Vous aimerez peut-être aussi
- Astm d2563Document24 pagesAstm d2563ckumar82_ngl100% (2)
- D2583Document4 pagesD2583Erdi DemirKaya100% (2)
- Astm C581Document5 pagesAstm C581Phan Linh100% (1)
- Filament-Wound "Fiberglass" (Glass-Fiber-Reinforced Thermosetting-Resin) PipeDocument6 pagesFilament-Wound "Fiberglass" (Glass-Fiber-Reinforced Thermosetting-Resin) PipeShaker QaidiPas encore d'évaluation
- Astm D-3840 - 01Document9 pagesAstm D-3840 - 01Bipin SasikumarPas encore d'évaluation
- Bonstrand PipeDocument24 pagesBonstrand Pipejayhuacat7743Pas encore d'évaluation
- ASTM Testing ProcedureDocument7 pagesASTM Testing Procedurederecka100% (1)
- Astm D2583-95Document4 pagesAstm D2583-95Resanto25Pas encore d'évaluation
- Astm D3982Document7 pagesAstm D3982Gene DiJoseph100% (1)
- BS 6464 (1984) Reinforced Plastics Pipes, Fittings and Joints For Process PlantsDocument60 pagesBS 6464 (1984) Reinforced Plastics Pipes, Fittings and Joints For Process PlantsGregory Simmon75% (4)
- ASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsDocument11 pagesASTM D2992-06 Standard Practice For Obtaining Hydrostatic Pressure Design Basis For Fiberglass Pipe & FittingsKlich77Pas encore d'évaluation
- Astm d2992Document11 pagesAstm d2992Firas Maitig100% (2)
- ASTM G62-87 (Holiday Detection in Pipeline Coatings)Document4 pagesASTM G62-87 (Holiday Detection in Pipeline Coatings)Daison PaulPas encore d'évaluation
- Centrifugally Cast "Fiberglass" (Glass-Fiber-Reinforced Thermosetting-Resin) PipeDocument5 pagesCentrifugally Cast "Fiberglass" (Glass-Fiber-Reinforced Thermosetting-Resin) PipeShaker Qaidi100% (1)
- D3350Document7 pagesD3350Luis Fernando Morales100% (1)
- Case Study - Knockout DrumDocument2 pagesCase Study - Knockout DrumAshfaq AnwerPas encore d'évaluation
- Astm D5685 PDFDocument5 pagesAstm D5685 PDFashams49250% (2)
- Astm D3262-96Document8 pagesAstm D3262-96anish_am2005Pas encore d'évaluation
- Astm D 2583Document4 pagesAstm D 2583Mohammad Rawoof100% (4)
- Sspc-Ab 1Document7 pagesSspc-Ab 1Cesar HuertaPas encore d'évaluation
- Overview of Pipeline Coatings)Document7 pagesOverview of Pipeline Coatings)kartalsamPas encore d'évaluation
- D-6041 Fiber Glass Hand-Layup PipesDocument7 pagesD-6041 Fiber Glass Hand-Layup Pipesmanuel.ape6263Pas encore d'évaluation
- gm19 - GEOMEMBRANASDocument13 pagesgm19 - GEOMEMBRANASIsaias Quispe RuizPas encore d'évaluation
- Astm D2997 (2001)Document5 pagesAstm D2997 (2001)moustafa100% (2)
- Astm D-4214Document4 pagesAstm D-4214Ahmad RoyaniPas encore d'évaluation
- Beginners Guide To CorrosionDocument10 pagesBeginners Guide To Corrosionshamu081Pas encore d'évaluation
- Surface Preparation StandardDocument5 pagesSurface Preparation StandardKarthikeyan ShanmugavelPas encore d'évaluation
- HIGH VOLTAGE POROSITY TESTING DC VS. PULSED DCDocument13 pagesHIGH VOLTAGE POROSITY TESTING DC VS. PULSED DCVladimir Javier Aleman AndradePas encore d'évaluation
- Inner and Outer Diameters of Rigid Thermal Insulation For Nominal Sizes of Pipe and Tubing (NPS System)Document9 pagesInner and Outer Diameters of Rigid Thermal Insulation For Nominal Sizes of Pipe and Tubing (NPS System)ezequiel100% (1)
- Astm G42 - 11 PDFDocument8 pagesAstm G42 - 11 PDFJavier Celada100% (1)
- Inspection Report Insulation Check: Inspectors Ceri Name: Signature: Date: Gama Consortium Consortium StegDocument1 pageInspection Report Insulation Check: Inspectors Ceri Name: Signature: Date: Gama Consortium Consortium StegRamzi Zoghlami100% (1)
- Quick Guide Into The ISO 14692 Revision 2016 Edition 26 May 2016Document44 pagesQuick Guide Into The ISO 14692 Revision 2016 Edition 26 May 2016pmr80_2004100% (1)
- Anodes in Cooling Water Exchangers PDFDocument12 pagesAnodes in Cooling Water Exchangers PDFcbrittaivPas encore d'évaluation
- Paint Application Standard No. 2Document13 pagesPaint Application Standard No. 2ceroride100% (2)
- ASTM g8 96 Reapproved 2010Document9 pagesASTM g8 96 Reapproved 2010felavinPas encore d'évaluation
- 3LPE Coating Spec.Document28 pages3LPE Coating Spec.9320008521100% (1)
- ASTM D3299 Tanques Fabricados em Fibra de VidroDocument17 pagesASTM D3299 Tanques Fabricados em Fibra de VidroAugusto André100% (1)
- ASTM G42 Cathodic Disbonment TestDocument8 pagesASTM G42 Cathodic Disbonment TestDuy Linh NguyenPas encore d'évaluation
- Xylan CoatingsDocument1 pageXylan CoatingsRichard YentumiPas encore d'évaluation
- ASTM-D543 (2014) - Evaluating The Resistance of Plastics To Chemical ReagentsDocument7 pagesASTM-D543 (2014) - Evaluating The Resistance of Plastics To Chemical ReagentsAndre Castelo100% (1)
- A Complete Guide of Epoxy Coatings For Industrial and Marine ApplicationsDocument8 pagesA Complete Guide of Epoxy Coatings For Industrial and Marine ApplicationsCông NguyễnPas encore d'évaluation
- RTP-1 A Standard For FRP Storage TanksDocument32 pagesRTP-1 A Standard For FRP Storage TanksCarlos J Dávila88% (8)
- ASTM 4228 - Calificacion Aplicadores de Recubrimientos PDFDocument3 pagesASTM 4228 - Calificacion Aplicadores de Recubrimientos PDFEl_memito100% (1)
- TR 4 062017Document51 pagesTR 4 062017david francoPas encore d'évaluation
- ASTM C1696-15 Standard Guide For Industrial Thermal Insulation SystemsDocument36 pagesASTM C1696-15 Standard Guide For Industrial Thermal Insulation SystemsGOPALJI SINGH100% (4)
- Astm D4752 20Document8 pagesAstm D4752 20Nguyên Nguyễn CaoPas encore d'évaluation
- Contact-Molded "Fiberglass" (Glass-Fiber-Reinforced Thermosetting Resin) Corrosion Resistant Pipe and FittingsDocument7 pagesContact-Molded "Fiberglass" (Glass-Fiber-Reinforced Thermosetting Resin) Corrosion Resistant Pipe and Fittingshasan syukur100% (1)
- Tappi Tip 0402-28Document16 pagesTappi Tip 0402-28Haries Bugarin Garcia100% (1)
- Ga 9017 M Etp Mes Pu 01Z A02 074Document1 pageGa 9017 M Etp Mes Pu 01Z A02 074Sabir NasimPas encore d'évaluation
- Astm C795Document4 pagesAstm C795Nacer KisyPas encore d'évaluation
- Osmotic Blisters in Coatings and Adhesives - Metal FinishingDocument2 pagesOsmotic Blisters in Coatings and Adhesives - Metal FinishingMaulana Mufti MuhammadPas encore d'évaluation
- ID-PRC 19 - PE Coating RepairDocument7 pagesID-PRC 19 - PE Coating Repaircloud23Pas encore d'évaluation
- RTP 1 A Standard For FRP Storage Tanks PDFDocument32 pagesRTP 1 A Standard For FRP Storage Tanks PDFDaniel Pagliardini100% (2)
- Astm d1248Document9 pagesAstm d1248evangalionPas encore d'évaluation
- Astm D2563-94Document24 pagesAstm D2563-94Santiago AngelPas encore d'évaluation
- Visual Defect Standards for Glass-Reinforced LaminatesDocument18 pagesVisual Defect Standards for Glass-Reinforced Laminatesnaoufel1706Pas encore d'évaluation
- Astm D 2563 - 94 R02 AstmDocument24 pagesAstm D 2563 - 94 R02 AstmMilton YáñezPas encore d'évaluation
- ASTM D2563 Defectos VisualesDocument24 pagesASTM D2563 Defectos VisualesCristian VegaPas encore d'évaluation
- Classifying Visual Defects in Glass-Reinforced Plastic Laminate PartsDocument24 pagesClassifying Visual Defects in Glass-Reinforced Plastic Laminate Partsbassl.elkingPas encore d'évaluation
- Visual Inspection Standards for Glass-Reinforced LaminatesDocument18 pagesVisual Inspection Standards for Glass-Reinforced LaminatesMohd Idris MohiuddinPas encore d'évaluation
- Doe Fundamentals Handbook Thermodynamics Heat Transfer and Fluid Flow Volume 3 of 3Document82 pagesDoe Fundamentals Handbook Thermodynamics Heat Transfer and Fluid Flow Volume 3 of 3Konthon Heamaturin100% (4)
- Classification of and Protection For Hazardous LocationsDocument29 pagesClassification of and Protection For Hazardous LocationsMohamed Abdel Basit100% (2)
- Lecture 1 Hydraulic TurbinesDocument7 pagesLecture 1 Hydraulic TurbinesMohamed Abdel BasitPas encore d'évaluation
- Mechanical Conversions, Formulas & ReferencesDocument74 pagesMechanical Conversions, Formulas & ReferencesMohamed Abdel BasitPas encore d'évaluation
- Ca Rbo N Diox Ide: Pro Pert Ies O FDocument34 pagesCa Rbo N Diox Ide: Pro Pert Ies O FcouponanniePas encore d'évaluation
- Carbon Dioxide Fire Fighting System DesignDocument28 pagesCarbon Dioxide Fire Fighting System DesignMohamed Abdel BasitPas encore d'évaluation
- Pumps and Systems MagazineDocument68 pagesPumps and Systems MagazineMohamed Abdel BasitPas encore d'évaluation
- Programmable Automation ControllerDocument4 pagesProgrammable Automation ControllerMohamed Abdel BasitPas encore d'évaluation
- Interacting Modelica Using A Named Pipe For Hardware-In-The-loopDocument5 pagesInteracting Modelica Using A Named Pipe For Hardware-In-The-loopMohamed Abdel BasitPas encore d'évaluation
- Aveva PdmsDocument8 pagesAveva PdmsMohamed Abdel BasitPas encore d'évaluation
- Ethernet Real Time Based AutomationDocument16 pagesEthernet Real Time Based AutomationMohamed Abdel BasitPas encore d'évaluation
- Compartment and Access: Preface What's New? Getting StartedDocument176 pagesCompartment and Access: Preface What's New? Getting StartedMohamed Abdel BasitPas encore d'évaluation
- CNC Turn 8-10-2011Document196 pagesCNC Turn 8-10-2011Allam Jamal OmranPas encore d'évaluation
- NumpybookDocument378 pagesNumpybookAlexej S. MedvedevPas encore d'évaluation
- ExampleDocument6 pagesExampleMohamed Abdel BasitPas encore d'évaluation
- SoapsDocument7 pagesSoapsLucita P. CatarajaPas encore d'évaluation
- Reaction - Mechanism of AlkanesDocument39 pagesReaction - Mechanism of AlkanesGlen MangaliPas encore d'évaluation
- Li-Ion pd2019 Mot SolutionsDocument2 pagesLi-Ion pd2019 Mot SolutionsManuel BermudezPas encore d'évaluation
- PT MineralDocument2 pagesPT MineralFajar Premana PutraPas encore d'évaluation
- Everest PEB Brochure - Leader in PEB StructuresDocument28 pagesEverest PEB Brochure - Leader in PEB StructuresBikramdevPadhiPas encore d'évaluation
- Vehicle Body Materials PDFDocument5 pagesVehicle Body Materials PDFAghil BuddyPas encore d'évaluation
- Machined Seals: Product RangeDocument43 pagesMachined Seals: Product RangeAnonymous r3MoX2ZMTPas encore d'évaluation
- 1ST Law of ThermodynamicsDocument7 pages1ST Law of ThermodynamicsKen BorjaPas encore d'évaluation
- Susianto 2005Document7 pagesSusianto 2005Diego JesusPas encore d'évaluation
- Lateral-Torsional Buckling of Orthotropic Rectangular Section BeamsDocument8 pagesLateral-Torsional Buckling of Orthotropic Rectangular Section BeamsMina AdlyPas encore d'évaluation
- Ficha Tecnica Astm 514Document1 pageFicha Tecnica Astm 514Ruben Dario Mamani ArellanoPas encore d'évaluation
- Sample Concept PapersDocument30 pagesSample Concept PapersEmily Dueñas SingbencoPas encore d'évaluation
- Structural Calculation MemoriesDocument43 pagesStructural Calculation MemoriesScott Wade100% (1)
- Steel Manufacturing Pollution Impacts Da Hoi VillageDocument24 pagesSteel Manufacturing Pollution Impacts Da Hoi VillageThuận Nguyễn HữuPas encore d'évaluation
- Rollinson & Pease 2021 - Geochemical BookDocument285 pagesRollinson & Pease 2021 - Geochemical BookLuciano SilvaPas encore d'évaluation
- Railways: Mechanical Stabilisation of Track Ballast and Sub-BallastDocument12 pagesRailways: Mechanical Stabilisation of Track Ballast and Sub-BallastJohn Archie Dela CruzPas encore d'évaluation
- Organic compound solubility behavior factorsDocument19 pagesOrganic compound solubility behavior factorsAJPas encore d'évaluation
- CATALOGUE CONTINUES PROUDLY WITH DEVELOPMENT AND INNOVATIONDocument68 pagesCATALOGUE CONTINUES PROUDLY WITH DEVELOPMENT AND INNOVATIONNguyen Thanh TrungPas encore d'évaluation
- RM Pattern UK 208printDocument36 pagesRM Pattern UK 208printMarcelo Alberto AiresPas encore d'évaluation
- Metal ExerciseDocument3 pagesMetal ExercisemattyamaniPas encore d'évaluation
- PS1 Without AnswerDocument3 pagesPS1 Without Answerbrian galangPas encore d'évaluation
- GC - GCMSD Consumable and MaintenanceDocument121 pagesGC - GCMSD Consumable and MaintenanceMehidin TahsinPas encore d'évaluation
- Chapter - Ii Principles of PhotocatalysisDocument10 pagesChapter - Ii Principles of PhotocatalysisAbbas aliPas encore d'évaluation
- Ormex Butterfly ValvesDocument38 pagesOrmex Butterfly ValvesVishalPas encore d'évaluation
- Curtain Wall Design and TestingDocument9 pagesCurtain Wall Design and TestingUzair SiddiquePas encore d'évaluation
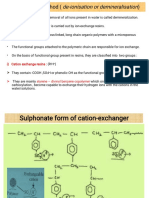
- Ion Exchange ProcessDocument10 pagesIon Exchange Process056 Jatin GavelPas encore d'évaluation
- Austenite Formation in Plain Carbon SteelDocument14 pagesAustenite Formation in Plain Carbon SteelAndress SsalomonnPas encore d'évaluation
- SBA #7 - Inhaled & Exhaled AirDocument3 pagesSBA #7 - Inhaled & Exhaled AirlucyPas encore d'évaluation
- Welding Rod for Medium & Thick PlatesDocument1 pageWelding Rod for Medium & Thick PlatesImmalatulhusnaPas encore d'évaluation
- Rust Protection by Metal Preservatives in The Humidity CabinetDocument9 pagesRust Protection by Metal Preservatives in The Humidity CabinettoanvmpetrologxPas encore d'évaluation