Vous aimerez peut-être aussi
- Ajustes y ToleranciasDocument32 pagesAjustes y ToleranciasMikhael Giordan CAPas encore d'évaluation
- Elaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209D'EverandElaboración de programas de CNC para la fabricación de piezas por corte y conformado. FMEH0209Pas encore d'évaluation
- Sistema de Ajustes y ToleranciaDocument40 pagesSistema de Ajustes y ToleranciaKhaled Medina100% (1)
- Ajustes y Tolerancias (Metrología Avanzada)Document87 pagesAjustes y Tolerancias (Metrología Avanzada)Anonymous PedDFc9wIi100% (2)
- Ajustes y ToleranciasDocument60 pagesAjustes y ToleranciasAngel Echevarría AraucoPas encore d'évaluation
- Ajustes y ToleranciasDocument46 pagesAjustes y ToleranciasCee Iempymi100% (2)
- Cálculo de Engranajes CilíndricosDocument65 pagesCálculo de Engranajes CilíndricosLeslie Colina - Yeye100% (1)
- Ajustes y Tolerancias para La UniversidadDocument78 pagesAjustes y Tolerancias para La UniversidaddantePas encore d'évaluation
- Fresadora IDocument67 pagesFresadora ICesar RamosPas encore d'évaluation
- Elementos de MaquinasDocument38 pagesElementos de MaquinasJose AntonioPas encore d'évaluation
- Manual de Ajustes y ToleranciasDocument104 pagesManual de Ajustes y ToleranciasBrian Ochoa100% (6)
- Tem4 Uniones Roscadas y RemachadasDocument20 pagesTem4 Uniones Roscadas y RemachadasKatrina GordonPas encore d'évaluation
- Cálculo de EngranajesDocument34 pagesCálculo de EngranajesRodrigo SilvaPas encore d'évaluation
- Proces. I Uns D-4 Caja NortonDocument19 pagesProces. I Uns D-4 Caja NortonNeysser BlasPas encore d'évaluation
- Tallado de Engranajes Hipoidales - PPT ORIGINALDocument38 pagesTallado de Engranajes Hipoidales - PPT ORIGINALWilber Marcelo Apaz Arancibia50% (2)
- LABORATORIO Juego Axial de RodamientosDocument27 pagesLABORATORIO Juego Axial de RodamientosBryan Corpse33% (3)
- Engranajes RectosDocument102 pagesEngranajes Rectoschelitaa94100% (1)
- Codigos para El Torno CNC DYNAMITEDocument6 pagesCodigos para El Torno CNC DYNAMITEKevin Islas100% (1)
- Pie de Rey o CalibreDocument18 pagesPie de Rey o CalibreJuan Antonio Luque AguirrePas encore d'évaluation
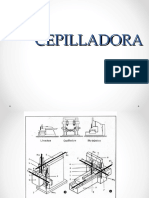
- La CepilladoraDocument22 pagesLa CepilladoraAntonio Fernandez100% (1)
- TX-TMP-0003 MP Tolerancias y AjustesDocument84 pagesTX-TMP-0003 MP Tolerancias y Ajustes__________________oPas encore d'évaluation
- Cinemática Engranes 2012Document28 pagesCinemática Engranes 2012Marco Castillo100% (4)
- Calculo de Engranajes RectosDocument1 pageCalculo de Engranajes RectosErick Javier Torres Manotas.75% (8)
- Ejercicio Hoja Proceso TornoDocument2 pagesEjercicio Hoja Proceso TornoChichojefe PmcPas encore d'évaluation
- Torneado ConicoDocument12 pagesTorneado Conicomarco anto75% (8)
- Ajustes y ToleranciasDocument50 pagesAjustes y ToleranciasRodolfo Zuñiga RetanaPas encore d'évaluation
- MoleteadoDocument5 pagesMoleteadoElber GalargaPas encore d'évaluation
- Divisor UniversalDocument30 pagesDivisor Universalsamuel melendez67% (3)
- Tolerancias y Grados de AjusteDocument28 pagesTolerancias y Grados de Ajustetelechobi77% (13)
- Ajustes y Tolerancias de FabricaciónDocument6 pagesAjustes y Tolerancias de FabricaciónJCESARYR100% (1)
- Tolerancias Roscas Super CompletoDocument8 pagesTolerancias Roscas Super CompletoJoxeanRivasPas encore d'évaluation
- ROSCASDocument111 pagesROSCAScbbenites1891100% (19)
- Fresadoras ExposicionDocument27 pagesFresadoras ExposicionricardoPas encore d'évaluation
- FresadoraDocument13 pagesFresadoraHerminia Salagata TPas encore d'évaluation
- Ajuste Montaje Verificación Control Máquinas mecanismos-MINDEF Parte1 1342 PDFDocument151 pagesAjuste Montaje Verificación Control Máquinas mecanismos-MINDEF Parte1 1342 PDFHipolito ChoquePas encore d'évaluation
- Tecnicas de MantenimientoDocument41 pagesTecnicas de MantenimientoDavid BlancosPas encore d'évaluation
- El Plato DivisorDocument30 pagesEl Plato DivisorPam Muñiz100% (1)
- Sistemas de RoscasDocument21 pagesSistemas de RoscasJuanma Ortega100% (3)
- El MicrometroDocument58 pagesEl MicrometroCeDaGoTre0% (1)
- Guía I - ConididadDocument7 pagesGuía I - ConididadIsaias Guevara100% (1)
- 3 TEMA Rodamientos Mantenimiento Preventivo, Desmontaje MontajeDocument50 pages3 TEMA Rodamientos Mantenimiento Preventivo, Desmontaje MontajeSrJose ZS100% (1)
- Elementos de Union RoscadosDocument9 pagesElementos de Union RoscadosSergio Raul Cajiga MoranPas encore d'évaluation
- Semana 13Document33 pagesSemana 13miguel angel tecse cariPas encore d'évaluation
- MEC14-Medición Con MicrómetrosDocument28 pagesMEC14-Medición Con Micrómetrosc07170Pas encore d'évaluation
- Tema 39 FresadoraDocument13 pagesTema 39 Fresadorargargom844Pas encore d'évaluation
- 04 Tolerancias Dimensionales 01Document25 pages04 Tolerancias Dimensionales 01Esther AyuquePas encore d'évaluation
- Ajustes y ToleranciasDocument28 pagesAjustes y ToleranciasRichard Holguino100% (1)
- Tolerancias TECSUPDocument28 pagesTolerancias TECSUPCesar Raul Alta-Torre FloresPas encore d'évaluation
- Tolerancias de FabricaciónDocument45 pagesTolerancias de FabricaciónAmaro GarciaPas encore d'évaluation
- U.T. 1.1 - Tol - DimDocument23 pagesU.T. 1.1 - Tol - DimInés De Pablos GarciaPas encore d'évaluation
- Ajuste y ToleranciaDocument52 pagesAjuste y ToleranciaEykerjesus83Pas encore d'évaluation
- Ajuste y ToleranciaDocument52 pagesAjuste y ToleranciaRoberto Carlos Berdeja ZambranaPas encore d'évaluation
- Tolerancias TECSUPDocument27 pagesTolerancias TECSUPdabalejoPas encore d'évaluation
- 1Document28 pages1Johan RobertoPas encore d'évaluation
- Ejemplos ToleranciaDocument3 pagesEjemplos Toleranciamartml1100% (2)
- Guia de Ajuste y ToleranciaDocument20 pagesGuia de Ajuste y ToleranciaEdgar Gabriel OrtizPas encore d'évaluation
- Guia de Ajuste y ToleranciaDocument22 pagesGuia de Ajuste y ToleranciaHeidi GuanipaPas encore d'évaluation
- Ajustes y ToleranciasDocument37 pagesAjustes y ToleranciasNaCho BeltránPas encore d'évaluation
- Tolerancias y AjustesDocument5 pagesTolerancias y AjustesEmanuel RivasPas encore d'évaluation
- Defensa de MollendoDocument1 pageDefensa de MollendoJesus FonsecaPas encore d'évaluation
- Alejandro GrandaDocument2 pagesAlejandro GrandaJesus FonsecaPas encore d'évaluation
- Presentación Dia Del LogroDocument20 pagesPresentación Dia Del LogroJesus FonsecaPas encore d'évaluation
- Gestión y Organización de AlmacenesDocument6 pagesGestión y Organización de AlmacenesJesus FonsecaPas encore d'évaluation
- Practica CalificadaDocument4 pagesPractica CalificadaJesus FonsecaPas encore d'évaluation
- El PBI 2010 de Perú Creció 8Document4 pagesEl PBI 2010 de Perú Creció 8Jesus FonsecaPas encore d'évaluation
- Problema 1Document2 pagesProblema 1Jesus FonsecaPas encore d'évaluation
- Accion Correctiva HD Raloe PDFDocument6 pagesAccion Correctiva HD Raloe PDFAlex Vibora PeinadoPas encore d'évaluation
- Planilla - Metrados.acero Casa Santa MariaDocument15 pagesPlanilla - Metrados.acero Casa Santa MariacarlospelaezPas encore d'évaluation
- Asignación #4, Configuración EstructuralDocument27 pagesAsignación #4, Configuración EstructuralKiara Rachel SanchezPas encore d'évaluation
- 1.0 IntroducciónDocument16 pages1.0 IntroducciónHans DHPas encore d'évaluation
- Perfiles de Aluminio FurunkawuaDocument84 pagesPerfiles de Aluminio FurunkawuaVidrieria Luna de arena50% (2)
- Por: Lic. Nabile G. RuizDocument3 pagesPor: Lic. Nabile G. RuizLess FloresPas encore d'évaluation
- Mapa de RiesgosDocument1 pageMapa de RiesgosChauk Mejia ChaukPas encore d'évaluation
- Como Disminuir El Problema de Basura en Mi ComunidadDocument2 pagesComo Disminuir El Problema de Basura en Mi ComunidadMarcos Leon100% (1)
- 1re Laboratorio de Electronica de Potencia Fim-UniDocument19 pages1re Laboratorio de Electronica de Potencia Fim-UniHenry Rivas LauraPas encore d'évaluation
- Clasificacion de Las Escaleras CurvasDocument6 pagesClasificacion de Las Escaleras CurvasGary Chavez VasquezPas encore d'évaluation
- Metodos de OrdeamientoDocument6 pagesMetodos de Ordeamientokaren milena perea renteriaPas encore d'évaluation
- Proyecto 03 Instalación y Prueba de Una Impresora PDFDocument1 pageProyecto 03 Instalación y Prueba de Una Impresora PDFlaboratorio_iessigloxxi0% (1)
- Importancia de La Informática A Nivel GerencialDocument29 pagesImportancia de La Informática A Nivel GerencialNorbis D Gonzalez RPas encore d'évaluation
- CC-22-P1249 Pronatel - Correctivos AA Precision - 2Document1 pageCC-22-P1249 Pronatel - Correctivos AA Precision - 2MARCO SILVA CABREJOPas encore d'évaluation
- Capacitacion y Desarrollo de Personal Programa 12 08 13Document10 pagesCapacitacion y Desarrollo de Personal Programa 12 08 13Sergio Eduardo Cardenas ArmentaPas encore d'évaluation
- TV Panasonic Modelo - Ct-f2923g - Ct-f2923lg - Ct-f2943g - Ct-f2943lg - Ct-f2943xgDocument70 pagesTV Panasonic Modelo - Ct-f2923g - Ct-f2923lg - Ct-f2943g - Ct-f2943lg - Ct-f2943xgescorpion19100% (1)
- Diseño de Amplificadores de InstrumentaciónDocument3 pagesDiseño de Amplificadores de InstrumentaciónKevin DanielPas encore d'évaluation
- Cursos de Formación en Red Del INTEF - Concesión de 3064 PlazasDocument62 pagesCursos de Formación en Red Del INTEF - Concesión de 3064 PlazasFETE-UGT ExtremaduraPas encore d'évaluation
- Informe - Circuito Rl.Document8 pagesInforme - Circuito Rl.Juan Ospina100% (1)
- Innovación Tecnologica Algunos AlcancesDocument2 pagesInnovación Tecnologica Algunos AlcancesJoynCayn100% (1)
- Ensayes e Interpretaciones de Los AsfaltosDocument11 pagesEnsayes e Interpretaciones de Los AsfaltosIsmael MoralesPas encore d'évaluation
- Separata Problemas de Teorìas de Rotura y Cilindros de Pared GruesaDocument39 pagesSeparata Problemas de Teorìas de Rotura y Cilindros de Pared GruesaJS Vargas TPas encore d'évaluation
- Curriculum Jorge Carrizales para Proyecto de Guaymas TV en Telemax.Document6 pagesCurriculum Jorge Carrizales para Proyecto de Guaymas TV en Telemax.Sergio ZaragozaPas encore d'évaluation
- Memoria Descriptiva Pumahuasi-ChinoDocument167 pagesMemoria Descriptiva Pumahuasi-Chinocparedes6Pas encore d'évaluation
- Esterilizador A Vapor de MesaDocument8 pagesEsterilizador A Vapor de MesaWalter RamirezPas encore d'évaluation
- S02.s2-Taller 1 de Uso de Lean CanvasDocument23 pagesS02.s2-Taller 1 de Uso de Lean CanvasVladimir Rojas PelaezPas encore d'évaluation
- Aforo VelocidadesDocument19 pagesAforo VelocidadesJessicaValenciaCardonaPas encore d'évaluation
- Tarea1 TornosDocument5 pagesTarea1 TornosPedro Vergara VazquezPas encore d'évaluation
- Mexicanos Consideran "Peligrosos A Científicos - El Universal - MéxicoDocument3 pagesMexicanos Consideran "Peligrosos A Científicos - El Universal - MéxicoNoah VjPas encore d'évaluation