Vous aimerez peut-être aussi
- CRONOANÁLISEDocument3 pagesCRONOANÁLISEonemorepersonPas encore d'évaluation
- Atividade Pratica Tempos e Metodos - ContextualizacaoDocument5 pagesAtividade Pratica Tempos e Metodos - ContextualizacaoCristiano GolfetoPas encore d'évaluation
- Tempo PadrãoDocument2 pagesTempo PadrãoValmirLOliveiraPas encore d'évaluation
- Fundamentos da cronoanálise e tempo padrãoDocument13 pagesFundamentos da cronoanálise e tempo padrãoFernanda Paola ButarelliPas encore d'évaluation
- Meditação para iniciantes: um guia passo a passoDocument21 pagesMeditação para iniciantes: um guia passo a passojohnnykpvPas encore d'évaluation
- A Divisão de Uma Operação em ElementosDocument3 pagesA Divisão de Uma Operação em ElementosDouglas MouraPas encore d'évaluation
- Indicadores de Manutenção: MTBF, MTTR, Disponibilidade e maisDocument27 pagesIndicadores de Manutenção: MTBF, MTTR, Disponibilidade e maisalisson lengler100% (1)
- Realidade de GoiásDocument33 pagesRealidade de GoiásLucasOliveiraPas encore d'évaluation
- Cronoanálise para obtenção de tempos-padrãoDocument7 pagesCronoanálise para obtenção de tempos-padrãoQuero SuculentasPas encore d'évaluation
- Lista de Exercícios de Estudo de Tempos e Planejamento Agregado (2022.2) - SoluçãoDocument11 pagesLista de Exercícios de Estudo de Tempos e Planejamento Agregado (2022.2) - SoluçãoMelisantePas encore d'évaluation
- OEE - Indicador de eficiência global de equipamentosDocument64 pagesOEE - Indicador de eficiência global de equipamentosJefferson Fernando Silva100% (1)
- Gestão de Processos Industriais: Estudo de TemposDocument17 pagesGestão de Processos Industriais: Estudo de TemposAndre SeijiPas encore d'évaluation
- Cronometragem de tarefas em estudo de tempos de produçãoDocument2 pagesCronometragem de tarefas em estudo de tempos de produçãoleogumpPas encore d'évaluation
- O que é OEE e como medir a efetividade de equipamentosDocument31 pagesO que é OEE e como medir a efetividade de equipamentosRafael MartinezPas encore d'évaluation
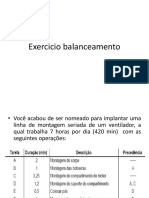
- Balanceamento de linha de produção de ventiladoresDocument10 pagesBalanceamento de linha de produção de ventiladoresluizbandeiraPas encore d'évaluation
- Apostila CronoanaliseDocument41 pagesApostila CronoanaliseMadknight GameplayPas encore d'évaluation
- Estudo de tempos e métodos: cronometragem e análiseDocument59 pagesEstudo de tempos e métodos: cronometragem e análiseEduardo Yam100% (1)
- Estudo de Tempos e Métodos: Análise e Otimização de ProcessosDocument73 pagesEstudo de Tempos e Métodos: Análise e Otimização de ProcessosmatheuszanaoPas encore d'évaluation
- CronoanaliseDocument49 pagesCronoanaliseRafael Goulart100% (2)
- Aula - Estudo de Tempos - Cronoanálise 01Document49 pagesAula - Estudo de Tempos - Cronoanálise 01fernanda CruzPas encore d'évaluation
- Apostila+ +MTMDocument13 pagesApostila+ +MTMRodrigo Eduardo GomesPas encore d'évaluation
- De Repente, Casadas PDFDocument66 pagesDe Repente, Casadas PDFdaianefeliciano07100% (3)
- Estudo de Tempos e Métodos para Determinação do Tempo PadrãoDocument35 pagesEstudo de Tempos e Métodos para Determinação do Tempo PadrãosouseuPas encore d'évaluation
- GabaritoDocument11 pagesGabaritoMárcio LuisPas encore d'évaluation
- Gestão da Produção - Lista de Exercícios Aula 05Document4 pagesGestão da Produção - Lista de Exercícios Aula 05leogumpPas encore d'évaluation
- Tempopadrao PDFDocument19 pagesTempopadrao PDFPriscila GadelhaPas encore d'évaluation
- Psicologia Positiva: Os Caminhos para uma Vida FelizDocument58 pagesPsicologia Positiva: Os Caminhos para uma Vida Felizsebastio Ramos100% (1)
- Pensamento, Linguagem e Desenvolvimento HumanoDocument10 pagesPensamento, Linguagem e Desenvolvimento HumanoFrancielle Rodrigues100% (1)
- Calculando rpm e gpmDocument6 pagesCalculando rpm e gpmAlison DenizePas encore d'évaluation
- 1588000154A Logica Do Cisne NegroDocument10 pages1588000154A Logica Do Cisne Negrojunior AlvesPas encore d'évaluation
- Aula 4 - Estudo de Tempos e MetodosDocument42 pagesAula 4 - Estudo de Tempos e MetodosSidnei DomingosPas encore d'évaluation
- Tempos e MovimentosDocument93 pagesTempos e MovimentosJoão Paulo Figueira Marchesi100% (1)
- Aula 02 - Automacao Dos Sistemas de ProducaoDocument20 pagesAula 02 - Automacao Dos Sistemas de ProducaoEduardo CostaPas encore d'évaluation
- Análise de processos de produção: tempos, métodos e movimentosDocument39 pagesAnálise de processos de produção: tempos, métodos e movimentosEmerson Santos100% (1)
- Fundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LD'EverandFundamentos da Estampagem Incremental de Chapas Aplicados ao Aço AISI 304LPas encore d'évaluation
- Método para Treinamento Da Avaliação de Ritmo Do OperadorDocument3 pagesMétodo para Treinamento Da Avaliação de Ritmo Do OperadorDouglas Moura100% (2)
- Gabarito - Lista de Exercícios de Capacidade de MáquinaDocument7 pagesGabarito - Lista de Exercícios de Capacidade de MáquinaRenato CavalcantePas encore d'évaluation
- Estudo dos métodos e tempos de trabalhoDocument47 pagesEstudo dos métodos e tempos de trabalhoMafalda SofiaPas encore d'évaluation
- Hospital Israel It A Albert EinsteinDocument15 pagesHospital Israel It A Albert EinsteinSthéfane SilvaPas encore d'évaluation
- Atividade de Usinagem PFMDocument27 pagesAtividade de Usinagem PFMJhonatan MarquesPas encore d'évaluation
- Propriedades do AAQ-IIDocument11 pagesPropriedades do AAQ-IIWeslley CarneiroPas encore d'évaluation
- Caio Fabio - Oração É Vida VividaDocument9 pagesCaio Fabio - Oração É Vida VividaErik Fernando Kierski100% (2)
- Psicologia do Consumo e Teoria de MaslowDocument3 pagesPsicologia do Consumo e Teoria de MaslowCíntia Assumpção100% (1)
- MTM-40Document20 pagesMTM-40Rogério NisticoPas encore d'évaluation
- Avaliação de Ritmo (Eficiência Do Operador)Document3 pagesAvaliação de Ritmo (Eficiência Do Operador)Douglas Moura0% (1)
- Diagrama Homem Máq.Document25 pagesDiagrama Homem Máq.Marcos RodriguesPas encore d'évaluation
- Exercicios de ENME 2022Document2 pagesExercicios de ENME 2022Ivan José ZianjaPas encore d'évaluation
- Aula 4 - Estudo Dos TemposDocument37 pagesAula 4 - Estudo Dos TemposGêmison AmaralPas encore d'évaluation
- Exercícios Aparelho Divisor e EngrenagemDocument1 pageExercícios Aparelho Divisor e EngrenagemTecmecânico100% (1)
- CronomtragemDocument47 pagesCronomtragemLuciana FoscariniPas encore d'évaluation
- Apostila LayoutDocument55 pagesApostila Layoutsamaraver100% (1)
- Estudo de tempos, movimentos e métodosDocument29 pagesEstudo de tempos, movimentos e métodosNanda SouzaPas encore d'évaluation
- Classificação Dos Processos de UsinagemDocument125 pagesClassificação Dos Processos de Usinagemmarcos100% (1)
- Cálculo Do Tempo de Usinagem em Um Torno A CNCDocument6 pagesCálculo Do Tempo de Usinagem em Um Torno A CNCRobin WillisPas encore d'évaluation
- Aulas - 06, 07 e 08 (Exercicios de Dimensionamento de Equipamento de Mina - CR)Document12 pagesAulas - 06, 07 e 08 (Exercicios de Dimensionamento de Equipamento de Mina - CR)Walkíria Braga Douglas Leno0% (1)
- EXERCÍCIO Sobre TEMPO PADRÃODocument3 pagesEXERCÍCIO Sobre TEMPO PADRÃOlenzajrPas encore d'évaluation
- Torneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Document26 pagesTorneamento - Influência Das Condições de Usinagem Nos Esforços de Corte, Na Forma Do Cavaco e Na Rugosidade Da Peça.Árlei Huebra Póvoa100% (1)
- Cronometragem operações MTMDocument3 pagesCronometragem operações MTMk4r0_oliveiraPas encore d'évaluation
- GONIÔMETRODocument13 pagesGONIÔMETROvaldeir damacena100% (1)
- Processos de UsinagemDocument24 pagesProcessos de UsinagemDaniel Alves de Andrade100% (1)
- UFPI Projeto Morsa BancadaDocument6 pagesUFPI Projeto Morsa BancadaRayson Araújo100% (3)
- CNC - Lista de Exercicios1Document10 pagesCNC - Lista de Exercicios1marcelowagner19Pas encore d'évaluation
- Exercícios Cálculos de RoscaDocument2 pagesExercícios Cálculos de RoscaTecmecânicoPas encore d'évaluation
- Manual To EstudanteDocument8 pagesManual To EstudanteClodoaldosantos SantosPas encore d'évaluation
- Contabilidade PDFDocument70 pagesContabilidade PDFsilviosergio2Pas encore d'évaluation
- Aula Sistema EndocrinoDocument37 pagesAula Sistema EndocrinohannahiaraPas encore d'évaluation
- A Harmonização Do Direito PrivadoDocument264 pagesA Harmonização Do Direito PrivadohannahiaraPas encore d'évaluation
- Plano de Aula 8º Ano L. ClássicaDocument2 pagesPlano de Aula 8º Ano L. Clássicamariaroberta1234Pas encore d'évaluation
- Quebrando BarreirasDocument13 pagesQuebrando BarreirasAdriana RibeiroPas encore d'évaluation
- Resenha CriticaDocument2 pagesResenha CriticaFlorencia Atiana AcostaPas encore d'évaluation
- Revisão de Simulado sobre Teorias AdministrativasDocument3 pagesRevisão de Simulado sobre Teorias AdministrativasMarcio Peregini100% (1)
- Barbosa 2009 PDFDocument8 pagesBarbosa 2009 PDFAugusta FerreiraPas encore d'évaluation
- Estimulação metafonológica e dislexiaDocument10 pagesEstimulação metafonológica e dislexiaCarla GançoPas encore d'évaluation
- Referenciação e Avaliação de Alunos Com NEEDocument29 pagesReferenciação e Avaliação de Alunos Com NEEClementina RibeiroPas encore d'évaluation
- Rede de Atenção Psicossocial no município de Sobral-CEDocument5 pagesRede de Atenção Psicossocial no município de Sobral-CEDaniel Brum0% (1)
- Tese ACaracteristicaUniversalDeLeibnizContextosTrajetoriasEImplicacoesDocument190 pagesTese ACaracteristicaUniversalDeLeibnizContextosTrajetoriasEImplicacoesArnaldo JaborPas encore d'évaluation
- Valores e superação de atletas e familiares com deficiênciaDocument3 pagesValores e superação de atletas e familiares com deficiênciaEduardo MachadoPas encore d'évaluation
- Apostila - Concepções PedagógicasDocument96 pagesApostila - Concepções PedagógicasJoice CamargoPas encore d'évaluation
- As Três Dimensões Do Caráter CristãoDocument6 pagesAs Três Dimensões Do Caráter CristãoHéber Vinícius AbadePas encore d'évaluation
- Normas Éticas e Juízos de ValorDocument7 pagesNormas Éticas e Juízos de ValorNicolas B.DiasPas encore d'évaluation
- Guião Do FilmeDocument3 pagesGuião Do FilmeCátia EliasPas encore d'évaluation
- Ritual Culto de Louvor e Pregação PersonalizadoDocument3 pagesRitual Culto de Louvor e Pregação PersonalizadoIvonete Oliveira StrubilschPas encore d'évaluation
- Sobre música, ironia e hermenêutica no RomantismoDocument26 pagesSobre música, ironia e hermenêutica no RomantismoPeFrancisco XavierPas encore d'évaluation
- O que faz um objeto ser considerado arteDocument6 pagesO que faz um objeto ser considerado arteTiago FerreiraPas encore d'évaluation
- Lógica proposicionalDocument7 pagesLógica proposicionalNathanael LacerdaPas encore d'évaluation
- 22 03 12 18da Doenca A DesordemDocument286 pages22 03 12 18da Doenca A DesordemSombrianyxPas encore d'évaluation
- História da Roma AntigaDocument7 pagesHistória da Roma AntigaamandaPas encore d'évaluation