Vous aimerez peut-être aussi
- 1.1 Conceptos y Principios Básicos de Proyectos ¿Cómo EmpezarDocument4 pages1.1 Conceptos y Principios Básicos de Proyectos ¿Cómo EmpezarArLetheCanoValdiviaPas encore d'évaluation
- Administracion de La Produccion IIDocument23 pagesAdministracion de La Produccion IIJordy AbreuPas encore d'évaluation
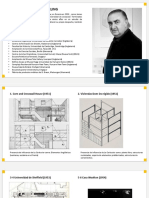
- James StirlingDocument20 pagesJames StirlingVanya Maythe Vargas NavarroPas encore d'évaluation
- Actividad en Grupo Matriz Ge y Mapa de PosicionamientoDocument1 pageActividad en Grupo Matriz Ge y Mapa de PosicionamientoOscar RodriguezPas encore d'évaluation
- Estudio de TiemposDocument4 pagesEstudio de TiemposDania BarencaPas encore d'évaluation
- Tarea1 Eq15Document9 pagesTarea1 Eq15LuisArredondoPas encore d'évaluation
- Supermercados Trabajo PDFDocument6 pagesSupermercados Trabajo PDFAlice HeyerPas encore d'évaluation
- Tics Esfinge 1Document65 pagesTics Esfinge 1Miguel Angel Velez100% (1)
- Portafolio de Evidencia Robotica-1Document14 pagesPortafolio de Evidencia Robotica-1Eduardo RodriguezPas encore d'évaluation
- Ejemplo Ejercicio Por El Metodo SimplexDocument5 pagesEjemplo Ejercicio Por El Metodo SimplexAlberto García100% (1)
- Ejercicio ProduccionDocument8 pagesEjercicio ProduccionSol VzlaPas encore d'évaluation
- Actividad 1 Unidad 2 Adm de OperacionesDocument10 pagesActividad 1 Unidad 2 Adm de OperacionesMaría Laura SánchezPas encore d'évaluation
- Juan M. Gonzalez - Concepto Ingeniería EconómicaDocument2 pagesJuan M. Gonzalez - Concepto Ingeniería Económicacpyin88Pas encore d'évaluation
- Tarea Ii de Fisica IiiDocument7 pagesTarea Ii de Fisica IiiManuel CuetoPas encore d'évaluation
- Mejia Ramses Actividad 1 Unidad 2Document5 pagesMejia Ramses Actividad 1 Unidad 2ramsesPas encore d'évaluation
- L A Empresa Batista SDocument2 pagesL A Empresa Batista Slokis0% (1)
- Examen Comportamiento Del Consumidor - U3Document4 pagesExamen Comportamiento Del Consumidor - U3Mari ValdesPas encore d'évaluation
- Guerrero Jorge Calculo PDFDocument2 pagesGuerrero Jorge Calculo PDFFrancis VargasPas encore d'évaluation
- Cuestiionariioooo.. Estudiio..mosttDocument5 pagesCuestiionariioooo.. Estudiio..mosttAlma Delia CorralesPas encore d'évaluation
- Problemas de ProductividadDocument6 pagesProblemas de ProductividadCristinaPas encore d'évaluation
- Practica Autonoma IV ADocument2 pagesPractica Autonoma IV AAlice Aguilar0% (1)
- Ensayo La Ion Punto Clave de La Investigacion de MercadosDocument3 pagesEnsayo La Ion Punto Clave de La Investigacion de MercadosquintosemestrePas encore d'évaluation
- Tarea Grupal 1 - Presupuesto de Venta - Clase 3Document11 pagesTarea Grupal 1 - Presupuesto de Venta - Clase 3Wilmer meza natividadPas encore d'évaluation
- Trabajo Final Asignatura ADE-205Document12 pagesTrabajo Final Asignatura ADE-205Lourden Yahaira Gutierrez CabreraPas encore d'évaluation
- Ejercicios U3Document9 pagesEjercicios U3Vanessa LinaresPas encore d'évaluation
- TS#7.1 Clarissa Barahona 51811026 AdoiiDocument8 pagesTS#7.1 Clarissa Barahona 51811026 AdoiiCindyClarissaBarahonaPas encore d'évaluation
- Unidad 4 Actividad 2 Unicaribe Estadística 1Document2 pagesUnidad 4 Actividad 2 Unicaribe Estadística 1Gregori LucianoPas encore d'évaluation
- Localizacion de InstalacionesDocument15 pagesLocalizacion de InstalacionesLuis Parra Jr.0% (1)
- Ejercicio 7.17Document1 pageEjercicio 7.17Fabián Cajas50% (4)
- Practica de Matematica DiscretaDocument3 pagesPractica de Matematica Discretabrandol lopèz100% (1)
- Infografía Teoría de Las RestriccionesDocument1 pageInfografía Teoría de Las RestriccionesYomar Polanco100% (1)
- Metodo GraficoDocument3 pagesMetodo GraficoBelkys PeraltaPas encore d'évaluation
- Tarea Tiempos Predeterminados (5)Document2 pagesTarea Tiempos Predeterminados (5)Ivan LopezPas encore d'évaluation
- Tarea Metodos III - Keydi CastroDocument8 pagesTarea Metodos III - Keydi CastroHenrry David RamirezPas encore d'évaluation
- Práctica 7.1 - Gráfica de Control de Medias y RangosDocument16 pagesPráctica 7.1 - Gráfica de Control de Medias y RangosAdriana Ramírez GonzálezPas encore d'évaluation
- PROBLEMA 1 Pesado de Bolsas - MTM - 2Document3 pagesPROBLEMA 1 Pesado de Bolsas - MTM - 2Eduardo Gonzalez0% (1)
- Act. 3. Programación Por Metas Con QM For Windows.....Document3 pagesAct. 3. Programación Por Metas Con QM For Windows.....Diana Lissette Martinez JuarezPas encore d'évaluation
- VPN y TIRDocument3 pagesVPN y TIRWelington CabaPas encore d'évaluation
- Resumen Capítulo 14Document10 pagesResumen Capítulo 14Walking TePas encore d'évaluation
- CapacidadDocument1 pageCapacidadEdwin CondoriPas encore d'évaluation
- Trabajo Final Adm, Producción IIDocument15 pagesTrabajo Final Adm, Producción IIAna VivianPas encore d'évaluation
- Trabajo Final Produccion 1Document35 pagesTrabajo Final Produccion 1Jessica Rivero100% (1)
- Tarea 2 Investigacion de MercadoDocument4 pagesTarea 2 Investigacion de MercadoJosue Nuñez TorrezPas encore d'évaluation
- Factores de Localización Enero 2021Document3 pagesFactores de Localización Enero 2021Maria Isabel Bautista100% (1)
- Tarea#4 Grupal (IO)Document11 pagesTarea#4 Grupal (IO)daniel50% (2)
- Unidad 1 - Tarea 1 Ingenieria EconomicaDocument8 pagesUnidad 1 - Tarea 1 Ingenieria EconomicaGarcia SebastianPas encore d'évaluation
- Proyecto Final GcivDocument18 pagesProyecto Final GcivedinsonPas encore d'évaluation
- Activ #2-Ud III-Est I. - Presentaciòn GràficaDocument6 pagesActiv #2-Ud III-Est I. - Presentaciòn GràficaReynaldo SanabiaPas encore d'évaluation
- Actividad 8-9Document2 pagesActividad 8-9Milton JerezPas encore d'évaluation
- Introduccion-Factor Material y Factor MaquinasDocument9 pagesIntroduccion-Factor Material y Factor Maquinasjaider herreraPas encore d'évaluation
- Practica 1 JoansolanosantillanDocument10 pagesPractica 1 JoansolanosantillanBruno Joan BabyzPas encore d'évaluation
- AdministracionDocument12 pagesAdministracionkarla pamela huamani lastarriaPas encore d'évaluation
- International Marketing Traduction in SpanishDocument7 pagesInternational Marketing Traduction in SpanishAlfOnso RIveraPas encore d'évaluation
- Estadistica Ejercicios de Tablas Histogramas y Poligonos de Frecuencia - CompressDocument19 pagesEstadistica Ejercicios de Tablas Histogramas y Poligonos de Frecuencia - CompressLuyo LesliePas encore d'évaluation
- Unidad IV. Mapa ConceptualDocument2 pagesUnidad IV. Mapa Conceptualfranyelith rondonPas encore d'évaluation
- Ejercicio Sobre HipótesisDocument4 pagesEjercicio Sobre HipótesisYasiry RodriguezPas encore d'évaluation
- Trabajo Colaborativo 1Document35 pagesTrabajo Colaborativo 1Laura Ximena GalvezPas encore d'évaluation
- Diseño de Mecanismo de Tornillo Sin Fin. Sergio González PDFDocument96 pagesDiseño de Mecanismo de Tornillo Sin Fin. Sergio González PDFRodriPas encore d'évaluation
- Mantenimiento ArteeeDocument45 pagesMantenimiento ArteeeJorge CalderonPas encore d'évaluation
- Formato Trabajo Final Seminario de ProfundizacionDocument16 pagesFormato Trabajo Final Seminario de ProfundizacionjuanjosePas encore d'évaluation
- Proyecto Final Tamizadora Electroestatica FinalizadoDocument24 pagesProyecto Final Tamizadora Electroestatica FinalizadounilibrePas encore d'évaluation
- Avance 1Document33 pagesAvance 1Michael MendozaPas encore d'évaluation
- AgrobiotecnologiaDocument8 pagesAgrobiotecnologiaJose LuisPas encore d'évaluation
- Reactivo Limitante: Práctica No. 2Document4 pagesReactivo Limitante: Práctica No. 2ESTEFANIA YAMILETH VILLAR MEDIANOPas encore d'évaluation
- Vistas Auxiliares, 2011Document32 pagesVistas Auxiliares, 2011Miguel Moran TelloPas encore d'évaluation
- Anexo #5Document4 pagesAnexo #5Sergio Andree Samanez BerlangaPas encore d'évaluation
- FX 1800 Manual OperadorDocument128 pagesFX 1800 Manual Operadorjorge alonsoPas encore d'évaluation
- Politica de Seguridad Del A InformacionDocument41 pagesPolitica de Seguridad Del A Informacionサエサエ セルベラPas encore d'évaluation
- Cfe p-7Document3 pagesCfe p-7Miguel Andrade MerinoPas encore d'évaluation
- 1 Imperfecciones CristalinasDocument37 pages1 Imperfecciones Cristalinasanon_420306389Pas encore d'évaluation
- Evolución Del Mantenimiento IndustrialDocument22 pagesEvolución Del Mantenimiento Industrialalfonso9nolasco9r9osPas encore d'évaluation
- FS2540162Document1 pageFS2540162Sixto LacruzPas encore d'évaluation
- Principales Exponentes de La Administración y Sus AportesDocument4 pagesPrincipales Exponentes de La Administración y Sus AportesJesus Leonardo LópezPas encore d'évaluation
- Deber VectoresDocument6 pagesDeber VectoresIvan Fuentes QuilcaPas encore d'évaluation
- Presentacion Alfresco v1Document38 pagesPresentacion Alfresco v1aquinoritaPas encore d'évaluation
- TC6Document10 pagesTC6Ricardo Jesús JARA GIMENEZPas encore d'évaluation
- Medición de La Constante de BoltzmanDocument2 pagesMedición de La Constante de BoltzmanKevin LemusPas encore d'évaluation
- Unidad 1 TEMADocument44 pagesUnidad 1 TEMAAndrea MedranoPas encore d'évaluation
- 3157 CasioDocument5 pages3157 CasioblackewePas encore d'évaluation
- Modelo KanoDocument8 pagesModelo KanoFernando Marcelo Mejía Mejía100% (1)
- Complejo Petroquímico MorelosDocument2 pagesComplejo Petroquímico MorelosJose Antonio Ruiz GuzmanPas encore d'évaluation
- Metabolismo Del AguaDocument1 pageMetabolismo Del AguaBenjamin Misael Rivera DiazPas encore d'évaluation
- 1930 1950Document2 pages1930 1950Lucas PerezPas encore d'évaluation
- Lubricación FluidaDocument2 pagesLubricación FluidaRicardo Ruelas Molinar100% (1)
- ConfigD9854 D9858Document10 pagesConfigD9854 D9858Víctor MayaPas encore d'évaluation
- Analisis de Vibraciones en Motores de Combustion Interna AlternativoDocument4 pagesAnalisis de Vibraciones en Motores de Combustion Interna AlternativoManuel AlejandroPas encore d'évaluation
- Acabados FinalDocument18 pagesAcabados FinalEio Perez100% (1)
- Manual Crio 17.03.01Document42 pagesManual Crio 17.03.01Mafer Teran Quijada100% (1)
- Resumen de RodamientosDocument9 pagesResumen de RodamientosDylänReYsPas encore d'évaluation
- Espejos EsféricosDocument3 pagesEspejos EsféricosMarlon C RodrigezPas encore d'évaluation