medicinales, accesorios de tuberas, aislamiento de cables y alambres, lminas de embalaje. Primera botella biodegradable para agua Una resina proveniente del maz permiti el desarrollo de la primera botella de plstico biodegradable para envasar agua procesada. La compaa proveedora de sistemas de inyeccin Husky, que particip en el proyecto, asegura que este nuevo material podra llegar a ser un fuerte competidor en el mercado de los empaques por su bajo impacto ambiental y similitud de costos con el PET.
La resina se llama NatureWorks PLA y fue suministrada por Cargill Dow LLC. De acuerdo con la empresa, es un material que se degrada rpidamente en los rellenos sanitarios municipales e industriales. El procesamiento de la resina PLA no tiene precedentes en el moldeo por inyeccin y es completamente diferente en comparacin con el del PET, segn el vicepresidente de sistemas de PET de Husky, Mike Urquhart. El proyecto tom siete meses desde su concepcin hasta su estado actual e incluy diseo y prototipaje de la preforma, prueba de aditivos, corridas de produccin, optimizacin de herramental y ajuste de parmetros. La compaa procesadora de agua BITA Brands sera la primera en utilizar este desarrollo. Husky le facilit el equipo de produccin de preforma y un sistema HyPET de 24 cavidades que actualmente produce preformas para botellas de agua de 12 oz., litro y 1 litro. De acuerdo con Husky, este sistema ofrece ciclos ms rpidos, menos abrasin del molde, mejor repetibilidad, menor generacin de acetaldehdo y una mayor eficiencia energtica. INYECCION DE MATERIALES MULTIPLES. En la industria del plstico el avance de las investigaciones son tendientes a lograr la mxima productividad, para ello las Investigaciones son conducidas a la obtencin de nuevas mquinas, nuevos materiales, incremento de propiedades de los materiales existentes y el desarrollo de nuevos procesos de fabricacin. Un de los ltimos procedimientos es el moldeo por inyeccin de materiales mltiples, para ello en general existen los procesos que emplean boquillas mltiples de inyeccin o estaciones diferentes de moldeo y los procesos que emplean una sola boquilla de inyeccin con una sola estacin de moldeo. A la primera clase corresponden los procesos de moldeo con transferencia
de molde o con sobre inyeccin. Al segundo tipo de proceso pertenecen la co-inyeccin y la inyeccin tipo "sndwich". El moldeo por transferencia de dos materias primas diferentes En este proceso, dos materias primas diferentes se inyectan consecutivamente en cavidades diferentes de moldes, a travs de boquillas separadas (unidad de inyeccin 1 y 2), para producir una parte moldeada individual. En primer trmino, en una cavidad apropiada se inyecta la primera materia prima, luego sta es transferida a otra cavidad, donde se inyecta la segunda materia prima. Gracias a la rotacin del molde. Cumplido este ltimo paso, se evacua el producto terminado del molde. La coinyeccin ofrece pues la posibilidad de aportar combinaciones de propiedades en un mismo producto, desde el punto de vista funcional, esttico, ergonmico, y para reducir las operaciones de ensamble y acabado en los productos finales.
Esquema de un sistema de co-inyeccin con un sistema de rotacin del molde, en una estacin de inyecta un determinado material y en la segunda el otro. Se puede dar el caso de inyeccin de un mismo material en las dos estaciones, pero de distintos colores.
Dibujo esquemtico de un sistema de eyeccin para moldes con llenado en dos mitades. El molde en este caso rota dentro de la mquina.
Ejemplo de piezas elaboradas por co-inyeccin, en las que se muestran dos materiales distintos y de distinto color. Con este mismo procedimiento se elaboran las plantas de zapatos, zapatillas, etc. Moldeo en estaciones mltiples rotatorias. Cuando se trata de producir grandes volumen de piezas de gran tamao, de paredes gruesas, los fabricantes de mquinas de inyeccin recomiendan el uso de Mquinas de estaciones mltiples, pues permiten un considerable ahorro, de materiales, de energa y de costos
Por ejemplo, para fabricar las mesas se construy la mquina mostrada en la figura superior, se muestra una mquina para la fabricacin de mesas para jardn, comedor, en donde la unidad de inyeccin puede entregar 55 libras de material por mesa. El tiempo de fabricacin de cada mesa es de 120 segundos. Las dimensiones pueden llegar a ser de 70 x 39 pulgadas. Si se compara con la inyeccin tradicional, tales dimensiones causan roturas a lo largo de las costillas como consecuencia del comportamiento de la resina de polipropileno. Una mquina de coinyeccin rotacional como la mostrada aqu, opera con 650 toneladas de cierre en la prensa, con aproximadamente el mismo costo de una mquina de estacin simple, produce 30 mesas por hora. SISTEMAS DE MOLDEO DE PREFORMAS DE PET PARA ENVASES PLASTICOS. En la Industria de fabricacin y produccin de bebidas gaseosas, yogur, agua mineral, medicina, etc., es de uso extensivo de envasa de polietileno en algunos casos, polipropileno en otros y en forma general el, PET para las gaseosa y aguas minerales. Los envases pet se obtienen por lo general en preformas que luego son sopladas para obtener el envase respectivo, la preforma se producen de diferentes medidas, color, incluso con proteccin "UV" contra los rayos solares. El procedimiento de fabricacin de las preformas es por inyeccin, en moldes de 4, 8,16, 32, 64 cavidades el procedimiento se llama Inyeccin con canal de colada caliente. El molde esta formado
por placas de acero en las que se insertan los postizos para la preforma, el canal de colada, los expulsores, etc., tal como se muestran en las fotos siguientes.
Molde de Acero para cuatro cavidades ( 4 preformas)
DESPIECE DE MOLDE DE ACERO PARA PREFORMA DE PET CON 32 CAVIDADES
CANAL DE COLADA CALIENTE PARA 6 CAVIDADES
Cortesa: www.husky.ca Bibliografa y material de consulta. 1. Ciencia de Materiales para Ingenieros: James F. Shackelford. Prince Hall 2. Maquinas Herramientas y Manejo de Materiales: Herman W. Pollack. Prince Hall. 3. Tecnologa de los Metales. GTZ. 4. Ciencia e Ingeniera de los materiales. Donald R. Askeland Internacional Thomson Editores. 5. Construccion de Herramientas. R. Lehnert 6. Paulson Training Programs, Inc. 7. www.moldsplasticmachinery.com 8. www.jomarcorp.com 9. www.fcs.comtw 10. www.plastico.com 11.www.husky.ca 12. www.hotrunners.com
Ing Luis Alberto Montalvo Sobern Docente del Mdulo de Matricera y del Modulo de Diseo Mecnico del Departamento de Mecnica del Instituto Superior Tecnolgico "REPUBLICA FEDERAL DE ALEMANIA" Chiclayo - Per. Elvira Garca y Garca 750 Chiclayo Per. www.istrfa.edu.pe CATEGORIA: Tecnologa; Procesos de Tecnologa. SUPERIOR TECNOLOGICO "REPUBLICA FEDERAL DE ALEMANIA" Chiclayo Per
Vous aimerez peut-être aussi
- Tasacion OficialDocument10 pagesTasacion OficialAlexander Asuncion Chiclote RupayPas encore d'évaluation
- Caso Google Car ExamenDocument2 pagesCaso Google Car Examenwildecn1071% (7)
- Terminologia YorubaDocument3 pagesTerminologia YorubaYoheiny GuerreroPas encore d'évaluation
- Inyección de PlásticoDocument18 pagesInyección de PlásticoMario HinostrozaPas encore d'évaluation
- 0 Que Es El DOEDocument9 pages0 Que Es El DOEXtremebot RepdomPas encore d'évaluation
- Reloj ComparadorDocument20 pagesReloj ComparadorLuigi Cossio100% (1)
- 1.2 Moldeo Por InyecciónDocument31 pages1.2 Moldeo Por InyecciónMoisés Vázquez ToledoPas encore d'évaluation
- Catalogo BandasDocument16 pagesCatalogo Bandassagaprime100% (1)
- Organigrama de Aguas de BarrancabermejaDocument10 pagesOrganigrama de Aguas de BarrancabermejaMateo RangelPas encore d'évaluation
- Materiales Compuestos, Plasticos y ElastomerosDocument59 pagesMateriales Compuestos, Plasticos y ElastomerosNixon Jose Lugo GonzalezPas encore d'évaluation
- Informe Inyección de PlásticoDocument14 pagesInforme Inyección de PlásticoJhostin Cárdenas Rubio100% (1)
- Molde 1Document23 pagesMolde 1Jazo Amaya100% (1)
- Moldeo Por SopladoDocument19 pagesMoldeo Por SopladoRoyner Castro PerezPas encore d'évaluation
- Pagani ProductsDocument16 pagesPagani ProductsMiezha Lecter Vengerberg100% (1)
- Preguntas de almACENESDocument3 pagesPreguntas de almACENESMaximiliano GarduzzaPas encore d'évaluation
- Industria Del PolipropilenoDocument27 pagesIndustria Del PolipropilenoTemuco Seminarios100% (1)
- Analisis de Precios UnitariosDocument82 pagesAnalisis de Precios UnitariosNaylaSb92% (50)
- Acta Constitución Proyecto AeropuertoDocument8 pagesActa Constitución Proyecto AeropuertocdaguilarmPas encore d'évaluation
- Extrusor - 30 - ManualDocument8 pagesExtrusor - 30 - ManualIsaiasSanchezRodriguezPas encore d'évaluation
- 01 Optimización Secado 2019Document32 pages01 Optimización Secado 2019Giö GdlPas encore d'évaluation
- Practica Inyeccion de PlasticoDocument11 pagesPractica Inyeccion de PlasticoelkimezsPas encore d'évaluation
- Actividad 1 Curso Sena Curso HelpdeskDocument5 pagesActividad 1 Curso Sena Curso Helpdeskfabiocobos100% (1)
- 03 OPI Llenado 2019Document23 pages03 OPI Llenado 2019Giö GdlPas encore d'évaluation
- Manual de Una Maquina de Inyeccion de PlasticoDocument38 pagesManual de Una Maquina de Inyeccion de PlasticoLuis Manuel Càrdenas GarcìaPas encore d'évaluation
- Investigacion DemingDocument15 pagesInvestigacion DemingFederico III Cortez MorenoPas encore d'évaluation
- Operación de Maquinas de MoldeoDocument27 pagesOperación de Maquinas de Moldeomaloga_1Pas encore d'évaluation
- Vacaciones G1 2023Document14 pagesVacaciones G1 2023Samira GuillénPas encore d'évaluation
- CURSO MOLDEO CIENTIFICO ONLINE 23 Junio PDFDocument1 pageCURSO MOLDEO CIENTIFICO ONLINE 23 Junio PDFPatricio Aravena SanzPas encore d'évaluation
- Inyección Por Soplado y RotacionalDocument9 pagesInyección Por Soplado y RotacionalMiriam RamosPas encore d'évaluation
- Olla de Acero InoxDocument4 pagesOlla de Acero InoxSteven OrtegaPas encore d'évaluation
- InyecciónDocument10 pagesInyecciónKaty EstradaPas encore d'évaluation
- Pruebas en PlásticosDocument2 pagesPruebas en PlásticosPolly LunePas encore d'évaluation
- Proceso de InyeccionDocument384 pagesProceso de InyeccionJaime Villamil Mendoza100% (3)
- Proceso de Soplado para Fabricación de Botellas 2.2Document22 pagesProceso de Soplado para Fabricación de Botellas 2.2Zakk Darrel100% (1)
- Regulación de Parámetros de InyecciónDocument1 pageRegulación de Parámetros de InyecciónJohn Superdetalle0% (1)
- PELETSDocument27 pagesPELETSSofia Manuel CalvaPas encore d'évaluation
- Tema 1-2a - TMM - Conformado de MaterialesDocument90 pagesTema 1-2a - TMM - Conformado de MaterialesOscar OcañoPas encore d'évaluation
- Spanish 100FDocument6 pagesSpanish 100FjosePas encore d'évaluation
- ControlCalidad Tema3 20191Document64 pagesControlCalidad Tema3 20191Anonymous cqRpVFQdPas encore d'évaluation
- Mantenimiento de CangilonesDocument8 pagesMantenimiento de CangilonesJorge Campos100% (2)
- Porta HerramientasDocument2 pagesPorta HerramientasKatherine Vannery Bautista EncisoPas encore d'évaluation
- El Mantenimiento Preventivo de La Máquina de Inyección Está Diseñado para La Inspección y Revisión de Las Condiciones de La MáquinaDocument5 pagesEl Mantenimiento Preventivo de La Máquina de Inyección Está Diseñado para La Inspección y Revisión de Las Condiciones de La MáquinaSimon PeraltaPas encore d'évaluation
- Cartas de Control para Atributos PDFDocument24 pagesCartas de Control para Atributos PDFPedro Taboada RiveraPas encore d'évaluation
- Terminos, Compuestos y Termofraguantes y Materiales Ceramicos.Document10 pagesTerminos, Compuestos y Termofraguantes y Materiales Ceramicos.Oscar Hernandez100% (1)
- MaquinasDocument53 pagesMaquinasDIEGO ARMANDO VANEGAS DUQUEPas encore d'évaluation
- Extrusión y Extrusión Soplado PDFDocument14 pagesExtrusión y Extrusión Soplado PDFAlejandra GonzálezPas encore d'évaluation
- Proceso de Acabado de Los AcerosDocument16 pagesProceso de Acabado de Los AcerosNatem AV MoyaPas encore d'évaluation
- MicrometroDocument13 pagesMicrometroRuly Pacha PachaPas encore d'évaluation
- Manual de Funcionamiento de Chiller BCI750Document14 pagesManual de Funcionamiento de Chiller BCI750alexanderPas encore d'évaluation
- Tecnología de Los Procesos de Conformado de PolímerosDocument90 pagesTecnología de Los Procesos de Conformado de PolímerosGabriel CamaPas encore d'évaluation
- Práctica de InyecciónDocument28 pagesPráctica de InyecciónDavid DonaldsonPas encore d'évaluation
- Proceso de ExtrusiónDocument9 pagesProceso de ExtrusiónWilson's Ivan Ve UrPas encore d'évaluation
- OpmaqsopDocument95 pagesOpmaqsopsintoros1Pas encore d'évaluation
- Moldeo Por Comprensión y AplicacionesDocument5 pagesMoldeo Por Comprensión y AplicacionesCinthya DiazPas encore d'évaluation
- Aditivos en El PVC PDFDocument8 pagesAditivos en El PVC PDFpabloPas encore d'évaluation
- Planta de RecicladoDocument28 pagesPlanta de Recicladoamilcarosorio100% (1)
- Lista 5 Mejora ContinuaDocument49 pagesLista 5 Mejora ContinuaKasumi Kong Inuma100% (1)
- Tema8 PlasticosDocument10 pagesTema8 PlasticosAndreita GmPas encore d'évaluation
- Determinacion de La Capacidad Realdel Pasteurizador y El Gasto de Agua de EnfriamientoDocument64 pagesDeterminacion de La Capacidad Realdel Pasteurizador y El Gasto de Agua de EnfriamientoAndres Felipe Mendoza ObandoPas encore d'évaluation
- Uso Del Poliuretano Flexible PDFDocument70 pagesUso Del Poliuretano Flexible PDFibonne rodriguezPas encore d'évaluation
- Hot Runners Operator Manual - V1.3 - SpanishDocument30 pagesHot Runners Operator Manual - V1.3 - SpanishMosargt ArgPas encore d'évaluation
- Técnicas de Moldeo de Los PlásticosDocument62 pagesTécnicas de Moldeo de Los Plásticosairam29_degil100% (1)
- Maquinas de InyeccionDocument29 pagesMaquinas de InyeccionMiguel Andres Fernandez LeonPas encore d'évaluation
- Tema 2 - Tipos de Plásticos, Aditivación y MezcladoDocument30 pagesTema 2 - Tipos de Plásticos, Aditivación y Mezcladomartin_2104Pas encore d'évaluation
- Hay Diferentes Maneras de Clasificar A Los PolímerosDocument6 pagesHay Diferentes Maneras de Clasificar A Los PolímerosArleth TiconaPas encore d'évaluation
- Tema 27 - Materiales Plásticos. Clasificación, Propiedades y Aplicaciones. Formas Comerciales. - Oposinet - CvexpresDocument8 pagesTema 27 - Materiales Plásticos. Clasificación, Propiedades y Aplicaciones. Formas Comerciales. - Oposinet - CvexpressssaPas encore d'évaluation
- Laboratorio Ingeniería de Los PlásticosDocument16 pagesLaboratorio Ingeniería de Los PlásticosArdila DanielPas encore d'évaluation
- PolimerosDocument13 pagesPolimerosAbraham EscaPas encore d'évaluation
- Formado de Materiales No MetalicosDocument20 pagesFormado de Materiales No MetalicosJesús MendezPas encore d'évaluation
- Procesos de Inyeccion.Document44 pagesProcesos de Inyeccion.Yoheiny Guerrero100% (1)
- Ejer Cici OsDocument4 pagesEjer Cici OsYoheiny GuerreroPas encore d'évaluation
- Trazados Geom Tricos B SicosDocument24 pagesTrazados Geom Tricos B SicosYoheiny GuerreroPas encore d'évaluation
- Analisis LopcymatDocument12 pagesAnalisis Lopcymatedwin2005c75% (4)
- Trazados Geom Tricos B SicosDocument24 pagesTrazados Geom Tricos B SicosYoheiny GuerreroPas encore d'évaluation
- Programación en C++Document58 pagesProgramación en C++Yoheiny GuerreroPas encore d'évaluation
- Engranajes NacionalesDocument9 pagesEngranajes NacionalesEsteban RabufettiPas encore d'évaluation
- SaludDocument28 pagesSaludluzPas encore d'évaluation
- Remigi Palmes - Manual - Incoterms2010Document24 pagesRemigi Palmes - Manual - Incoterms2010leonel100% (1)
- TuberíaDocument44 pagesTuberíaSergioPas encore d'évaluation
- Aplicación de Distribución de Planta A Un Caso RealDocument39 pagesAplicación de Distribución de Planta A Un Caso RealEnrique PortillaPas encore d'évaluation
- Bovedilla y CasetónDocument11 pagesBovedilla y CasetónRosy Regal RojasPas encore d'évaluation
- PNSO 2do 2014Document84 pagesPNSO 2do 2014RobertoPas encore d'évaluation
- aM-luJf0dYkNQuo5 - 5 - 8jh1zmtu9dx - hX-Lectura Fundamental 2Document21 pagesaM-luJf0dYkNQuo5 - 5 - 8jh1zmtu9dx - hX-Lectura Fundamental 2JENNY ROCIOPas encore d'évaluation
- 02 Sistemas de Tren de Mando InferiorDocument37 pages02 Sistemas de Tren de Mando InferiorJhonathan Jesus CruzPas encore d'évaluation
- Segundo InformeDocument6 pagesSegundo InformejosePas encore d'évaluation
- Universidad Tecnológica de La MixtecaDocument114 pagesUniversidad Tecnológica de La MixtecaIván GómezPas encore d'évaluation
- Herramientas Manuales e Izaje de CargasDocument12 pagesHerramientas Manuales e Izaje de Cargasjimper26Pas encore d'évaluation
- Escuela ConductistaDocument12 pagesEscuela Conductistayashin2191% (11)
- Proyecto Final CostosDocument137 pagesProyecto Final CostosErickus100% (1)
- Nao Robots Informe XDDocument4 pagesNao Robots Informe XDEmilio Paredes SolisPas encore d'évaluation
- Introduccion BPM PDFDocument6 pagesIntroduccion BPM PDFmetaphysics18100% (1)
- Teorías de ProcesoDocument15 pagesTeorías de Procesojuses6120% (2)
- Diagnóstico Tecnológico Del Sector Alimentos y Bebidas de El SalvadorDocument542 pagesDiagnóstico Tecnológico Del Sector Alimentos y Bebidas de El SalvadorDanielEsauMejiaLopez100% (1)
- N CTR Car 1 04 002 11Document11 pagesN CTR Car 1 04 002 11yeseniaPas encore d'évaluation
- Trabajo Colaborativo Tarea 4 212028 227Document23 pagesTrabajo Colaborativo Tarea 4 212028 227lorena osorioPas encore d'évaluation
- Clase 1 Introduccion A La LogisticaDocument24 pagesClase 1 Introduccion A La LogisticaEsther MoreiraPas encore d'évaluation
- Actividad AA 5Document5 pagesActividad AA 5Selwin Larios CadrazcoPas encore d'évaluation
- Planificación y Programación Del MantenimientoDocument8 pagesPlanificación y Programación Del Mantenimientorodrigo zambrabo rasquidePas encore d'évaluation