Vous aimerez peut-être aussi
- Organic Chemistry 1Document265 pagesOrganic Chemistry 1Israk Mustakim IslamPas encore d'évaluation
- Risk Assessment Checklist - Use of Vlsfo Without Lab Analysis Report - 2022-12-20 - 16-29-43Document2 pagesRisk Assessment Checklist - Use of Vlsfo Without Lab Analysis Report - 2022-12-20 - 16-29-43ARUN100% (1)
- 7 - Quick Closing ValveDocument4 pages7 - Quick Closing ValveRanjan DiptanshuPas encore d'évaluation
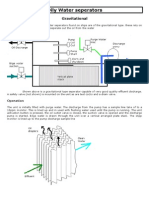
- Oily Water SeparatorDocument24 pagesOily Water Separatormodisunami100% (1)
- Odms E-14 Ef009-50 - ManualDocument247 pagesOdms E-14 Ef009-50 - ManualMaksym KlymenkoPas encore d'évaluation
- Bilge Oily Water SeparatorDocument25 pagesBilge Oily Water Separatornguyenvanhai19031981100% (2)
- Separator (Grs-10eb 100eb) Manual (Rev4)Document16 pagesSeparator (Grs-10eb 100eb) Manual (Rev4)voinea ionut75% (4)
- Framo Service ManualDocument82 pagesFramo Service ManualednsmnPas encore d'évaluation
- Robinair Bombas de Vacío 15401 601Document32 pagesRobinair Bombas de Vacío 15401 601MarcWorld100% (1)
- Alpha Lubricator Emergency OperationDocument2 pagesAlpha Lubricator Emergency OperationTimmyJuriPas encore d'évaluation
- ORB Entry Guidelines - For Panama Vessels Only (Part III Entries)Document5 pagesORB Entry Guidelines - For Panama Vessels Only (Part III Entries)Tarek mahmood rahathPas encore d'évaluation
- RWO Oily Water Separator PDFDocument28 pagesRWO Oily Water Separator PDFИван БугаенкоPas encore d'évaluation
- Headway User Manual 2.6.5.0 - DianellaDocument189 pagesHeadway User Manual 2.6.5.0 - Dianellamotor tankerPas encore d'évaluation
- Modbus Manual For The CLX, CLX-XT and Clx-Ex Online Chlorine AnalyzerDocument14 pagesModbus Manual For The CLX, CLX-XT and Clx-Ex Online Chlorine AnalyzerIgor Doroshchuk100% (2)
- Jowa 3 Sep Ows Manual Rev DDocument232 pagesJowa 3 Sep Ows Manual Rev DАндрей Долгов86% (7)
- Incinerator: Make: Sunflame Type: OSVDocument40 pagesIncinerator: Make: Sunflame Type: OSVravilullaPas encore d'évaluation
- Zander OWS EcoSep WT-5-10-20-30 ManualDocument9 pagesZander OWS EcoSep WT-5-10-20-30 ManualMistysPartsPas encore d'évaluation
- Collision ValveDocument7 pagesCollision ValveInan AkdoganPas encore d'évaluation
- OMD - 24 - E. DECKMA HAMBURG Gmb.Document30 pagesOMD - 24 - E. DECKMA HAMBURG Gmb.ИгорьPas encore d'évaluation
- Bilgmon488 Instruction ManualDocument25 pagesBilgmon488 Instruction ManualÖzgürMetinPas encore d'évaluation
- Rivertrace Engineering Smart Cell Bilge ManualDocument29 pagesRivertrace Engineering Smart Cell Bilge ManualTaufiq Omar Hasan100% (1)
- ORB Guidelines Ver 20110811Document16 pagesORB Guidelines Ver 20110811Ivan Maltsev100% (2)
- Lifeboat Engine Operation Manual 380JDocument29 pagesLifeboat Engine Operation Manual 380JDuarte100% (2)
- Purifier Manual Starting StoppingDocument3 pagesPurifier Manual Starting Stoppingavm4343Pas encore d'évaluation
- Cleaning of FIVA Valves in ServiceDocument5 pagesCleaning of FIVA Valves in ServiceValeriy DomashenkoPas encore d'évaluation
- Erma First Ballast Water Treatment SystemDocument5 pagesErma First Ballast Water Treatment SystemKatsaras Sotiris0% (1)
- Unitor MsdsDocument5 pagesUnitor Msdsvakil0% (1)
- CSE 202.04 Inspection of Concrete StructuresDocument67 pagesCSE 202.04 Inspection of Concrete StructuresJellyn BasePas encore d'évaluation
- Hyper Mist Water FogDocument94 pagesHyper Mist Water FogRegal Symon67% (3)
- FRAMODocument128 pagesFRAMOFanisKountouris100% (5)
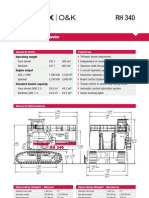
- Hydraulic Mining ExcavatorDocument8 pagesHydraulic Mining Excavatorasditia_07100% (1)
- ODME ExplainationDocument36 pagesODME ExplainationRachit Srivastava100% (2)
- Final Selection Criteria Tunnel Cons TraDocument32 pagesFinal Selection Criteria Tunnel Cons TraMd Mobshshir NayeemPas encore d'évaluation
- Mgps ManualDocument9 pagesMgps ManualMandeep Singh Kahlon100% (2)
- Sauter Valve 1763170steam Reg. ValveDocument24 pagesSauter Valve 1763170steam Reg. ValveSergei GovorkoPas encore d'évaluation
- 2.5-4 Engine Telegraph System - User ManualDocument84 pages2.5-4 Engine Telegraph System - User ManualJorge Arimana100% (1)
- Allweiler Screw PumpsDocument44 pagesAllweiler Screw PumpsÖzgürMetinPas encore d'évaluation
- Jowa Backflush ProcedureDocument2 pagesJowa Backflush ProcedureMYO WINPas encore d'évaluation
- ODME Test Procedures ColorDocument3 pagesODME Test Procedures ColorMarshn man100% (2)
- Inst Book For Alpha Lubricator System-Doosan PDFDocument285 pagesInst Book For Alpha Lubricator System-Doosan PDFSumit Chandwani100% (1)
- Oily Water SeperatorsDocument2 pagesOily Water SeperatorsJitendra KumarPas encore d'évaluation
- 78 - RT-Flex - CLU-4 Cylinder Lubricating SystemDocument19 pages78 - RT-Flex - CLU-4 Cylinder Lubricating SystemVignesh Krishnamoorthy100% (2)
- InstructionManual BookDocument62 pagesInstructionManual Bookankit100% (1)
- Wall Wash Test ProceduresDocument5 pagesWall Wash Test Proceduresrabi4457Pas encore d'évaluation
- Installation Instructions: Oily Water Separator SKIT/S-DEBDocument28 pagesInstallation Instructions: Oily Water Separator SKIT/S-DEBJano GoñiPas encore d'évaluation
- PURIFIERSDocument7 pagesPURIFIERSjames dogelioPas encore d'évaluation
- Wartsilla 3223v Design DRWNGDocument136 pagesWartsilla 3223v Design DRWNGKhair AzharPas encore d'évaluation
- Vapour Drop CalculationsDocument11 pagesVapour Drop Calculationskneller100% (1)
- Operating and Maintenance InstructionsDocument20 pagesOperating and Maintenance InstructionsJano Goñi100% (1)
- On Board Measurements of Scrubberperformance On VesselsDocument19 pagesOn Board Measurements of Scrubberperformance On VesselsYao WeiPas encore d'évaluation
- 10-Operation of Framo Cargo PumpsDocument8 pages10-Operation of Framo Cargo PumpswojciechkoziolPas encore d'évaluation
- Alfa Laval PureBallast 3Document45 pagesAlfa Laval PureBallast 3pimentel.octavio2678100% (1)
- Oily Water SeparatorDocument5 pagesOily Water SeparatorFe Capricho100% (1)
- Air Compressor HatlapaDocument445 pagesAir Compressor HatlapaSelen Profa Selenutza100% (1)
- OwsDocument10 pagesOwsAnte BudimirPas encore d'évaluation
- Marine PurifierDocument30 pagesMarine PurifierJayDelosSantos100% (1)
- FOBAS Change Over Calculator v6 1Document4 pagesFOBAS Change Over Calculator v6 1Ankit Kumaar100% (1)
- Instruction Book PA625 (Hfo-Mdo)Document192 pagesInstruction Book PA625 (Hfo-Mdo)ÖzgürMetin100% (1)
- Failure of Inert GasDocument3 pagesFailure of Inert GasVarun Agrawal100% (2)
- BIAN How To Guide Developing Content V7.0 Final V1.0 PDFDocument72 pagesBIAN How To Guide Developing Content V7.0 Final V1.0 PDFميلاد نوروزي رهبرPas encore d'évaluation
- MM-18 - Bilge Separator - OPERATION MANUALDocument24 pagesMM-18 - Bilge Separator - OPERATION MANUALKyaw Swar Latt100% (2)
- Marine IncineratorDocument3 pagesMarine IncineratorJohn SnowPas encore d'évaluation
- An Introduction To Vibration Aspects of Two-Stroke Diesel Engines I, N ShipsDocument11 pagesAn Introduction To Vibration Aspects of Two-Stroke Diesel Engines I, N Shipshpss77100% (1)
- HTTP Bulletins - Wartsila.com Bulletins File WCH RTA-79 2Document4 pagesHTTP Bulletins - Wartsila.com Bulletins File WCH RTA-79 2Riddhi DasPas encore d'évaluation
- Bow ThrusterDocument19 pagesBow ThrusterAnakin SkywalkerPas encore d'évaluation
- ODMEDocument42 pagesODMEThirawat Thitisitthikorn100% (2)
- MgpsDocument2 pagesMgpsSumeet SawantPas encore d'évaluation
- HFM 15ppm Bilge Separator Operation ManualDocument24 pagesHFM 15ppm Bilge Separator Operation ManualNguyen Phuoc HoPas encore d'évaluation
- 15 PPM BILGE SEPARATOR OPERATION MANUAL PDFDocument22 pages15 PPM BILGE SEPARATOR OPERATION MANUAL PDFPrince DhakaPas encore d'évaluation
- TM620 LeafletDocument4 pagesTM620 LeafletÖzgürMetinPas encore d'évaluation
- Bollfilter Pres Indicator Type 4.36.2 PDFDocument2 pagesBollfilter Pres Indicator Type 4.36.2 PDFÖzgürMetin100% (1)
- HFE0106 TraskPart2Document5 pagesHFE0106 TraskPart2arunkr1Pas encore d'évaluation
- Standard Test Methods For Rheological Properties of Non-Newtonian Materials by Rotational (Brookfield Type) ViscometerDocument8 pagesStandard Test Methods For Rheological Properties of Non-Newtonian Materials by Rotational (Brookfield Type) ViscometerRodrigo LopezPas encore d'évaluation
- Production of Bioethanol From Empty Fruit Bunch (Efb) of Oil PalmDocument26 pagesProduction of Bioethanol From Empty Fruit Bunch (Efb) of Oil PalmcelestavionaPas encore d'évaluation
- PP Master Data Version 002Document34 pagesPP Master Data Version 002pranitPas encore d'évaluation
- Jee MainsDocument32 pagesJee Mainsjhaayushbhardwaj9632Pas encore d'évaluation
- EKRP311 Vc-Jun2022Document3 pagesEKRP311 Vc-Jun2022dfmosesi78Pas encore d'évaluation
- Odisha State Museum-1Document26 pagesOdisha State Museum-1ajitkpatnaikPas encore d'évaluation
- Math 9 Quiz 4Document3 pagesMath 9 Quiz 4Lin SisombounPas encore d'évaluation
- TraceDocument5 pagesTraceNorma TellezPas encore d'évaluation
- (Campus of Open Learning) University of Delhi Delhi-110007Document1 page(Campus of Open Learning) University of Delhi Delhi-110007Sahil Singh RanaPas encore d'évaluation
- Notes On Antibodies PropertiesDocument3 pagesNotes On Antibodies PropertiesBidur Acharya100% (1)
- Civ Beyond Earth HotkeysDocument1 pageCiv Beyond Earth HotkeysExirtisPas encore d'évaluation
- Walking in Space - Lyrics and Chord PatternDocument2 pagesWalking in Space - Lyrics and Chord Patternjohn smithPas encore d'évaluation
- Item Analysis and Test BankingDocument23 pagesItem Analysis and Test BankingElenita-lani Aguinaldo PastorPas encore d'évaluation
- Power Curbers, Inc. v. E. D. Etnyre & Co. and A. E. Finley & Associates, Inc., 298 F.2d 484, 4th Cir. (1962)Document18 pagesPower Curbers, Inc. v. E. D. Etnyre & Co. and A. E. Finley & Associates, Inc., 298 F.2d 484, 4th Cir. (1962)Scribd Government DocsPas encore d'évaluation
- GE 7 ReportDocument31 pagesGE 7 ReportMark Anthony FergusonPas encore d'évaluation
- Product Manual 26086 (Revision E) : EGCP-2 Engine Generator Control PackageDocument152 pagesProduct Manual 26086 (Revision E) : EGCP-2 Engine Generator Control PackageErick KurodaPas encore d'évaluation
- Cetie Guide No1 EngDocument55 pagesCetie Guide No1 EngJose Manuel Sepulveda RomanPas encore d'évaluation
- Syllabus: What Is Artificial Intelligence? ProblemsDocument66 pagesSyllabus: What Is Artificial Intelligence? ProblemsUdupiSri groupPas encore d'évaluation
- Prospekt Puk U5 en Mail 1185Document8 pagesProspekt Puk U5 en Mail 1185sakthivelPas encore d'évaluation
- Final WMS2023 HairdressingDocument15 pagesFinal WMS2023 HairdressingMIRAWATI SAHIBPas encore d'évaluation
- Introduction - Livspace - RenoDocument12 pagesIntroduction - Livspace - RenoMêghnâ BîswâsPas encore d'évaluation
- Stentofon Pulse: IP Based Intercom SystemDocument22 pagesStentofon Pulse: IP Based Intercom SystemCraigPas encore d'évaluation
- Stone As A Building Material: LateriteDocument13 pagesStone As A Building Material: LateriteSatyajeet ChavanPas encore d'évaluation
- CH 04Document19 pagesCH 04Charmaine Bernados BrucalPas encore d'évaluation