DER_SCHNELLWECHSELSTAHLHALTER
THE QUICK-CHANGE TOOLPOST
Montage
Den Grundkérper auf den Zentrierbolzen
stecken und mit der Bundhdlse (1) und
der Sechskantmutter (2) fixieren.
2. Den T-Nutenstein (3) mit der Sechskant-
schraube (4) lockern und den Stahlhal-
ter von oben einfadeln
3. Die Zylinderschraube (5) herausschrau-
ben, die Randelmutter (6) so weit hi-
nein- bew. herausdrehen, bis die Haupt-
schneide exakt auf Spitzenhéhe steht.
Die Zylinderschraube (5) hineinschrau-
ben, dadurch ist die Randelmutter gegen
Verdrehen gesichert.
Den Stahlhalter mit der Sechskant-
schraube (4) spannen (im Uhrzeigersinn)
‘The basic element is placed onto the
centering bolt of the top slide and
tightened with the collar bush (1) and
the hexagon nut (2).
Loosen the T-nut (3) with the hexagon
head screw (4) and insert the toolhol-
der from the top.
Loosen the socket head screw (5) and
turn the knurled nut (6) until the main
cutting edge of the tool is at exact
center height. By retightening the
socket head screw (5), the knurled nut
is countered
Clamp the toolholder with the hexagon
head screw (4) (turning clockwise) .
schablone fir alten Stahlhalter
1 Template for old toolholder
Schablone fir neuen Stahlhalter
‘Template for new toolholder
Old toolholder
Alter Stahlhalter
New toolholder
Neuer Stahlhalter
Basic equipment
Grundausstattung
no 511 000
a8
3
511 400,
sti 600
L
INFO
_
Compact 5 CNC
2
j
§
3
3
i
z
:
4
3
a
3
§
©
ge F
Le
584 181 Y
pest. nr.|
<= 5a4 is
=o 3
8
a
3
rH
we,
Best. ro
584 200 an
511.600
Automatischer Werkzeugrevolver
COMPACT 5 CNC
(Best. Nr. 260 040)
Erforderliche Mitte! Durchzufiihrende Arbeit
1, Rechnerplatine AGC 114 003 (bei Ma~ - Rechnerplatine einbauen (unter 2500)
schinen unter E-Steuerungs-Seriennun-
- In Spanewanne Schlitz fir Kabel an-
mer 2500) bringen (unter 2500)
2. Automatischer Werkzeugrevolver, Ref.
neeeeiele - Werkzeugrevolverplatine montieren,
- lo Volt Versorgung anschlieBen
3. Spaneschutz AGA 140 col (bei Maschi- seus gung anschlieb
nen unter E-Steuerungs-Seriennunmer - Steckverschraubung montieren
2500)
- Steckverbindungen anschliefen
- Werkzeugrevolver montieren (neuen
Spaneschutz montieren ynter 2500)
‘Achtung!
- Bei jeder Montagearbeit unbedingt den
Netzstecker abziehen. Ansonsten besteht
nicht nur Unfallgefahr, es kénnen auch
elektronische Teile auf den Platinen
zerstért werden.
~ Maschine niemals anstecken und einschal-
ten wenn nicht alle Steckverbindungen
angebracht und die Platinen befestigt
sind.
Lose Kabel und Platinen verursachen
Kurzschliisse wenn sie mit dem Gehduse
oder anderen Platinen in Berdhrung kom-
Lieferumfang automatischer Werkzeugrevolver
1, Automatischer Werkzeugrevolver
2. Werkzeugrevolverplatine
3. Kabel 16polig
4, Kabel Gpolig
5. Kabel fir Stromversorgung +10 volt
und Drahtverbinder
6. Steckerkabel
7, Distanzbolzen
8. Unterlagsplattchen cum Binstellen
der Drehmeifel auf Spitzenhéhe
9. Kabelclips und Kabelbinder
10. Spezialschlissel und Schraubendreher
1 A6Z 040 180
Einbauanleitung f
20
cru
AGC 114 003
tberlappung
Vorbereitungen
- Wenn kein Schlitz in der Spanetasse -
Schlitz ausfeilen, damit das Kabel
durchgefihrt werden kann.
- Damit das Kabel zum Werkzeugrevolver
nicht lose ist, die zwei kleineren
selbstklebenden Kabelclips (1) an der
Unterseite der Spinetasse anbringen.
- Kabel einfadeln.
Montage des automatischen Werkzeugrevolvers
- Platte am Querschlitten der COMPACT 5
CNC abschrauben.
- Werkzeugrevolver mit den 4 Zylinder-
schraubenMSx60 am Querschlitten
festschrauben.
Achten Sie, daB keine Spane in die Ge-
windebohrungen am Querschlitten eindrin-
gen.
Montage der Platinen:
CPU Nr. AGC 114 003 montieren (bea
E-Steuerungs-Seriennummer unter 2500)
‘Achtung?
Die Abdeckfolie der Rechnerplatine
mu8 die Folie der Schrittmotorplati-
ne dberlappen, damit bei eventuellem
Eindringen von Spnen diese nicht
auf die Schrittmotorplatine fallen.
2. Werkzeugrevolverplatins
- Anstatt der zylinderschrauben auf
Kassettenplatine Distanzbolzen (1)
aufschrauben, Achten Sie darauf, daB
die Plastikscheiben (2) aufgesteckt
sind.
- Werkzeugrevolverplatine mit Zylin-
derschrauben fixieren.
Montageerleichterung: Zuerst alle
Kabel anstecken, dann erst Platine
festschrauben.
Automatic Turret Toolholder
COMPACT 5 CNC
(Ref. Nr. 260 040)
Necessary Equipment Mounting work
1, CPU board AGC 114 003 (for machines with = Mount CPU board
with electrical control serial
STS = Make slot for cable in chip pan
2. Automatic turret tollholder gy sounkscurretactesuit Board)
ref, no. 260 odo = Connect 1o Volt power supply
3. Chip guard AGA 140 001 (for s
Mount. plug connection
electr. contr. unit no. below 2500)
= Mount automatic turret toolholder
‘Attention:
+ Before mounting displug main plug!
Not only danger of accidents but also
possibility of disturbing electronical
parts on the boards.
+ Never plug or switch on machine before
all plugs on the board are fitted and
the boards are mounted firmly.
Loose cables and boards could cause short
circuits if they get a contact with other
boards or the electrical housing.
Basic equipment of automatic turret
toolholder comprises
1, Automatic turret toolpost
. Turret circuit board
. Cable 16 poles for CPU board
cable 6 pole
cable for power supply 10V
Plug cable
Distance pins
Washers for adjustment of tools
weerauesen
. Cable clips and cable binders
1o. Special key and hexagon keys.
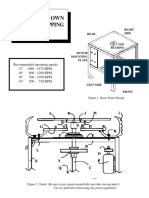
Mounting instructions
Preperations
- If thre is no slot in chip pan, use
file to get slot in order to guide
through cable.
- To tighten cable underneath chip pan
use cable clip.
Mounting the automatic turret tool post
Dismount intermediate plate from cross
slide and mount turret tool post with
the 4 socked head screws MSx60.
cable clip
Pay attention that no chips will enter into
the threaded holes of the cross slide.
Mounting the circuit boards:
Exchange old CPU against new one.
(ref.no. A6C 114 003)if necessary.
cpu
AGC 114 003
Attention:
The cover foil of the CPU boards has to
overlap with the foil of the step motor
board in order to protect against chip
creeping in.
- Instead of screws on cassette board
use distance pins (1). Pay attention
that plastic washers (2) are put on.
- Tighten turret circuit board with the
hexagon head screws.
Making mounting easier: Plug in connec:
tions before mounting the turret circuit
board itself.
Verkabelung:
1. LGpoliges Kabel (1) auf CPU und Werk-
zeugrevolverplatine stecken.
2. Gpoliges Kabel (2) auf CPU und Werk-
zeugrevolverplatine stecken.
3. Buchse zum Anschlu8 des Werkzeugre-
volvers in die vorgesehene Bohrung
fir "IV" oder "Video" montieren. Ka~,
belstecker (3) auf Werkzeugrevolver
platine stecken.
Es sind 3 Bohrungen fiir Steckverbindun-
gen vorgesehen.
Falls die Videoplatine montiert ist, ei-
nen Stecker (TV oder Monitor) entfernen
und statt diesem den Stecker fir den
Werkzeugrevolver montieren.
4, Zweipoliges Kabel (4) zur Stromver~
sorgung fir Werkzeugrevolverplatine
(und Werkzeugrevolver) anschliesen.
Strom fir die Werkzeugrevolverplatine
(+10 V und Erdung GND) wird von den
Kabeln, die von den Kondensatoren weg-
gehen, abgenonmen.
A6C 114 003
4.1 +10 Volt am Kondensator:
Die + 10 Volt-Leitung ist mit eine
roten Punkt am Kondensator gekenn-
zeichnet.
Beachten Sie: Der rote Punkt (+10
Volt) kann links oder rechts sein.
+10 Volt Kabel zur Werkzeuarevolver—
Das + 10 Volt Kabel ist mit einem Ka~
belbinder (7) gekennzeichnet. Es fthrt
zu Pin 1 am Stecker.
4.2 Erdungskabel (GND)
Das Erdungskabel flhrt 2u Pin 3 des
Steckers. (Keine Markierung am Kon-,
densator)
Anbringen der Kabelverbinder
Kabel in Drahtverbinder (5) einlegen,
Klappe (6) schlieBen und mit Zange zu-
sammendricken.
5. Alle Kabel mit Kabelbindern zusammen
fassen. Die gréferen Kabelclips an der
Bodeninnenseite des E-Gehuses anbringen
~ Kabel einfadeln.
Achten Sie, dab die Kabel nicht am
Ventilator streifen oder den Venti-
lator blockiere:
+ 10. (Roter Punkt)
+ 10 V (Red Point)
Potentiometereinstellung auf der Werk—
zeugrevolverplatine
Priifen Sie nach der Montage, ob der We!
zeugrevolver die Teilungen richtig aus-
fUart. Durch unterschiedliche Reibungs-
verhdltnisse kann es vorkommen, dad zu-
re viel oder zu wenig Teilungen erfolgen.
1
hen (gegen
gen durch-
Bedienung des Werkzeugrevolvers:
oz
oo
ox
ON
on
o>
o2
x 3
On
z
ow
‘nvm 1. Manuell
TICE) 9 fee
cn ped 7 Taste [FWD] und eine Zifferntaste dricken,
ANS ILE Ger Werkzeugrevolver schwenkt um die
-2] [2] 5 BC & Zahl der zifferntaste.
: Z.Beispiel aricken: der Werk-
oe “HO ee zeugrevolver schwenkt zweimal.
2. Schwenken im CNC-Betrieb:
noxzea
we ooo0oo°o G26/X=0/Z=0/F..
unter der Adresse F die Zahl der zu schwenk-
enden Positionen eingeben,
2.B. G26/X-0/2=0/F=2: der Werkzeugrevolver
oe
Q
z
ow
zi TIEN) BH 4] scnwenkt’ um 2vei Positionen.
a]fslfe] be] 0 Nach Driicken der Taste START
2] 5 [2] FIG RB —_unterbrechen des schwenkvorganges
[ox =lLe]E)} bs Ex] ‘vaste [INE] + [HEV] drucken
Potentiometer on turret circuit board
rent frictions of the
be possible that to
less swivels are executed.
Operating the Turret Toolholder
RQaaga
ws 000000
oy >
orO\LE °
= 1. By hand:
TRIP & fe a
px a Press key [Fb] and a nunber key, the
AN "> turret will swivel by the number on the
ls] Agia e nunber key pressed.
= For example: you press [FWD] and} the
** =e) ed turret swivels twice.
2. Swivelling in CNC-operation:
NGxzea
awe 000000 623/x60/2=0/F...
0 ye > Put in the number of positions to be
7 (@) = Ea ° swivelled under address F.
see For example: 626/x=0/2=0/F=2: the turret
~ 7G f@ fe swivels by 2 positions.
Vous aimerez peut-être aussi
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- How To Make Tzatziki: Leyla Kazim Around The World Recipe Roundup Step-By-StepDocument2 pagesHow To Make Tzatziki: Leyla Kazim Around The World Recipe Roundup Step-By-Steparanicki8587Pas encore d'évaluation
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5795)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1091)
- BT Big Button 200 UputstvoDocument28 pagesBT Big Button 200 Uputstvoaranicki8587Pas encore d'évaluation
- Redressing Diamond DiscsDocument1 pageRedressing Diamond Discsaranicki8587Pas encore d'évaluation
- Dan Brown Bibliografija PDFDocument1 pageDan Brown Bibliografija PDFaranicki8587Pas encore d'évaluation
- Battlestar Galactica TimelineDocument4 pagesBattlestar Galactica Timelinearanicki8587Pas encore d'évaluation
- Dan Brown Bibliografija PDFDocument1 pageDan Brown Bibliografija PDFaranicki8587Pas encore d'évaluation
- W B F H MS001: ALL Racket LAG OlderDocument1 pageW B F H MS001: ALL Racket LAG Olderaranicki8587Pas encore d'évaluation
- Price List: Wheel CutterDocument2 pagesPrice List: Wheel Cutteraranicki8587Pas encore d'évaluation
- Build Your Own Diamond Lapping MachineDocument2 pagesBuild Your Own Diamond Lapping Machinearanicki8587Pas encore d'évaluation
- Rociprolap Installation Instructions: Never Start The Rociprolap With The Lap Plate RemovedDocument4 pagesRociprolap Installation Instructions: Never Start The Rociprolap With The Lap Plate Removedaranicki8587Pas encore d'évaluation
- D M MS002: Ecorative AnholeDocument1 pageD M MS002: Ecorative Anholearanicki8587Pas encore d'évaluation
- BaklavaDocument3 pagesBaklavaaranicki8587Pas encore d'évaluation
- Fakultativni IzletiDocument1 pageFakultativni Izletiaranicki8587Pas encore d'évaluation
- Krckava, Sočna, Pečena, Sveža SlaninaDocument5 pagesKrckava, Sočna, Pečena, Sveža Slaninaaranicki8587Pas encore d'évaluation
- Tuna Salad Recipe - Ina Garten - Food NetworkDocument1 pageTuna Salad Recipe - Ina Garten - Food Networkaranicki8587Pas encore d'évaluation
- Grilled Stuffed Zucchini With BaconDocument2 pagesGrilled Stuffed Zucchini With Baconaranicki8587Pas encore d'évaluation