Vous aimerez peut-être aussi
- Balsamo LabialDocument3 pagesBalsamo LabialAndrea Hernández100% (1)
- Alineamiento NumeroOf Uso - SueloDocument1 pageAlineamiento NumeroOf Uso - SueloBetzabeth JacintoPas encore d'évaluation
- Adiccion Al CelularDocument3 pagesAdiccion Al CelularAndrea HernándezPas encore d'évaluation
- Manual de Servicio TV LG RP-21FD15, RP-21FD15G (Chasis MC-059A)Document23 pagesManual de Servicio TV LG RP-21FD15, RP-21FD15G (Chasis MC-059A)carg666100% (1)
- ExamenDocument11 pagesExamenSALATIEL88% (24)
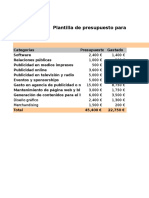
- Plantilla Presupuesto MarketingDocument4 pagesPlantilla Presupuesto MarketingAndrea HernándezPas encore d'évaluation
- SGS-LCH-ME-06 - Determinacion de Molibdeno Por GravimetriaDocument6 pagesSGS-LCH-ME-06 - Determinacion de Molibdeno Por GravimetriaJhonny Aguilar100% (2)
- Envases de MetalDocument30 pagesEnvases de MetalAndrea Hernández100% (1)
- Estado de Resultados y Balance GeneralDocument6 pagesEstado de Resultados y Balance GeneralAndrea HernándezPas encore d'évaluation
- Plantilla Presupuesto MarketingDocument4 pagesPlantilla Presupuesto MarketingAndrea HernándezPas encore d'évaluation
- Huevos y OvoproductosDocument19 pagesHuevos y OvoproductosAndrea HernándezPas encore d'évaluation
- RTCA Términos LecherosDocument7 pagesRTCA Términos LecherosAndrea HernándezPas encore d'évaluation
- CloraminasDocument4 pagesCloraminasAndrea HernándezPas encore d'évaluation
- RTCA Néctares de FrutasDocument14 pagesRTCA Néctares de FrutasAndrea HernándezPas encore d'évaluation
- Hiperboloide de Una HojaDocument6 pagesHiperboloide de Una HojaAndrea Hernández0% (1)
- Informe de Topografia IDocument10 pagesInforme de Topografia IDaniel ReyPas encore d'évaluation
- Método de Valuación - UEPS & PEPSDocument3 pagesMétodo de Valuación - UEPS & PEPSheidy olan araPas encore d'évaluation
- Menor Cuantía de Bienes Y/O Servicios Versión SERCOP 1.1 (20 de Febrero 2014)Document23 pagesMenor Cuantía de Bienes Y/O Servicios Versión SERCOP 1.1 (20 de Febrero 2014)Mauricio MallaPas encore d'évaluation
- Subcontrato de Estructura (Jubar Contructores - Grupo RASA)Document5 pagesSubcontrato de Estructura (Jubar Contructores - Grupo RASA)Rasec IsnayPas encore d'évaluation
- SFE-ATP-210-21-349-REV2015 Mantención Harnero de Discos Scalper PDFDocument5 pagesSFE-ATP-210-21-349-REV2015 Mantención Harnero de Discos Scalper PDFBernardo RCPas encore d'évaluation
- La Communication Intercellulaire Chez Myxococcus Xanthus (Langue: Esp)Document17 pagesLa Communication Intercellulaire Chez Myxococcus Xanthus (Langue: Esp)benoitdriencourtPas encore d'évaluation
- Kaizen FinalDocument34 pagesKaizen FinalfuljitoPas encore d'évaluation
- AgrariaDocument143 pagesAgrariamelissa020899Pas encore d'évaluation
- Seminario Internacional de Frutas TropicalesDocument6 pagesSeminario Internacional de Frutas TropicalesCarlos EduardoPas encore d'évaluation
- Unidad Ii - Algebra LinealDocument19 pagesUnidad Ii - Algebra LinealJuan Rios DavilaPas encore d'évaluation
- Manejo Integrado Del Oregano 2019Document29 pagesManejo Integrado Del Oregano 2019Marco Antonio HuacolloPas encore d'évaluation
- Malla Tecnología e Informatica SegundoDocument6 pagesMalla Tecnología e Informatica SegundocelisPas encore d'évaluation
- Ejemplo Instrumento Numero Treinta y NueveDocument2 pagesEjemplo Instrumento Numero Treinta y NueveAmy L.Pas encore d'évaluation
- 4a 0196 Im PDFDocument277 pages4a 0196 Im PDFElier Obando FloresPas encore d'évaluation
- Syllabus Der. Bancario 17-2Document11 pagesSyllabus Der. Bancario 17-2rosasdominguezmariaeugeniaPas encore d'évaluation
- Gestión Del TransporteDocument7 pagesGestión Del TransporteAdrian ChibaPas encore d'évaluation
- Listado de Costumbres MercantilesDocument21 pagesListado de Costumbres MercantilesDiegojosee22Pas encore d'évaluation
- Matriz de Validacion TerminadaDocument5 pagesMatriz de Validacion TerminadaCecilia Jimenez100% (1)
- 40 - 102cm - 40BJ4E - BJ4 Series - Sharp EUDocument1 page40 - 102cm - 40BJ4E - BJ4 Series - Sharp EUCristina Piñol CorbellaPas encore d'évaluation
- 1.3. Descuento Simple - Blog de ADEDocument5 pages1.3. Descuento Simple - Blog de ADEAriana Issa JungPas encore d'évaluation
- F.T Piedralumbre Molida y RocaDocument1 pageF.T Piedralumbre Molida y Rocafundacion sinapsis vitalPas encore d'évaluation
- Red HFCDocument7 pagesRed HFCAndresPas encore d'évaluation
- Clase 3 Dinero en Equilibrio GeneralDocument37 pagesClase 3 Dinero en Equilibrio GeneralJohn CubaPas encore d'évaluation
- 3 PropagaciónDocument44 pages3 PropagaciónluisPas encore d'évaluation
- Informe Grupo Souto. Raul A. y Juan MDocument38 pagesInforme Grupo Souto. Raul A. y Juan MJhonaykellPas encore d'évaluation
- Revista Integracion y Comercio 42 PDFDocument173 pagesRevista Integracion y Comercio 42 PDFFabian VillotaPas encore d'évaluation