Vous aimerez peut-être aussi
- Curso de Electrónica - Electrónica BásicaD'EverandCurso de Electrónica - Electrónica BásicaÉvaluation : 4 sur 5 étoiles4/5 (12)
- Planificacion de Artes Visuales 1 BasicoDocument49 pagesPlanificacion de Artes Visuales 1 BasicoKaren Hernández Siebald90% (30)
- UF1670 - Reparación de equipos mecánicos y eléctricos de plantas de tratamiento de agua y plantas depuradorasD'EverandUF1670 - Reparación de equipos mecánicos y eléctricos de plantas de tratamiento de agua y plantas depuradorasÉvaluation : 5 sur 5 étoiles5/5 (1)
- Informe 1 de laboratorio-TERMOMETRIA Y SENSORES DE TEMPERATURADocument5 pagesInforme 1 de laboratorio-TERMOMETRIA Y SENSORES DE TEMPERATURACristian Condori JaraPas encore d'évaluation
- KOSA EspDocument376 pagesKOSA EspInma GIL100% (4)
- Adecuadores de SenalDocument11 pagesAdecuadores de SenalVanessa BarrosoPas encore d'évaluation
- Guia Laboratorio 2.1 - RTD - TermistorDocument6 pagesGuia Laboratorio 2.1 - RTD - TermistorDAVID ISMAEL COLLAGUAZO AMORESPas encore d'évaluation
- Laboratorio Calificado 1 (Sensor de Temperatura)Document8 pagesLaboratorio Calificado 1 (Sensor de Temperatura)Alfredo Cardenas SudarioPas encore d'évaluation
- Informe Sensores Termocuplas y TermoresistoresDocument8 pagesInforme Sensores Termocuplas y Termoresistoresedison cedeñoPas encore d'évaluation
- Tema - 6 - Sensores de Temperatura - MAR - 2019Document69 pagesTema - 6 - Sensores de Temperatura - MAR - 2019Pablo JiménezPas encore d'évaluation
- Practica 1Document8 pagesPractica 1David RodriguezPas encore d'évaluation
- Laboratorio 3 TeoríaDocument10 pagesLaboratorio 3 TeoríaCRISTIAN LEVI ALBORNOZ REATEGUIPas encore d'évaluation
- 2022 Preguntas Final 07 - 12Document47 pages2022 Preguntas Final 07 - 12Lu ReynosoPas encore d'évaluation
- SA Tema 04 - ResistivosDocument19 pagesSA Tema 04 - ResistivosIbon MaizPas encore d'évaluation
- Informe #05 - Resistencias VariablesDocument10 pagesInforme #05 - Resistencias VariablesVladimir Q. MéndezPas encore d'évaluation
- Sin TítuloDocument17 pagesSin TítuloCristian DuartePas encore d'évaluation
- Principios y Técnicas de La Medición de TemperaturaDocument6 pagesPrincipios y Técnicas de La Medición de TemperaturaDaniel Nuñez HernandezPas encore d'évaluation
- Clase 6 - TX Temperatura PDFDocument39 pagesClase 6 - TX Temperatura PDFAndrea Jimena Vasquez SuarezPas encore d'évaluation
- Esquemas Genéricos de Sistemas de Medición y Tipos de SensoresDocument17 pagesEsquemas Genéricos de Sistemas de Medición y Tipos de SensoresEarlyth GarciaPas encore d'évaluation
- Portafolio Sensores y ActuadoresDocument220 pagesPortafolio Sensores y ActuadoresSAID GARCIAPas encore d'évaluation
- Tarea Tema 4Document6 pagesTarea Tema 4rosalyn bolivarPas encore d'évaluation
- Actividad Medidores-De-PresionDocument8 pagesActividad Medidores-De-PresionAlberto SerranoPas encore d'évaluation
- Practica k2Document13 pagesPractica k2PabloAmbatoPas encore d'évaluation
- Informe de Laboratorio de Circuitos Electricos I - Numero 03Document23 pagesInforme de Laboratorio de Circuitos Electricos I - Numero 03Giancarlo AstochadoPas encore d'évaluation
- Presentacion Sensores RTDDocument19 pagesPresentacion Sensores RTDOrlando MelipillanPas encore d'évaluation
- Preparatorio 2.1 - Villacis - StevenDocument13 pagesPreparatorio 2.1 - Villacis - StevenSantiago ErickPas encore d'évaluation
- Unidad II Entrada y Salida AnalógicaDocument10 pagesUnidad II Entrada y Salida AnalógicaEugenio PelaezPas encore d'évaluation
- Practicas TermistoresDocument9 pagesPracticas Termistoresjorgesantmont100% (1)
- Taller de ElectricidadDocument98 pagesTaller de ElectricidadKranford Castillo LázaroPas encore d'évaluation
- Sensores de TemperaturaDocument20 pagesSensores de TemperaturaHALCOCERPas encore d'évaluation
- Tarea SensoresDocument9 pagesTarea Sensoreskarlis-020Pas encore d'évaluation
- Laboratorio 3 Lineas EquipotencialesDocument17 pagesLaboratorio 3 Lineas EquipotencialesOtto lopezPas encore d'évaluation
- Sensores TemperaturaDocument14 pagesSensores TemperaturaPeralta PeraltaPas encore d'évaluation
- Unidad 2º 1 Parte - Sensores Continuos de TemperaturaDocument10 pagesUnidad 2º 1 Parte - Sensores Continuos de Temperaturaramiro11062011Pas encore d'évaluation
- Informe 4 Fisica III (2) Ley de HomsDocument13 pagesInforme 4 Fisica III (2) Ley de HomsGerson Favio Diaz choquePas encore d'évaluation
- Informe PTCDocument15 pagesInforme PTCAnonymous sWuWS4cRlPas encore d'évaluation
- Profesor: BachillerDocument37 pagesProfesor: BachillerTaymi Zurai Monroy CruzPas encore d'évaluation
- Sensores y TransductoresDocument27 pagesSensores y TransductoresMarco Garcia0% (1)
- 23 RTDDocument12 pages23 RTDgasparresPas encore d'évaluation
- Práctica 03 LabDocument9 pagesPráctica 03 LabOtto lopezPas encore d'évaluation
- Sensores y Medición de TemperaturaDocument6 pagesSensores y Medición de TemperaturaKelvin J. GarciaPas encore d'évaluation
- Qué Es Un TermoparDocument7 pagesQué Es Un TermoparJavier Rodriguez GonzalezPas encore d'évaluation
- 1 - Sensórica y ActóricaDocument58 pages1 - Sensórica y ActóricaEdgard VásquezPas encore d'évaluation
- Resistencia VariableDocument51 pagesResistencia VariableRoy Elvis Canchanya BalbinPas encore d'évaluation
- Taller Sensores y TransductoresDocument3 pagesTaller Sensores y Transductoresstudios art leePas encore d'évaluation
- Sensores Termicos Informe 3Document11 pagesSensores Termicos Informe 3Eduitar RodriguezPas encore d'évaluation
- Informe Practica Nº4Document7 pagesInforme Practica Nº4Eddy Sambache100% (1)
- Clase de TermodinámicaDocument13 pagesClase de TermodinámicajosePas encore d'évaluation
- NTC y PTC ....Document21 pagesNTC y PTC ....Luis ChicaizaPas encore d'évaluation
- LABORATORIO Puente de WheatstoneDocument29 pagesLABORATORIO Puente de WheatstoneYLP TECNICO METROALARMASPas encore d'évaluation
- Ensayo Medidores de TemperaturaDocument8 pagesEnsayo Medidores de TemperaturaVanessa HernandezPas encore d'évaluation
- Preparatorio 2 TermistorDocument9 pagesPreparatorio 2 TermistorSantiago ErickPas encore d'évaluation
- Lectura 8 - FÍSICA (José Carlos QUIÑONES PUMA)Document2 pagesLectura 8 - FÍSICA (José Carlos QUIÑONES PUMA)Mas Chap LibrePas encore d'évaluation
- Acondicionamiento RTDDocument31 pagesAcondicionamiento RTDioricrisPas encore d'évaluation
- Medidores de Caudal-BoquillasDocument35 pagesMedidores de Caudal-BoquillasCaroline Aleja DomVar100% (1)
- Practica de Instrumentos Medicion ElectricaDocument8 pagesPractica de Instrumentos Medicion ElectricaJhon FloresPas encore d'évaluation
- Transductores de TemperaturaDocument14 pagesTransductores de TemperaturamantrefriPas encore d'évaluation
- LEM 1 - Previo 2Document11 pagesLEM 1 - Previo 2marordmuPas encore d'évaluation
- Fenomeno Eléctricos Semestre IIDocument29 pagesFenomeno Eléctricos Semestre IIDaniela Jaqueline Aramayo HinojosaPas encore d'évaluation
- Experiencias sobre circuitos eléctricos en serie operados por corriente directaD'EverandExperiencias sobre circuitos eléctricos en serie operados por corriente directaPas encore d'évaluation
- Ingeniería química. Soluciones a los problemas del tomo ID'EverandIngeniería química. Soluciones a los problemas del tomo IPas encore d'évaluation
- Prueba de EstanqueidadDocument2 pagesPrueba de EstanqueidadJoseph Hensy Sierra YayaPas encore d'évaluation
- Diseño Pavimento Flexible-EJEMPLO - V3Document3 pagesDiseño Pavimento Flexible-EJEMPLO - V3Joseph Hensy Sierra YayaPas encore d'évaluation
- Prueba de Estanqueidad Registro 1Document1 pagePrueba de Estanqueidad Registro 1Joseph Hensy Sierra YayaPas encore d'évaluation
- ANEXOS-registro de Capacitacion PDFDocument1 pageANEXOS-registro de Capacitacion PDFJoseph Hensy Sierra YayaPas encore d'évaluation
- Tutorial s10 - ResumenDocument2 pagesTutorial s10 - ResumenJoseph Hensy Sierra YayaPas encore d'évaluation
- Asfalto-¿Conviene Modificarlos?Document5 pagesAsfalto-¿Conviene Modificarlos?Joseph Hensy Sierra YayaPas encore d'évaluation
- Asfalto - Modificarlos - IIDocument6 pagesAsfalto - Modificarlos - IIJoseph Hensy Sierra YayaPas encore d'évaluation
- Zonificacion de San Antonio de PaduaDocument1 pageZonificacion de San Antonio de PaduaJoseph Hensy Sierra YayaPas encore d'évaluation
- Estudios de Factibilidad PreinversionDocument3 pagesEstudios de Factibilidad PreinversionJoseph Hensy Sierra YayaPas encore d'évaluation
- Partes Trabbajo RentabilidadDocument1 pagePartes Trabbajo RentabilidadJoseph Hensy Sierra YayaPas encore d'évaluation
- Guia de Argis-Expropiacion de LotesDocument5 pagesGuia de Argis-Expropiacion de LotesJoseph Hensy Sierra YayaPas encore d'évaluation
- Panel Fotografico Limpieza, Descolmatacion de RioDocument8 pagesPanel Fotografico Limpieza, Descolmatacion de RioJoseph Hensy Sierra YayaPas encore d'évaluation
- Evaluación ESTRUCTURASDocument1 pageEvaluación ESTRUCTURASJoseph Hensy Sierra YayaPas encore d'évaluation
- Analisis de Vigas ContinuasDocument31 pagesAnalisis de Vigas ContinuasJoseph Hensy Sierra YayaPas encore d'évaluation
- Lavado de ManosDocument3 pagesLavado de ManosJoseph Hensy Sierra YayaPas encore d'évaluation
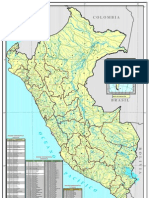
- Mapa Hidrografico Del PerúDocument1 pageMapa Hidrografico Del PerúEdward Cillomiz89% (9)
- Medidas y Cuidados PACIENTEDocument3 pagesMedidas y Cuidados PACIENTEJoseph Hensy Sierra YayaPas encore d'évaluation
- Laboratorio Analisis Estructural Sap2000Document5 pagesLaboratorio Analisis Estructural Sap2000Joseph Hensy Sierra YayaPas encore d'évaluation
- La DiarreaDocument4 pagesLa DiarreaJoseph Hensy Sierra YayaPas encore d'évaluation
- Enfermedad Diarreica AgudaDocument3 pagesEnfermedad Diarreica AgudaJoseph Hensy Sierra YayaPas encore d'évaluation
- PASOS Trabajo de Investigación 1Document8 pagesPASOS Trabajo de Investigación 1Joseph Hensy Sierra YayaPas encore d'évaluation
- Cuántos Ladrillos Entran en Un Metro Cuadrado de MuroDocument5 pagesCuántos Ladrillos Entran en Un Metro Cuadrado de MuroMiguel GardeazabalPas encore d'évaluation
- Formato Nformes Proyectos, InvestigacionesDocument4 pagesFormato Nformes Proyectos, InvestigacionesJoseph Hensy Sierra YayaPas encore d'évaluation
- Ayudas FlibreDocument30 pagesAyudas FlibreYenni Carolina Sanchez VanegasPas encore d'évaluation
- Mecanica Fluidos 4Document18 pagesMecanica Fluidos 4Dennis Chinguel RojasPas encore d'évaluation
- Jalon Tanago 1998Document10 pagesJalon Tanago 1998ajlagunaPas encore d'évaluation
- Electronica Basica UNFV 2012Document17 pagesElectronica Basica UNFV 2012jose_17_7_3087605Pas encore d'évaluation
- Ecuaciones DiferencialesDocument20 pagesEcuaciones DiferencialesVictor Hugo GutierrezPas encore d'évaluation
- Ensayos Estandares de SuelosDocument104 pagesEnsayos Estandares de SuelosJoseph Hensy Sierra Yaya75% (4)
- Loc TiteDocument14 pagesLoc TitekelvinPas encore d'évaluation
- El Siga Como Una Mejora de Control en Los Procedimientos Administrativos y Patrimoniales en La Municipalidad Distrital de Pimentel 2021Document25 pagesEl Siga Como Una Mejora de Control en Los Procedimientos Administrativos y Patrimoniales en La Municipalidad Distrital de Pimentel 2021Laurita GomezPas encore d'évaluation
- Packet Tracer - Configurar Una Red Inalámbrica: ObjetivosDocument8 pagesPacket Tracer - Configurar Una Red Inalámbrica: ObjetivosNICOL BRIGIETH RIOS HOYOSPas encore d'évaluation
- Polimeros 1Document48 pagesPolimeros 1Glenda Tesen QuispePas encore d'évaluation
- Desarrolo de La Capacidad MemoristicaDocument12 pagesDesarrolo de La Capacidad MemoristicaMarinelPas encore d'évaluation
- Examen - Actividad de Puntos Evaluables - Escenario 2 Segundo IntentoDocument6 pagesExamen - Actividad de Puntos Evaluables - Escenario 2 Segundo Intentojennifer sierraPas encore d'évaluation
- Caso Practico Fusion de SociedadesDocument6 pagesCaso Practico Fusion de SociedadesKier Ethan Chavez RodasPas encore d'évaluation
- MAPA MENTAL Sociologia y PsicologiaDocument1 pageMAPA MENTAL Sociologia y PsicologiaAlejandra QuinteroPas encore d'évaluation
- Escobar Modulo I DirectivasDocument3 pagesEscobar Modulo I DirectivasJesús AlejandroPas encore d'évaluation
- Proyecto ProductivoDocument60 pagesProyecto ProductivoZairha Daniela Peña BalantaPas encore d'évaluation
- (IPOO) ProyectoDocument4 pages(IPOO) Proyectojuan manuel urbano torresPas encore d'évaluation
- Ejemplos Pruebas Gestión Empresarial BIDocument2 pagesEjemplos Pruebas Gestión Empresarial BIMarilyn Ayala67% (9)
- Descriptores de Cargo - 2018Document3 pagesDescriptores de Cargo - 2018Pablo Painen GonzalezPas encore d'évaluation
- Examen Nombre Jorge Ivan Lozano Belmontes 2a Mi PDFDocument7 pagesExamen Nombre Jorge Ivan Lozano Belmontes 2a Mi PDFJosé Luis-099 EspartanPas encore d'évaluation
- La HormesisDocument7 pagesLa HormesisKanmen QingPas encore d'évaluation
- Biosensores y BiomarcadoresDocument63 pagesBiosensores y BiomarcadoresMiguel AlfaroPas encore d'évaluation
- Vive Un Inicio Ganador en YanbalDocument1 pageVive Un Inicio Ganador en YanbalAmparo HuancaPas encore d'évaluation
- Tic 1 - G3 - TP FinalDocument14 pagesTic 1 - G3 - TP FinalCaro FriedPas encore d'évaluation
- Areas de Las Principales Figuras Geometricas para Segundo de SecundariaDocument5 pagesAreas de Las Principales Figuras Geometricas para Segundo de SecundariaAntonioPas encore d'évaluation
- 7 Habilidades Necesarias para El BibliotecarioDocument5 pages7 Habilidades Necesarias para El BibliotecarioPablo Sergio AmarillaPas encore d'évaluation
- CL - P - 5to Grado - S5 - Normativa Del Sustantivo I - Numero PDFDocument3 pagesCL - P - 5to Grado - S5 - Normativa Del Sustantivo I - Numero PDFAnonymous R94xpT5Pas encore d'évaluation
- Curso Gratuito Formacion de Capacitadores CertificadosDocument102 pagesCurso Gratuito Formacion de Capacitadores CertificadosCarlos RiveraPas encore d'évaluation
- Ficha Tecnica Consrucciones NEWCONEX CONSTRUCTORA 2020 1Document60 pagesFicha Tecnica Consrucciones NEWCONEX CONSTRUCTORA 2020 1Andres Pinzon VargasPas encore d'évaluation
- Como Tomar GuacoDocument3 pagesComo Tomar GuacorogercopaPas encore d'évaluation
- Guía Disoluciones PDFDocument3 pagesGuía Disoluciones PDFAnonymous h5jsPk0zPas encore d'évaluation
- Preliminar de Declaracion de Islr FormatoDocument3 pagesPreliminar de Declaracion de Islr FormatoAlexisPas encore d'évaluation
- Informe Topografico Poligonal AbiertaDocument9 pagesInforme Topografico Poligonal AbiertaRoyman RamírezPas encore d'évaluation
- David Pedro R - Sociologia JuridicaDocument293 pagesDavid Pedro R - Sociologia JuridicaderechorumusPas encore d'évaluation