Vous aimerez peut-être aussi
- Ejercicio 2 DopDocument5 pagesEjercicio 2 DopJesús Micef Sierralta GóngoraPas encore d'évaluation
- Trabajo Grupal El Plan de MarketingDocument47 pagesTrabajo Grupal El Plan de Marketingsc9462Pas encore d'évaluation
- Proyecto Final - Seminario Ii - OriginalDocument30 pagesProyecto Final - Seminario Ii - OriginalMERLIPas encore d'évaluation
- Simulación de Sistemas - Práctica Calificada No1Document4 pagesSimulación de Sistemas - Práctica Calificada No1Pauly BCPas encore d'évaluation
- Autoevaluación 1 - SIMULACION DE SISTEMAS (19556)Document6 pagesAutoevaluación 1 - SIMULACION DE SISTEMAS (19556)Jaimito Ramirez RodasPas encore d'évaluation
- Dop Mermelada PAPAYA AREQUIPEÑADocument1 pageDop Mermelada PAPAYA AREQUIPEÑAAna FlaviaPas encore d'évaluation
- Diagrama flujo trabajo operario máquinasDocument3 pagesDiagrama flujo trabajo operario máquinasAntonioPas encore d'évaluation
- TAREADocument20 pagesTAREAmiguelPas encore d'évaluation
- SEMANA 4 y 5 24480Document3 pagesSEMANA 4 y 5 24480diego100% (1)
- S04.s1-Material Práctica de LaboratorioDocument10 pagesS04.s1-Material Práctica de Laboratoriocielo tacaPas encore d'évaluation
- Proceso de elaboración de la cerveza Arequipeña de 620mlDocument11 pagesProceso de elaboración de la cerveza Arequipeña de 620mlJulio Cesar PilcoPas encore d'évaluation
- Tarea Semana 03 GrupalDocument6 pagesTarea Semana 03 GrupalMadeleineSilvaFalenPas encore d'évaluation
- 1er EXAM. PARC. de D. y G. P.I. LUNES - DXDocument5 pages1er EXAM. PARC. de D. y G. P.I. LUNES - DXPamela CacPas encore d'évaluation
- 2da Practica Calificada DISEÑO Y GESTION DE PLANTAS INDUSTRIALESDocument5 pages2da Practica Calificada DISEÑO Y GESTION DE PLANTAS INDUSTRIALESKARINAPas encore d'évaluation
- Lab 1. Tecnologia IndustrialDocument14 pagesLab 1. Tecnologia IndustrialJhanire RivasPas encore d'évaluation
- Tarea Calificada N°1 - ECVDocument27 pagesTarea Calificada N°1 - ECVMirely Vasquez FernandezPas encore d'évaluation
- Análisis de procesos productivos en torneríaDocument1 pageAnálisis de procesos productivos en torneríacoral cornejo huarachiPas encore d'évaluation
- Grupo+1 +NRC+8266Document5 pagesGrupo+1 +NRC+8266Ulises Rivera RivasPas encore d'évaluation
- Trabajo FinalDocument15 pagesTrabajo FinalJose HerediaPas encore d'évaluation
- 100000ni23 OperacionesunitariasyprocesosindustrialesDocument9 pages100000ni23 OperacionesunitariasyprocesosindustrialesManuel Cuya SilvestrePas encore d'évaluation
- Dop Elaboracion HeladoDocument5 pagesDop Elaboracion HeladoSaori WalhoffPas encore d'évaluation
- Actividad Individual - Semana 2 - 1952434788Document2 pagesActividad Individual - Semana 2 - 1952434788Austin PeligroPas encore d'évaluation
- Guía de cálculo de factor humano y producciónDocument2 pagesGuía de cálculo de factor humano y producciónjavier romero menesesPas encore d'évaluation
- Janisse Primer EjercicioDocument6 pagesJanisse Primer EjercicioJanisse Elena Cardeña HuancahuirePas encore d'évaluation
- PC4 PDFDocument2 pagesPC4 PDFjoyPas encore d'évaluation
- Dop - Enlatado de AtunDocument2 pagesDop - Enlatado de AtunAnita LeyvaPas encore d'évaluation
- Zapatos TanguisDocument99 pagesZapatos TanguisLuIs AronePas encore d'évaluation
- Cunyas Manuel Informe Practicas IDocument91 pagesCunyas Manuel Informe Practicas IjosePas encore d'évaluation
- Tarea Academica 3 - Investigacion de OperacionesDocument3 pagesTarea Academica 3 - Investigacion de OperacionesWendy Noemi Lopez HerreraPas encore d'évaluation
- PRACTICA 1 BayesDocument2 pagesPRACTICA 1 BayesSANTOS SANTIAGO JAVEZ VALLADARESPas encore d'évaluation
- Avance 2 Presentación de Proyecto POODocument42 pagesAvance 2 Presentación de Proyecto POOPatryck Perez VelazcoPas encore d'évaluation
- S13T1 - Análisis de Los Estados Financieros - ActividadDocument2 pagesS13T1 - Análisis de Los Estados Financieros - ActividadGREYSI ANYELA SUCLUPE FLORESPas encore d'évaluation
- CA Sos ArenaDocument6 pagesCA Sos ArenaGabriela MANCCO LEANDROPas encore d'évaluation
- Diagrama de Fases-1fDocument23 pagesDiagrama de Fases-1fBRAULIO RAUL ORELLANA LIVIMOROPas encore d'évaluation
- Cambio climático PerúDocument7 pagesCambio climático PerúMirella Rojas LlantoyPas encore d'évaluation
- Artika DOP ActualDocument2 pagesArtika DOP Actualzaida noemi huallpa hamani100% (1)
- Clase 8 120919Document24 pagesClase 8 120919Roberto Carlos Melendres floresPas encore d'évaluation
- Dop de Ciruela Mermelada y Nectar ProcesoDocument6 pagesDop de Ciruela Mermelada y Nectar ProcesoMIRLA MIRELLA MORENO LEANDROPas encore d'évaluation
- Distribucion Parcial RESOLUCIONDocument43 pagesDistribucion Parcial RESOLUCIONjualpaacPas encore d'évaluation
- Experimento AleatorioDocument9 pagesExperimento AleatorioJulca Gonza MelissaPas encore d'évaluation
- Practica Calificada 3Document8 pagesPractica Calificada 3Antonella EncinasPas encore d'évaluation
- Dap y DopDocument7 pagesDap y DopAndre TibuPas encore d'évaluation
- PC1Document2 pagesPC1Guia GomezPas encore d'évaluation
- S02 S1-MaterialDocument28 pagesS02 S1-MaterialwilfredoPas encore d'évaluation
- KFC SimulacionDocument14 pagesKFC SimulacionOlenka Escarza Avila100% (1)
- Disposicion Se Planta S08. OffDocument11 pagesDisposicion Se Planta S08. OffJesus peña tipianPas encore d'évaluation
- S10.s1 - Costos Por ProcesosDocument36 pagesS10.s1 - Costos Por Procesossebastian floresPas encore d'évaluation
- S04.s1 - Material - Practica Calificada PC01 - Agosto 2021 - Gestion de Recursos HumanosDocument3 pagesS04.s1 - Material - Practica Calificada PC01 - Agosto 2021 - Gestion de Recursos HumanosKaty Paz DiazPas encore d'évaluation
- Optimización de la producción de pizzasDocument25 pagesOptimización de la producción de pizzasKaren MarquezPas encore d'évaluation
- Socionomia y Marketing Del PetroleoDocument3 pagesSocionomia y Marketing Del PetroleoT BlasPas encore d'évaluation
- Localización óptima de planta y almacén centralDocument15 pagesLocalización óptima de planta y almacén centralDayana GuevaraPas encore d'évaluation
- S07.s1 - MaterialDocument20 pagesS07.s1 - MaterialErick Tolentino SalcedoPas encore d'évaluation
- T3 - (AC-S15) Costo Por Ordenes y ConjuntosDocument2 pagesT3 - (AC-S15) Costo Por Ordenes y ConjuntosHOLA 1230% (1)
- Ejercicios Propuestos Con ResolucionDocument4 pagesEjercicios Propuestos Con Resolucionbrayan arenasPas encore d'évaluation
- 2do Examen de SimulacionDocument7 pages2do Examen de SimulacionAnonymous bty2U5JryjPas encore d'évaluation
- Efe PinkberryDocument2 pagesEfe PinkberrySaidy CespedesPas encore d'évaluation
- Parcial2013 PDFDocument2 pagesParcial2013 PDFmahz1593100% (1)
- DOP para la producción de ajo deshidratado y encapsuladoDocument42 pagesDOP para la producción de ajo deshidratado y encapsuladoAnonymous xNpRh7100% (1)
- Dop, Dap, Dam, Bimanual1 CorregidoDocument42 pagesDop, Dap, Dam, Bimanual1 CorregidoLuis Portella Hurtado100% (11)
- Instrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108D'EverandInstrumentación y control en instalaciones de proceso, energía y servicios auxiliares. QUIE0108Pas encore d'évaluation
- Excel Caso FrankDocument45 pagesExcel Caso FrankChristian Huamani CervantesPas encore d'évaluation
- Acta de ConstituciónDocument5 pagesActa de ConstituciónChristian Huamani CervantesPas encore d'évaluation
- Caso Cerveceria Franka 1Document1 pageCaso Cerveceria Franka 1cmoralesmaximoPas encore d'évaluation
- BPCSDocument1 pageBPCSChristian Huamani CervantesPas encore d'évaluation
- Ficha de Inscripcion CET IIDocument1 pageFicha de Inscripcion CET IIChristian Huamani CervantesPas encore d'évaluation
- Formato 1 - EsanDocument3 pagesFormato 1 - EsanChristian Huamani CervantesPas encore d'évaluation
- Curso especial de titulación para elaboración del trabajo de suficiencia profesional en ingeniería industrial modalidad a distanciaDocument1 pageCurso especial de titulación para elaboración del trabajo de suficiencia profesional en ingeniería industrial modalidad a distanciaChristian Huamani CervantesPas encore d'évaluation
- Texto2 Parte 3Document8 pagesTexto2 Parte 3Christian Huamani CervantesPas encore d'évaluation
- Los OrganigramasDocument29 pagesLos OrganigramasDavid Navarrete100% (1)
- 01 PrenatalDocument40 pages01 PrenatalZoraima FernandezPas encore d'évaluation
- GeografiaDocument4 pagesGeografiaChristian Huamani CervantesPas encore d'évaluation
- Trabajo IndividualDocument4 pagesTrabajo IndividualChristian Huamani CervantesPas encore d'évaluation
- PíldorasDocument2 pagesPíldorasChristian Huamani CervantesPas encore d'évaluation
- Papa Nicola OuDocument14 pagesPapa Nicola OuChristian Huamani CervantesPas encore d'évaluation
- Maq Oper (Caso 1)Document3 pagesMaq Oper (Caso 1)Christian Huamani CervantesPas encore d'évaluation
- Motores AC y DC ResumenDocument10 pagesMotores AC y DC ResumenChristian Huamani CervantesPas encore d'évaluation
- Resolucion Examn FinalDocument4 pagesResolucion Examn FinalChristian Huamani CervantesPas encore d'évaluation
- Ingenieria de Proyecyos Goma de TaraDocument11 pagesIngenieria de Proyecyos Goma de TaraChristian Huamani CervantesPas encore d'évaluation
- Tabla de ArticulosDocument8 pagesTabla de ArticulosLuis Carlos MacchiPas encore d'évaluation
- Identificación de Factores de RiesgoDocument2 pagesIdentificación de Factores de RiesgoChristian Huamani CervantesPas encore d'évaluation
- Estudio de tiempos laboratorioDocument5 pagesEstudio de tiempos laboratorioChristian Huamani CervantesPas encore d'évaluation
- Caso Inicial de Tabla DinamicaDocument6 pagesCaso Inicial de Tabla DinamicaDennisC186Pas encore d'évaluation
- Analisis Estados FinancierosDocument9 pagesAnalisis Estados FinancierosChristian Huamani CervantesPas encore d'évaluation
- Objetivos de La Investigación 6Document16 pagesObjetivos de La Investigación 6Christian Huamani CervantesPas encore d'évaluation
- Tabla de ArticulosDocument8 pagesTabla de ArticulosLuis Carlos MacchiPas encore d'évaluation
- Los OrganigramasDocument29 pagesLos OrganigramasDavid Navarrete100% (1)
- El Hombre MediocreDocument2 pagesEl Hombre MediocreChristian Huamani CervantesPas encore d'évaluation
- Lote OptimoDocument5 pagesLote OptimoChristian Huamani CervantesPas encore d'évaluation
- Caso Inicial de Tabla DinamicaDocument6 pagesCaso Inicial de Tabla DinamicaDennisC186Pas encore d'évaluation
- Semana 16Document139 pagesSemana 16master1514100% (1)
- 2022 Matriz de Incidentes Críticos y RúbricaDocument4 pages2022 Matriz de Incidentes Críticos y RúbricaRodrigo Núñez VargasPas encore d'évaluation
- Ecologia I Parcial Msc. Edison CastroDocument94 pagesEcologia I Parcial Msc. Edison CastroDario CerezoPas encore d'évaluation
- Infografía Proceso de BúsquedaDocument6 pagesInfografía Proceso de Búsquedanacho gonzalezPas encore d'évaluation
- Taller Pensamiento EconomicoDocument4 pagesTaller Pensamiento EconomicoJeisson H. González100% (1)
- Manual de Ergonomia ForestalDocument475 pagesManual de Ergonomia Forestalfalelita100% (1)
- Niveles de Organización Biológica y La CélulaDocument5 pagesNiveles de Organización Biológica y La CélulaMagali González100% (3)
- Construyendo La Viabilidad Del Proyecto. Francisco Santiago SobreroDocument2 pagesConstruyendo La Viabilidad Del Proyecto. Francisco Santiago SobrerofranciscogigaredPas encore d'évaluation
- 4to Bio Guia 3Document4 pages4to Bio Guia 3Juana MorenoPas encore d'évaluation
- 00 Alivio de Las Situaciones Dificiles y Del Sufrimiento en La Terminalidad Editorial, ContenidoprimerasDocument12 pages00 Alivio de Las Situaciones Dificiles y Del Sufrimiento en La Terminalidad Editorial, ContenidoprimerasCelia Salmeron LopezPas encore d'évaluation
- Guia Santillana 6 Profesor PDF Aprendizaje Plan de EstudiosDocument1 pageGuia Santillana 6 Profesor PDF Aprendizaje Plan de Estudioselizabeth rodriguez chavarria0% (1)
- MatricesDocument4 pagesMatricesneferetPas encore d'évaluation
- Evaluación 1Document3 pagesEvaluación 1Ezequiel CordobaPas encore d'évaluation
- Informe 1 Q-OrganicaDocument10 pagesInforme 1 Q-OrganicaJazmin OshuaPas encore d'évaluation
- Sirenas de Mako Protagonistas - Búsqueda de GoogleDocument1 pageSirenas de Mako Protagonistas - Búsqueda de GoogleldiazarPas encore d'évaluation
- Diapositivas Plan CoachingDocument11 pagesDiapositivas Plan Coachinglizbeth carrasco nuñezPas encore d'évaluation
- Tarea2 FormularioDocument5 pagesTarea2 FormularioFreddy JacomePas encore d'évaluation
- Acondicionadores de TejidoDocument18 pagesAcondicionadores de Tejidogdvrchpx52Pas encore d'évaluation
- Planificación de MediosDocument26 pagesPlanificación de MediosAnonymous V6CgvvsWPas encore d'évaluation
- TEORÍA Y TÉCNICAS DE EVALUACIÓN PSICOLÓGICA IDocument7 pagesTEORÍA Y TÉCNICAS DE EVALUACIÓN PSICOLÓGICA IleticialauraPas encore d'évaluation
- Plan de TrabajoDocument18 pagesPlan de TrabajoYANETHPas encore d'évaluation
- PERITOSDocument61 pagesPERITOSPierrePas encore d'évaluation
- Manual RSE EntelDocument106 pagesManual RSE EntelFrancisco Xavier Mas100% (1)
- Miguel ImprimirDocument6 pagesMiguel Imprimirryan VqPas encore d'évaluation
- Frases de Matemáticas Con AmorDocument1 pageFrases de Matemáticas Con AmorJavier DancausaPas encore d'évaluation
- Modelos de Transporte-1Document24 pagesModelos de Transporte-1Joseph Sarath40% (5)
- Husky 1800 SDocument36 pagesHusky 1800 SAbdulla Ahmed AbdullaPas encore d'évaluation
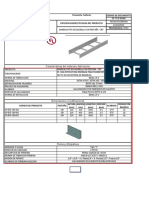
- Ficha Técnica 75 BANDEJA TIPO ESCALERILLA CON PESTAÑA DE 300, 400, 600 MMDocument1 pageFicha Técnica 75 BANDEJA TIPO ESCALERILLA CON PESTAÑA DE 300, 400, 600 MMTONYPas encore d'évaluation
- Arjun Appadurai en Su Libro “La Modernidad Desbordada- Dimensiones Culturales de La Globalización” Plantea Una Teoría de La Ruptura, En La Cual Sostiene Que La Modernidad Es Una Etapa Reciente en Donde Grandes Flujos rDocument2 pagesArjun Appadurai en Su Libro “La Modernidad Desbordada- Dimensiones Culturales de La Globalización” Plantea Una Teoría de La Ruptura, En La Cual Sostiene Que La Modernidad Es Una Etapa Reciente en Donde Grandes Flujos rEmanuel AlejandroPas encore d'évaluation
- Algoritmo de EuclidesDocument7 pagesAlgoritmo de EuclidesJoseph Pinchi VargasPas encore d'évaluation