Vous aimerez peut-être aussi
- Weld Like a Pro: Beginning to Advanced TechniquesD'EverandWeld Like a Pro: Beginning to Advanced TechniquesÉvaluation : 4.5 sur 5 étoiles4.5/5 (6)
- Piping FabricationDocument36 pagesPiping Fabricationbvenky991100% (5)
- Smith and Wesson Revolver RepairsDocument25 pagesSmith and Wesson Revolver Repairsscout50100% (3)
- Pipeline and Energy Plant Piping: Design and TechnologyD'EverandPipeline and Energy Plant Piping: Design and TechnologyÉvaluation : 5 sur 5 étoiles5/5 (2)
- Cs & Las Impact Req - Asme Sec Viii Div 2Document16 pagesCs & Las Impact Req - Asme Sec Viii Div 2AmitNarayanNitnawarePas encore d'évaluation
- BOQ Cladding FinalDocument2 pagesBOQ Cladding Finalsantylat100% (2)
- Browning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine Gun - 1944Document15 pagesBrowning Machine Gun Cal .30 - Technical Air Intelligence Report 21 - Examination of Japanese Browning Machine Gun - 1944ab212amisarPas encore d'évaluation
- Asme Viii D Table 2aDocument9 pagesAsme Viii D Table 2aHugoPas encore d'évaluation
- Sae 4676dDocument6 pagesSae 4676dwilsao77Pas encore d'évaluation
- Principles of Heat Treatment PDFDocument17 pagesPrinciples of Heat Treatment PDFShiburajPas encore d'évaluation
- PWHT ProcedureDocument10 pagesPWHT ProcedureMohammed Kamal100% (11)
- TDC PP742 F2Document3 pagesTDC PP742 F2Arjun PrajapatiPas encore d'évaluation
- Technical Notes - B31.3Document36 pagesTechnical Notes - B31.3Amit Pandey100% (1)
- Pipe DesignDocument6 pagesPipe DesignmaneeshmsanjagiriPas encore d'évaluation
- (0209) 031801Document12 pages(0209) 031801Sixto Gerardo Oña AnaguanoPas encore d'évaluation
- Welding Recommendation TS890Document2 pagesWelding Recommendation TS890max_powerPas encore d'évaluation
- JFE CatalogueDocument41 pagesJFE CatalogueHerman_ms2000Pas encore d'évaluation
- Coke Drum SpecDocument33 pagesCoke Drum SpecMahendra Rathore100% (1)
- Ibr RegDocument6 pagesIbr RegSitaram Jha100% (1)
- Astm A490 PDFDocument7 pagesAstm A490 PDFmanbkkPas encore d'évaluation
- A270 PDFDocument5 pagesA270 PDFHansSarmientoPas encore d'évaluation
- PWHT, HT, Igc, MawpDocument40 pagesPWHT, HT, Igc, Mawpsachinshirnath100% (1)
- RT&HT As Per IBRDocument2 pagesRT&HT As Per IBRSitaram JhaPas encore d'évaluation
- QC TolaranceDocument35 pagesQC TolaranceRajkumar A100% (1)
- Influence of Aging Treatment On Mechanical Properties of 6061 AlumDocument4 pagesInfluence of Aging Treatment On Mechanical Properties of 6061 AlumMohamed NasrPas encore d'évaluation
- Post Weld Heat Treatment ProcedureDocument20 pagesPost Weld Heat Treatment Proceduresherviny100% (2)
- Stainless Steel Flat Products For Building - The Grades in EN 10088-4 ExplainedDocument28 pagesStainless Steel Flat Products For Building - The Grades in EN 10088-4 ExplainedLeo TuckerPas encore d'évaluation
- 08 Preheating, PWHT & Sand Blasting - PaintingDocument23 pages08 Preheating, PWHT & Sand Blasting - PaintingFasil ParuvanathPas encore d'évaluation
- API 570 - Mockup OP - Paper 2 + MDocument13 pagesAPI 570 - Mockup OP - Paper 2 + MShanawas Abdul Razak80% (5)
- Spec EarthingDocument9 pagesSpec EarthingsbpathiPas encore d'évaluation
- Comparison Between B31.3 & en 13480Document84 pagesComparison Between B31.3 & en 13480sj2283% (6)
- Iso 5178 (2019)Document9 pagesIso 5178 (2019)Fadi SetiawanPas encore d'évaluation
- Is Iso 2415 2004 PDFDocument27 pagesIs Iso 2415 2004 PDFdschauhanunisparesPas encore d'évaluation
- Heat Treatment Requirement As Per ASME B31.3Document2 pagesHeat Treatment Requirement As Per ASME B31.3Siddiqui Abdul Khaliq67% (3)
- Ucs 56Document1 pageUcs 56enemesio_85100% (1)
- PWTH RequirementDocument2 pagesPWTH Requirementveeru290683_20976731Pas encore d'évaluation
- Table UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EDocument1 pageTable UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15ECITRIXPas encore d'évaluation
- Table UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3Document1 pageTable UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3CITRIXPas encore d'évaluation
- Table Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Coiijt'D)Document1 pageTable Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Coiijt'D)Panchal ShaileshPas encore d'évaluation
- 130 Requirements For Fabricating and Attaching Pipe SupportsDocument1 page130 Requirements For Fabricating and Attaching Pipe SupportsAdeel OmerPas encore d'évaluation
- Thyssenkrupp Materials International: Material Data SheetDocument4 pagesThyssenkrupp Materials International: Material Data SheetjaseerkannothPas encore d'évaluation
- Table UCS-56-7 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10ADocument3 pagesTable UCS-56-7 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10AMechanicalPas encore d'évaluation
- Table UCS-56-7 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10ADocument4 pagesTable UCS-56-7 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10AMechanicalPas encore d'évaluation
- Table UCS-56-7 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10ADocument2 pagesTable UCS-56-7 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 10AMechanicalPas encore d'évaluation
- ANSI B31.3 Tratamiento TermicoDocument6 pagesANSI B31.3 Tratamiento Termicoenemesio_85Pas encore d'évaluation
- Table UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3Document7 pagesTable UCS-56-2 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 3MechanicalPas encore d'évaluation
- Table UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EDocument6 pagesTable UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EMechanicalPas encore d'évaluation
- Table UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EDocument5 pagesTable UCS-56-11 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-No. 15EMechanicalPas encore d'évaluation
- Table Pw-39 (Cont'D) Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and AttachmentsDocument1 pageTable Pw-39 (Cont'D) Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and AttachmentsPanchal ShaileshPas encore d'évaluation
- T000003407 - FileName1 - 6079A-B-590-006 Vol-2Document32 pagesT000003407 - FileName1 - 6079A-B-590-006 Vol-2kanchanabalajiPas encore d'évaluation
- Sa 106 PDFDocument16 pagesSa 106 PDFgst ajahPas encore d'évaluation
- In. (89 MM) or Less in Nominal Outside Diameter, A: Double-Wall ViewingDocument1 pageIn. (89 MM) or Less in Nominal Outside Diameter, A: Double-Wall ViewingPaul MathewPas encore d'évaluation
- ASTM A106 A106M Standard Specification For Seamless Carbon Steel Pipe For High-Temperature ServiceDocument21 pagesASTM A106 A106M Standard Specification For Seamless Carbon Steel Pipe For High-Temperature ServiceRifqi AdityaPas encore d'évaluation
- Asme Viii 1 - PWHT PDFDocument1 pageAsme Viii 1 - PWHT PDFGANGADHAR SAHUPas encore d'évaluation
- Asme CCase 2067-2Document2 pagesAsme CCase 2067-2ADAMJSRAOPas encore d'évaluation
- Pages From Fs-1046!22!23-Tdc - r1 LTDocument1 pagePages From Fs-1046!22!23-Tdc - r1 LTtiroco8756Pas encore d'évaluation
- A 822 - 90 r00 Qtgymi9bodiyts1sruqDocument5 pagesA 822 - 90 r00 Qtgymi9bodiyts1sruqsachinguptachdPas encore d'évaluation
- Tablas de TT para Materiales P 91Document2 pagesTablas de TT para Materiales P 91Manuel Alejandro González MarcanoPas encore d'évaluation
- B31.3 2016 PDFDocument2 pagesB31.3 2016 PDFEuclidesPas encore d'évaluation
- Table Ucs 56 3 (P.no.4)Document1 pageTable Ucs 56 3 (P.no.4)Anonymous AyDvqgPas encore d'évaluation
- Table UCS-56-4 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-Nos. 5A, 5B, and 5CDocument3 pagesTable UCS-56-4 Postweld Heat Treatment Requirements For Carbon and Low Alloy Steels - P-Nos. 5A, 5B, and 5CMechanicalPas encore d'évaluation
- Wheatstone Project LNG PlantDocument1 pageWheatstone Project LNG PlantLegend AnbuPas encore d'évaluation
- 0526 16 2004 07 en - enDocument6 pages0526 16 2004 07 en - envtsusr fvPas encore d'évaluation
- Solved Pressure Vessels QuestionsDocument2 pagesSolved Pressure Vessels QuestionsParminder SinghPas encore d'évaluation
- IBR DetailsDocument10 pagesIBR Detailsreach_arindomPas encore d'évaluation
- TECHNICAL POINTS - CS and Alloy Steel Smls PipesDocument5 pagesTECHNICAL POINTS - CS and Alloy Steel Smls PipesPaul NiePas encore d'évaluation
- Copper Pressure Piping SystemsDocument2 pagesCopper Pressure Piping SystemsstarykltPas encore d'évaluation
- 80080-TCH-0000-SP-006 - SIGNED-Additional Material RequirementDocument24 pages80080-TCH-0000-SP-006 - SIGNED-Additional Material RequirementPaul NiePas encore d'évaluation
- Asme CCase 1996-2Document2 pagesAsme CCase 1996-2ADAMJSRAOPas encore d'évaluation
- How to prepare Welding Procedures for Oil & Gas PipelinesD'EverandHow to prepare Welding Procedures for Oil & Gas PipelinesÉvaluation : 5 sur 5 étoiles5/5 (1)
- Table Pw-39 (Cont'D) Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and AttachmentsDocument1 pageTable Pw-39 (Cont'D) Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and AttachmentsPanchal ShaileshPas encore d'évaluation
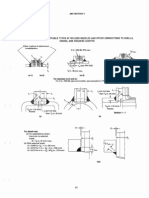
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Document1 pageFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Panchal ShaileshPas encore d'évaluation
- Table Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Coiijt'D)Document1 pageTable Pw-39 Mandatory Requirements For Postweld Heat Treatment of Pressure Parts and Attachments (Coiijt'D)Panchal ShaileshPas encore d'évaluation
- Sec-I 126Document1 pageSec-I 126Panchal ShaileshPas encore d'évaluation
- Sec-I 128Document1 pageSec-I 128Panchal ShaileshPas encore d'évaluation
- Sec-I 121Document1 pageSec-I 121Panchal ShaileshPas encore d'évaluation
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Document1 pageFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Cont'D)Panchal ShaileshPas encore d'évaluation
- FIG. PW-19.4 (A) Some Acceptable Types of Diagonal Braces For Installation by WeldingDocument1 pageFIG. PW-19.4 (A) Some Acceptable Types of Diagonal Braces For Installation by WeldingPanchal ShaileshPas encore d'évaluation
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Co NT'D)Document1 pageFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Connections To Shells, Drums, and Headers (Co NT'D)Panchal ShaileshPas encore d'évaluation
- FIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Cot/Inections To Shells, Drums, and HeadersDocument1 pageFIG. PW-16.1 Some Acceptable Types of Welded Nozzles and Other Cot/Inections To Shells, Drums, and HeadersPanchal ShaileshPas encore d'évaluation
- PG-LL PG-13: Xvii Xix Xxxi Xxxiii XxxviDocument1 pagePG-LL PG-13: Xvii Xix Xxxi Xxxiii XxxviPanchal ShaileshPas encore d'évaluation
- Sec-I 14 PDFDocument1 pageSec-I 14 PDFPanchal ShaileshPas encore d'évaluation
- FIG. PW-15 Examples of Weld Strength Calculations: 2007 Section IDocument1 pageFIG. PW-15 Examples of Weld Strength Calculations: 2007 Section IPanchal ShaileshPas encore d'évaluation
- Design: FIG. PW-9.1 Butt Welding of Plates of Unequal Thici NessDocument1 pageDesign: FIG. PW-9.1 Butt Welding of Plates of Unequal Thici NessPanchal ShaileshPas encore d'évaluation
- Sec-I 10Document1 pageSec-I 10Panchal ShaileshPas encore d'évaluation
- Manufacturer'S Data Report Forms: 2007 Section IDocument1 pageManufacturer'S Data Report Forms: 2007 Section IPanchal ShaileshPas encore d'évaluation
- Openings and CompensationDocument1 pageOpenings and CompensationPanchal ShaileshPas encore d'évaluation
- 2007 ASME Boiler and Pressure Vessel Code: SectionsDocument1 page2007 ASME Boiler and Pressure Vessel Code: SectionsPanchal ShaileshPas encore d'évaluation
- 2007 ASME Boiler Pressure Vessel Code: Rules For Construction of Power BoilersDocument1 page2007 ASME Boiler Pressure Vessel Code: Rules For Construction of Power BoilersPanchal ShaileshPas encore d'évaluation
- Gems E-4m17 Air Fin CoolersDocument19 pagesGems E-4m17 Air Fin CoolersMochamad TaufikPas encore d'évaluation
- TTT DiagramDocument31 pagesTTT DiagramEducated SmugglerPas encore d'évaluation
- Understanding Magnesium Heat TreatmentDocument2 pagesUnderstanding Magnesium Heat Treatmentmp87_ingPas encore d'évaluation
- Frequently Asked Questions About Tool Steel Heat TreatingDocument2 pagesFrequently Asked Questions About Tool Steel Heat Treatingmp87_ingPas encore d'évaluation
- Galvanizing High Strength BoltsDocument9 pagesGalvanizing High Strength BoltsMikePas encore d'évaluation
- Agma 911 194 Incompleta Design Guidelines For Aerospace GearingDocument106 pagesAgma 911 194 Incompleta Design Guidelines For Aerospace GearingGabriel PóvoaPas encore d'évaluation
- MdsDocument124 pagesMdsAnonymous GE8mQqxPas encore d'évaluation
- Aeb4101 Engineering and Design: Module - 3Document14 pagesAeb4101 Engineering and Design: Module - 3saiPas encore d'évaluation
- Proving RingDocument24 pagesProving RingEssjay Technomeasure Pvt. ltd.Pas encore d'évaluation
- Heat Treat Simulation: Benefits of DANTEDocument93 pagesHeat Treat Simulation: Benefits of DANTEsrashmiiiscPas encore d'évaluation
- A668Document8 pagesA668Vladimir JaraPas encore d'évaluation
- Research Article: Effect of Austempering and Martempering On The Properties of AISI 52100 SteelDocument7 pagesResearch Article: Effect of Austempering and Martempering On The Properties of AISI 52100 SteelVIDALPas encore d'évaluation
- The Center of Gravity of An Isosceles Triangle Whose Height Is H On The Median LineDocument232 pagesThe Center of Gravity of An Isosceles Triangle Whose Height Is H On The Median Linekristan7Pas encore d'évaluation
- 114 - CS - 114-SMS-Minimizimg of IRUT Hood Jams in TP-bayDocument14 pages114 - CS - 114-SMS-Minimizimg of IRUT Hood Jams in TP-bayVivekanand DathivalasaPas encore d'évaluation
- InPlant Training at Bharat Forge Limited, Pune.: by Pritam Shahu PawarDocument34 pagesInPlant Training at Bharat Forge Limited, Pune.: by Pritam Shahu PawarpritamspawarPas encore d'évaluation
- Astm C490-11Document5 pagesAstm C490-11vu van linhPas encore d'évaluation
- Austenite Reversion in Cold Formed 18 Wt-%Ni 350 Grade Maraging SteelDocument5 pagesAustenite Reversion in Cold Formed 18 Wt-%Ni 350 Grade Maraging SteelSimone Izabel VieiraPas encore d'évaluation
- Magnesium JoiningDocument4 pagesMagnesium Joiningst_anbu9650Pas encore d'évaluation