Vous aimerez peut-être aussi
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209D'EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209Pas encore d'évaluation
- Simulacion Numerica de La Transferencia de Calor Por ConveccionDocument124 pagesSimulacion Numerica de La Transferencia de Calor Por ConveccionMayra Ruiz GarcilazoPas encore d'évaluation
- Preparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209D'EverandPreparación de máquinas, equipos y herramientas en operaciones de mecanizado por corte y conformado. FMEH0209Pas encore d'évaluation
- Clase 6 Aux. Mec 3330Document8 pagesClase 6 Aux. Mec 3330intiPas encore d'évaluation
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209D'EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Pas encore d'évaluation
- Ingenieria CivilDocument119 pagesIngenieria CivilALIANZALIMA1985Pas encore d'évaluation
- Montaje y reparación de los sistemas mecánicos. FMEE0208D'EverandMontaje y reparación de los sistemas mecánicos. FMEE0208Évaluation : 4 sur 5 étoiles4/5 (1)
- Máquina para amasar pan 100 kgDocument11 pagesMáquina para amasar pan 100 kgtincho9100% (2)
- Examen Hito 4 UNIFRANZ Proyecto IntegradorDocument3 pagesExamen Hito 4 UNIFRANZ Proyecto IntegradorAlexia BazoaltoPas encore d'évaluation
- Práctica 02 2014Document4 pagesPráctica 02 2014Danny Mauricio0% (1)
- 577068Document161 pages577068alfonxxlPas encore d'évaluation
- Aceitado Al Vacio Parte 1Document17 pagesAceitado Al Vacio Parte 1bjcs96Pas encore d'évaluation
- Molina Manual de FormatoDocument127 pagesMolina Manual de Formatopoder123Pas encore d'évaluation
- TEORÍA FINAL Calculo Diferencial 2021-1Document409 pagesTEORÍA FINAL Calculo Diferencial 2021-1Alejandro Isaías Flores OsorioPas encore d'évaluation
- Resumen Reactores QuímicosDocument20 pagesResumen Reactores QuímicosSara Mesa MedinaPas encore d'évaluation
- Sistemas Dinámicos de Lazo Abierto y CerradoDocument6 pagesSistemas Dinámicos de Lazo Abierto y CerradoAndres PinzonPas encore d'évaluation
- Análisis de órbita como técnica de diagnóstico en rotor Machinery Fault SimulatorDocument109 pagesAnálisis de órbita como técnica de diagnóstico en rotor Machinery Fault SimulatorCamilo A TabordaPas encore d'évaluation
- Dinámica del cuerpo rígido método fuerzas y aceleracionesDocument87 pagesDinámica del cuerpo rígido método fuerzas y aceleracionesCarlos Sanchez SantosPas encore d'évaluation
- 3 Practica de Resistencia de Materiales 2 - Grupo CDocument1 page3 Practica de Resistencia de Materiales 2 - Grupo CJESUS BASILIO LEONARDO CCORAHUAPas encore d'évaluation
- Fisica para Las Ciencias de La VidaDocument61 pagesFisica para Las Ciencias de La VidajulietacalzonePas encore d'évaluation
- Vibraciones Mecanicas PDFDocument16 pagesVibraciones Mecanicas PDFKeyter Javier CoelloPas encore d'évaluation
- Sistema Híbrido Eólico Solar Experimental para El Desarrollo de Las CompetenciasDocument9 pagesSistema Híbrido Eólico Solar Experimental para El Desarrollo de Las CompetenciasASESOR 12 PSSPas encore d'évaluation
- EXAMEN DISEÑO ELEMENTOS MAQUINASDocument3 pagesEXAMEN DISEÑO ELEMENTOS MAQUINASJean GutierrezPas encore d'évaluation
- Mc208amc2016-1 Sílabo Unsaac BDocument4 pagesMc208amc2016-1 Sílabo Unsaac BberthingPas encore d'évaluation
- Sistema hidráulico con cilindros y válvulasDocument3 pagesSistema hidráulico con cilindros y válvulasKenyi Eddy Inca ÑañezPas encore d'évaluation
- Tecnicas de Laboratorio Con Compuestos o PDFDocument352 pagesTecnicas de Laboratorio Con Compuestos o PDFTenten Higurashi Vi BritanniaPas encore d'évaluation
- Examen de Elementos de Diseño de Máquinas IDocument1 pageExamen de Elementos de Diseño de Máquinas IJosepBravoDávilaPas encore d'évaluation
- Apetovit Oral-20191122-121859Document1 pageApetovit Oral-20191122-121859Alberto JoséPas encore d'évaluation
- Capitulo III Ecuaciones LinealesDocument39 pagesCapitulo III Ecuaciones LinealesJemmy VillalobosPas encore d'évaluation
- 393-063 Aplicación Del RCM A Un Proceso QuímicoDocument5 pages393-063 Aplicación Del RCM A Un Proceso QuímicosourcemenuPas encore d'évaluation
- Betancourt Grajales, Ramiro - FENÓMENOS DE TRANFERENCIA PDFDocument419 pagesBetancourt Grajales, Ramiro - FENÓMENOS DE TRANFERENCIA PDFchelogk67% (3)
- Norma Argentina: Iram-Inta 15935-2Document24 pagesNorma Argentina: Iram-Inta 15935-2María Eugenia OsorioPas encore d'évaluation
- Caracterización de BombasDocument5 pagesCaracterización de BombasJulian Sainea100% (1)
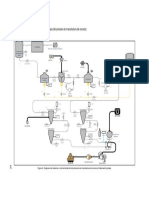
- Diagrama Flujo ChelaDocument1 pageDiagrama Flujo Chelaalejandro sanchezPas encore d'évaluation
- Calculo de Lamparas para Una Sala de Computo de 6x8mtsDocument8 pagesCalculo de Lamparas para Una Sala de Computo de 6x8mtsNahori Chun100% (1)
- Grafcet RevB2 TeoriaDocument40 pagesGrafcet RevB2 TeoriaAdrian GustavoPas encore d'évaluation
- Simulación submarino USS Virginia 400mDocument14 pagesSimulación submarino USS Virginia 400mJuan MendozaPas encore d'évaluation
- 7 - Curso Doctorado TermoeconomiaDocument100 pages7 - Curso Doctorado TermoeconomiaJorge RiveraPas encore d'évaluation
- Guia 2 FluidosDocument5 pagesGuia 2 FluidosMarcelo Zuñiga CastilloPas encore d'évaluation
- Cálculo II para ingenierías con ecuaciones diferencialesDocument204 pagesCálculo II para ingenierías con ecuaciones diferencialesCamilo AvilaPas encore d'évaluation
- Parámetros cinéticos biomodelos no estructuralesDocument37 pagesParámetros cinéticos biomodelos no estructuraleslolaPas encore d'évaluation
- Calculo Diseño y Construccion de ConosDocument13 pagesCalculo Diseño y Construccion de Conosブランコ アルフレド0% (1)
- Tecnologia de Mecanismos 1 PDFDocument52 pagesTecnologia de Mecanismos 1 PDFEnrique Esteves TenorioPas encore d'évaluation
- Práctica Preparatoria para El 1er y 2do Examen Parcial de MAT-130 ÁLGEBRA I PDFDocument49 pagesPráctica Preparatoria para El 1er y 2do Examen Parcial de MAT-130 ÁLGEBRA I PDFNemuel LopezPas encore d'évaluation
- Cinem. Máq. 2020 ACRDocument303 pagesCinem. Máq. 2020 ACRJesús Ricardo Flores GonzalezPas encore d'évaluation
- Fresado-Fuerza, Potencia, Cabezal DivisorDocument29 pagesFresado-Fuerza, Potencia, Cabezal DivisorCarmens RPas encore d'évaluation
- Lab. Medidas EléctricasDocument192 pagesLab. Medidas EléctricasEdwinRamosPas encore d'évaluation
- Traduccion Cap 5 - Precison Machining Technology Peter J. HoffmanDocument7 pagesTraduccion Cap 5 - Precison Machining Technology Peter J. HoffmanCarlos Junior Alexander Ruiz SánchezPas encore d'évaluation
- Uax-Guión Prácticas Quícmica Gfa 17-18-UaxDocument70 pagesUax-Guión Prácticas Quícmica Gfa 17-18-Uaxfmartineznavarro7343Pas encore d'évaluation
- Funcionamiento de Un Termosifon CilindricoDocument274 pagesFuncionamiento de Un Termosifon CilindricoJaime TamayoPas encore d'évaluation
- Alimentación de Truchas Con Tres Dietas ComercialesDocument81 pagesAlimentación de Truchas Con Tres Dietas ComercialesHanni-ba'al Montesinos Lopez50% (2)
- Avicultura Costo de ProduccionDocument4 pagesAvicultura Costo de ProduccionharoldPas encore d'évaluation
- Universidad Simón BolívarDocument5 pagesUniversidad Simón BolívarSebastianCicognaPas encore d'évaluation
- Mec 2248 Guía Lab - Tracción - Rev 18.11Document8 pagesMec 2248 Guía Lab - Tracción - Rev 18.11Roly Fernando Guarachi MuñozPas encore d'évaluation
- Guía Técnica para La Medición, Estimación y Cálculo de Emisiones Al AireDocument86 pagesGuía Técnica para La Medición, Estimación y Cálculo de Emisiones Al AiregranjosemanPas encore d'évaluation
- Bergey Excel 1 24v Manual - ENDocument44 pagesBergey Excel 1 24v Manual - ENOscar Rios MuñozPas encore d'évaluation
- ATP Catálogo Tarifa 2011.Document505 pagesATP Catálogo Tarifa 2011.VEMATELPas encore d'évaluation
- Fuerza de corte y potencia de mecanizadoDocument11 pagesFuerza de corte y potencia de mecanizadooswaldo narvaezPas encore d'évaluation
- C473 Medición de Fuerzas de Corte en MecanizadoDocument11 pagesC473 Medición de Fuerzas de Corte en MecanizadodatatPas encore d'évaluation
- L3-Medici N de Fuerzas de Corte en MecanizadoDocument11 pagesL3-Medici N de Fuerzas de Corte en MecanizadoPili MuñozPas encore d'évaluation
- Basogain Pensamiento Computacional Con ScratchDocument33 pagesBasogain Pensamiento Computacional Con Scratchoussama-mnPas encore d'évaluation
- Foro 1 Matemática.Document2 pagesForo 1 Matemática.ricardogePas encore d'évaluation
- Inducción Curso Sistemas Hidráulicos y Neumáticos 2022Document11 pagesInducción Curso Sistemas Hidráulicos y Neumáticos 2022ricardogePas encore d'évaluation
- CNC TesisDocument211 pagesCNC TesisricardogePas encore d'évaluation
- Guia 1 Terapia OcupacionalDocument18 pagesGuia 1 Terapia OcupacionalricardogePas encore d'évaluation
- Test 02 Scratch 1Document14 pagesTest 02 Scratch 1ricardogePas encore d'évaluation
- Algoritmos ProgramacionDocument96 pagesAlgoritmos Programacionvalita23Pas encore d'évaluation
- Pensamiento ComputacionalDocument162 pagesPensamiento ComputacionalkvillagranparedesPas encore d'évaluation
- Articles-135244 Recurso PDFDocument6 pagesArticles-135244 Recurso PDFJunco FuertePas encore d'évaluation
- Dialnet ICongresoVirtualInternacionalSobreInnovacionPedago 535470Document1 771 pagesDialnet ICongresoVirtualInternacionalSobreInnovacionPedago 535470Lettizia Manuel Díaz100% (1)
- Cambios Territorio Guerra Del PacificoDocument3 pagesCambios Territorio Guerra Del PacificoricardogePas encore d'évaluation
- AnteproyectoDocument8 pagesAnteproyectoricardogePas encore d'évaluation
- Glosario ProgramaciónDocument5 pagesGlosario ProgramaciónJuan Gabriel MusususPas encore d'évaluation
- Instructivo Aplicación SMART PSSDocument4 pagesInstructivo Aplicación SMART PSSricardogePas encore d'évaluation
- Android Studio PDFDocument21 pagesAndroid Studio PDFricardogePas encore d'évaluation
- Orígenes y fundamentos de la matemática en la pedagogíaDocument24 pagesOrígenes y fundamentos de la matemática en la pedagogíaricardogePas encore d'évaluation
- Anexo NT Determinación de Consumos Específicos de Unidades GeneradorasDocument23 pagesAnexo NT Determinación de Consumos Específicos de Unidades GeneradorasNicolas CaceresPas encore d'évaluation
- Lubricación HidrodinámicaDocument20 pagesLubricación Hidrodinámicaricardoge100% (1)
- PseudocodigosDocument11 pagesPseudocodigosricardogePas encore d'évaluation
- Normas APADocument34 pagesNormas APAricardogePas encore d'évaluation
- Guia1 Evaluacion de ProyectosDocument30 pagesGuia1 Evaluacion de Proyectosricardoge100% (2)
- Guía Presentación AnteproyectoDocument2 pagesGuía Presentación AnteproyectoricardogePas encore d'évaluation
- Rodamientos y sus tiposDocument12 pagesRodamientos y sus tiposraul_toledo_300% (1)
- Herramientas Especiales 795F ACDocument4 pagesHerramientas Especiales 795F ACricardogePas encore d'évaluation
- C Uestion A Rio HTMLDocument3 pagesC Uestion A Rio HTMLricardogePas encore d'évaluation
- Guia ExcelDocument1 pageGuia ExcelricardogePas encore d'évaluation
- Guía 4. - DinamicaDocument5 pagesGuía 4. - DinamicaricardogePas encore d'évaluation
- Trastornos de La Personalidad y PsicopedagogíaDocument27 pagesTrastornos de La Personalidad y PsicopedagogíaricardogePas encore d'évaluation
- Como Construir Un Cajon PeruanoDocument7 pagesComo Construir Un Cajon Peruanolexard1Pas encore d'évaluation
- GuiaDocument2 pagesGuiaricardogePas encore d'évaluation
- Investigación SociocriticaDocument9 pagesInvestigación SociocriticaMargaritaArango100% (1)
- Estructura y Derivados de AnimalesDocument10 pagesEstructura y Derivados de AnimalesRoxana QuiscaPas encore d'évaluation
- Red JAMA - JAMA - El Tercer Estudio Internacional de Consenso Las Definiciones de Sepsis y El Shock Séptico (Sepsis-3)Document17 pagesRed JAMA - JAMA - El Tercer Estudio Internacional de Consenso Las Definiciones de Sepsis y El Shock Séptico (Sepsis-3)Marco Antonio González LeyvaPas encore d'évaluation
- USERS Robótica - Guía Teórica y PrácticaDocument284 pagesUSERS Robótica - Guía Teórica y PrácticaJustJuchme88% (8)
- Modelo de Informe Psicológico Forense - 2Document3 pagesModelo de Informe Psicológico Forense - 2Feer BianciottiPas encore d'évaluation
- Elementos de Derecho Penal y Procesal Penal 2022 - 2023Document7 pagesElementos de Derecho Penal y Procesal Penal 2022 - 2023KathePas encore d'évaluation
- ResoluciÓn++de++Problemas++Usando+Ecuaciones+ (+Por+La+Editorial+RubiÑos) DesbloqueadoDocument10 pagesResoluciÓn++de++Problemas++Usando+Ecuaciones+ (+Por+La+Editorial+RubiÑos) DesbloqueadoJamal GriffinPas encore d'évaluation
- 07.spin ZeemanDocument29 pages07.spin ZeemanBelu MiraPas encore d'évaluation
- Resumenes de Fundamentos de Programación. UNEDDocument3 pagesResumenes de Fundamentos de Programación. UNEDpericodlpPas encore d'évaluation
- Comunicación OralDocument4 pagesComunicación OralJonathan CehezPas encore d'évaluation
- Productos NotablesDocument15 pagesProductos NotablesOlga Patricia EcheverryPas encore d'évaluation
- Saber Electrónica No. 224Document80 pagesSaber Electrónica No. 224heribertosfa100% (1)
- Cobitt 5 Entregar, Dar Servicio y Soporte (DSS)Document4 pagesCobitt 5 Entregar, Dar Servicio y Soporte (DSS)Adrian CruzPas encore d'évaluation
- GX Developer 8Document388 pagesGX Developer 8CARLOSPas encore d'évaluation
- Psicologia Politica Unidad 2 Fase 3Document3 pagesPsicologia Politica Unidad 2 Fase 3diego ruiz100% (2)
- Tecnicas de Expresion OralDocument17 pagesTecnicas de Expresion OralSiuyazyoPas encore d'évaluation
- Examen de Admisión 2010 - Enunciados y SolucionesDocument234 pagesExamen de Admisión 2010 - Enunciados y SolucionesMauro Feder Luna QuispePas encore d'évaluation
- Proyecto de PatproDocument19 pagesProyecto de PatproDaniel Sanchez Huaman100% (2)
- Ecuación onda membranaDocument29 pagesEcuación onda membranaKlever Guaman50% (2)
- El surgimiento del psicoanálisisDocument9 pagesEl surgimiento del psicoanálisisNatalí Pérez Suárez100% (2)
- A Programa Del Curso Contabilidad II 2015Document2 pagesA Programa Del Curso Contabilidad II 2015yener1Pas encore d'évaluation
- NIIF Pymes SeparadosDocument1 455 pagesNIIF Pymes Separadosangie1222Pas encore d'évaluation
- Implementación SARLAFT normas cumplimientoDocument2 pagesImplementación SARLAFT normas cumplimientoHenry AyalaPas encore d'évaluation
- Identificar Funciones Cuyo Dominio Son Los Números Reales: Tema Matemáticas - Unidad 1 Grado 10Document48 pagesIdentificar Funciones Cuyo Dominio Son Los Números Reales: Tema Matemáticas - Unidad 1 Grado 10Jose Agustin Suarez DavilaPas encore d'évaluation
- Atajos de TecladoDocument9 pagesAtajos de TecladoLeirbag Belmont BelmontPas encore d'évaluation
- Direccionamiento Estratégico: clave para la competitividadDocument15 pagesDireccionamiento Estratégico: clave para la competitividadRafael CuadradoPas encore d'évaluation
- Análisis de la aporofobia en EspañaDocument2 pagesAnálisis de la aporofobia en EspañaTomas SierraPas encore d'évaluation
- Autorizacion de Donataria para Fundación Telegenio A.C.Document7 pagesAutorizacion de Donataria para Fundación Telegenio A.C.Antonio Rada GarcíaPas encore d'évaluation
- Reporte de Unidad 2Document15 pagesReporte de Unidad 2RolynVEVOPas encore d'évaluation
- Mallas Curriculares Matemáticas 1 PDFDocument1 pageMallas Curriculares Matemáticas 1 PDFWeiner Santiago P.Pas encore d'évaluation