Vous aimerez peut-être aussi
- Smoke Alarm Maintenance ChecklistDocument2 pagesSmoke Alarm Maintenance Checklistananthu.u100% (2)
- Cooling Towers Information PackageDocument25 pagesCooling Towers Information Packagemdawg467Pas encore d'évaluation
- HTC Summary and Discussion of Chemical Mechanisms For Process EngineeringDocument18 pagesHTC Summary and Discussion of Chemical Mechanisms For Process EngineeringJoseCuevasMartinezPas encore d'évaluation
- Air Treatment WaterleauDocument28 pagesAir Treatment WaterleauSankar CdmPas encore d'évaluation
- Vapor-Liquid Equilibria Using Unifac: A Group-Contribution MethodD'EverandVapor-Liquid Equilibria Using Unifac: A Group-Contribution MethodPas encore d'évaluation
- Petrochemical Feedstock by Thermal Cracking of Plastic WasteDocument6 pagesPetrochemical Feedstock by Thermal Cracking of Plastic WasteWindi SetianyPas encore d'évaluation
- Thermal Pyrolysis of Polypropylene Plastic Waste IDocument7 pagesThermal Pyrolysis of Polypropylene Plastic Waste IDiego CamachoPas encore d'évaluation
- Complete Literature ReviewDocument18 pagesComplete Literature ReviewaneesjanPas encore d'évaluation
- Gasification of Plastic Waste As Waste-To-Energy or Waste-To-Syngas Recovery RouteDocument10 pagesGasification of Plastic Waste As Waste-To-Energy or Waste-To-Syngas Recovery RouteJalcamPas encore d'évaluation
- Biogas Mass Balance PDFDocument9 pagesBiogas Mass Balance PDFHafizhun SoekiswoPas encore d'évaluation
- Gasification - Case - Story - 04 With Good Block DiagramDocument19 pagesGasification - Case - Story - 04 With Good Block DiagramPUSHKARKHANNA100% (1)
- Flash Pyrolysis NewDocument14 pagesFlash Pyrolysis NewSaravanapriya Karthik100% (1)
- PropyleneIts Derivatives-Feb 2014Document53 pagesPropyleneIts Derivatives-Feb 2014asrahaman9Pas encore d'évaluation
- Pilot Plant Batch DistillationDocument16 pagesPilot Plant Batch DistillationAlejandra Yasaret CabreraPas encore d'évaluation
- University of Engineering & Technology KSK New Campus: BiomassDocument11 pagesUniversity of Engineering & Technology KSK New Campus: BiomassAli Raza100% (1)
- Biomass Fast Pyrolysis: Anthony V. BRIDGWATERDocument29 pagesBiomass Fast Pyrolysis: Anthony V. BRIDGWATERCarlos100% (1)
- Pluronic PeDocument16 pagesPluronic PeTrev GlasbeyPas encore d'évaluation
- Iso Propyl Acetate ManufacturersDocument7 pagesIso Propyl Acetate ManufacturersSomuSolventsPas encore d'évaluation
- 1bottles Group Production of Bisphenol-ADocument112 pages1bottles Group Production of Bisphenol-AJames BelciñaPas encore d'évaluation
- Flash Pyrolysis BTG-12-031 Shanmugapriya.gDocument19 pagesFlash Pyrolysis BTG-12-031 Shanmugapriya.gerkiruthiraj100% (1)
- Gael D Ulrich - A Guide To Chemical Engineering Process Design and Economics (1984, Wiley) - Libgen - Li 1-31Document45 pagesGael D Ulrich - A Guide To Chemical Engineering Process Design and Economics (1984, Wiley) - Libgen - Li 1-31daud panjaitanPas encore d'évaluation
- Bio-Oil Yield and Quality Enhancement Through Fast Pyrolysis and Fractional Condensation ConceptsDocument11 pagesBio-Oil Yield and Quality Enhancement Through Fast Pyrolysis and Fractional Condensation ConceptsAri Adrianto100% (1)
- Pyrolysis of Polypropylene/Polyethylene/Polystyrene and Polyvinylchloride Mixed Plastics Using CacoDocument8 pagesPyrolysis of Polypropylene/Polyethylene/Polystyrene and Polyvinylchloride Mixed Plastics Using CacoAlfred OwireduPas encore d'évaluation
- Foodwaste DigesterDocument18 pagesFoodwaste DigesterDhidik 近江 KiraPas encore d'évaluation
- Bio Degradation of PlasticsDocument24 pagesBio Degradation of PlasticsArchit Gupta100% (1)
- ANZ Plastic Waste ManagementDocument19 pagesANZ Plastic Waste ManagementGustavosalazarmPas encore d'évaluation
- Assessment of Plasma Gasification of High Caloric Waste StreamsDocument8 pagesAssessment of Plasma Gasification of High Caloric Waste Streamsvitor_alberto_7Pas encore d'évaluation
- Plastics To Fuel Cost Estimating ToolDocument39 pagesPlastics To Fuel Cost Estimating ToolHenry JeyssonPas encore d'évaluation
- Biomass For Jet FuelDocument21 pagesBiomass For Jet Fuellkhoang pham100% (1)
- 2.3 Medical Waste Incineration: (Reformatted 1/95)Document30 pages2.3 Medical Waste Incineration: (Reformatted 1/95)drop shipPas encore d'évaluation
- Design and Fabrication of Extraction of Fuel From Waste Plastics Using PyrolysisDocument5 pagesDesign and Fabrication of Extraction of Fuel From Waste Plastics Using PyrolysisVishal BhagwatPas encore d'évaluation
- Batch Reactor: Optical High Precision Components by Hellma in The European Columbus Space LaboratoryDocument16 pagesBatch Reactor: Optical High Precision Components by Hellma in The European Columbus Space Laboratoryangelie_gubatanPas encore d'évaluation
- 2 Phase Gas Phase PolymerizationDocument10 pages2 Phase Gas Phase Polymerizationrmehta26Pas encore d'évaluation
- Maximise Ethylene Gain PDFDocument4 pagesMaximise Ethylene Gain PDFRaj KumarPas encore d'évaluation
- Melt CrystallizationDocument10 pagesMelt Crystallizationarsh19706636Pas encore d'évaluation
- Dioctyl PhthalateDocument3 pagesDioctyl Phthalatemat333rPas encore d'évaluation
- Biodiesel Technologies and Plant Design A Talk For Design Students University of SydneyDocument64 pagesBiodiesel Technologies and Plant Design A Talk For Design Students University of SydneyRavi KumarPas encore d'évaluation
- Packed-Bed Microreactor For Continuous-FlowDocument9 pagesPacked-Bed Microreactor For Continuous-Flowkarpanai100% (1)
- Kinetics of Ethane PyrolysisDocument11 pagesKinetics of Ethane PyrolysisErika ScheelePas encore d'évaluation
- PyrolysisDocument7 pagesPyrolysisconfirm@100% (1)
- National Fertilizers Limited Nan Gal PunjabDocument3 pagesNational Fertilizers Limited Nan Gal PunjabNirmanyu JamwalPas encore d'évaluation
- Microreactors: W. Ehrfeld, V. Hessel, H. LöweDocument20 pagesMicroreactors: W. Ehrfeld, V. Hessel, H. LöweAnonymous Ksq1dyPRhPas encore d'évaluation
- Introduction About Distillation ColumnDocument24 pagesIntroduction About Distillation ColumneliasPas encore d'évaluation
- 14 Chemical Recycling - Wim Hoenderdaal PDFDocument11 pages14 Chemical Recycling - Wim Hoenderdaal PDF7ferpac7Pas encore d'évaluation
- Moisture Content of Natural GasesDocument8 pagesMoisture Content of Natural Gasesarafat latifPas encore d'évaluation
- Catalytic PyrolysisDocument7 pagesCatalytic Pyrolysiseksilivut100% (1)
- Chemical Recycling of PET by Glycolysis PDFDocument10 pagesChemical Recycling of PET by Glycolysis PDFR_M_M_Pas encore d'évaluation
- Anaerobic Digestion of Cow Dung For Biogas Production: Baba Shehu Umar Ibn Abubakar and Nasir IsmailDocument4 pagesAnaerobic Digestion of Cow Dung For Biogas Production: Baba Shehu Umar Ibn Abubakar and Nasir IsmailanantriPas encore d'évaluation
- Fuels & Combustion: Presented By: Emmanuel A. Rosales Salvador Z. SiaDocument31 pagesFuels & Combustion: Presented By: Emmanuel A. Rosales Salvador Z. SiaEmmanuel RosalesPas encore d'évaluation
- Flash Point TutorialDocument8 pagesFlash Point TutorialS. GreenPas encore d'évaluation
- Mass Transfer Study and Modeling of Gas-Liquid Membrane ContactingDocument8 pagesMass Transfer Study and Modeling of Gas-Liquid Membrane Contactingpraveen100% (1)
- Ethylene 2520oxide Methods 2520of 2520productionDocument25 pagesEthylene 2520oxide Methods 2520of 2520productionmartin_2104Pas encore d'évaluation
- Polyethylene Demand & SupplyDocument4 pagesPolyethylene Demand & Supplysadam_madas2050% (2)
- Kinetic Studies of Ketazine Formation PDFDocument6 pagesKinetic Studies of Ketazine Formation PDFkamesh_che009100% (1)
- Introduction To Air Pollution and ControlDocument31 pagesIntroduction To Air Pollution and ControlarunPas encore d'évaluation
- Vacuum DryerDocument6 pagesVacuum DryerSurajit dasPas encore d'évaluation
- Preparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsD'EverandPreparation of Catalysts II: Scientific Bases for the Preparation of Heterogeneous CatalystsPas encore d'évaluation
- Incineration of Municipal Waste: Specialized Seminars on Incinerator Emissions of Heavy Metals and Particulates, Copenhagen, 18–19 September 1985 and Emission of Trace Organics from Municipal Solid Waste Incinerators, Copenhagen, 20–22 January 1987D'EverandIncineration of Municipal Waste: Specialized Seminars on Incinerator Emissions of Heavy Metals and Particulates, Copenhagen, 18–19 September 1985 and Emission of Trace Organics from Municipal Solid Waste Incinerators, Copenhagen, 20–22 January 1987Robert B. DeanPas encore d'évaluation
- Decomposition and Isomerization of Organic CompoundsD'EverandDecomposition and Isomerization of Organic CompoundsPas encore d'évaluation
- Handbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4D'EverandHandbook of Thermal Conductivity, Volume 1: Organic Compounds C1 to C4Évaluation : 5 sur 5 étoiles5/5 (1)
- Persuasive Speech Outline Spring 2016Document2 pagesPersuasive Speech Outline Spring 2016api-311467409Pas encore d'évaluation
- 7695v2.1 (G52 76951X8) (A55 G45 - A55 G55)Document70 pages7695v2.1 (G52 76951X8) (A55 G45 - A55 G55)Dávid SzabóPas encore d'évaluation
- ASTM D287-92 (Metodo de Prueba Estandar para Gravedad API de Petroleo Crudo y Productos Del Petroleo Metodo Del Hidrómetro)Document3 pagesASTM D287-92 (Metodo de Prueba Estandar para Gravedad API de Petroleo Crudo y Productos Del Petroleo Metodo Del Hidrómetro)Juan MonjePas encore d'évaluation
- Toshiba 42pw33q - S Ch. Pw33 SchematicsDocument18 pagesToshiba 42pw33q - S Ch. Pw33 SchematicstodorloncarskiPas encore d'évaluation
- Result Summary: Beam To Girder Shear Tab Shear Connection Code AISC 360-10 LRFDDocument14 pagesResult Summary: Beam To Girder Shear Tab Shear Connection Code AISC 360-10 LRFDLexPas encore d'évaluation
- Lesson1. TriangulationDocument21 pagesLesson1. TriangulationTristania Leighan DeypuyartPas encore d'évaluation
- SFF 8448Document8 pagesSFF 8448eleptonPas encore d'évaluation
- EST 2011B v1.0 Configuration 10/28/2018 7:43 AMDocument2 pagesEST 2011B v1.0 Configuration 10/28/2018 7:43 AMbagusPas encore d'évaluation
- Clutch ListDocument42 pagesClutch ListAnkan MitraPas encore d'évaluation
- Tutorial Questions and Answers - 2011Document10 pagesTutorial Questions and Answers - 2011Jan ScarPas encore d'évaluation
- RIL AGM Presentation SlidesDocument44 pagesRIL AGM Presentation SlidesDeshGujaratPas encore d'évaluation
- IA SeriesDocument20 pagesIA Seriessina20795Pas encore d'évaluation
- 211 A3 211 Summary ResultsDocument14 pages211 A3 211 Summary ResultsElmer Gonzalo Sullca ZapataPas encore d'évaluation
- Allen BradleyDocument36 pagesAllen BradleyotrepaloPas encore d'évaluation
- CSG CMT CalculationsDocument5 pagesCSG CMT Calculationsfrancisryan4519Pas encore d'évaluation
- M S 1 1 - M S E 1 1: Hydraulic MotorsDocument36 pagesM S 1 1 - M S E 1 1: Hydraulic MotorsmehmetPas encore d'évaluation
- ECE320 Chapter 3 PDFDocument23 pagesECE320 Chapter 3 PDFAhsan NisarPas encore d'évaluation
- Procurement Guideline For ATL SchoolsDocument4 pagesProcurement Guideline For ATL SchoolsManKapPas encore d'évaluation
- Pavement Evaluation and Overlay Des - DR MSA - LatestDocument103 pagesPavement Evaluation and Overlay Des - DR MSA - LatestSreedhar BhuduruPas encore d'évaluation
- Dataproducts - LZR 1260 Laser Printer (1989)Document6 pagesDataproducts - LZR 1260 Laser Printer (1989)Bobby ChippingPas encore d'évaluation
- T.C. Electronic M3000 User ManualDocument78 pagesT.C. Electronic M3000 User ManualStanleyPas encore d'évaluation
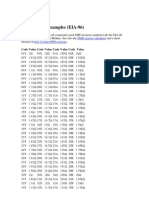
- SMD Resistor ExamplesDocument5 pagesSMD Resistor Examplesmarcbuss100% (1)
- PDRXDocument4 pagesPDRXNeel AdwaniPas encore d'évaluation
- C 1252 PDFDocument5 pagesC 1252 PDFAgatha ShirleyPas encore d'évaluation
- Smart Obj. Kiss and SwotDocument5 pagesSmart Obj. Kiss and SwotjtopuPas encore d'évaluation
- UAMDocument35 pagesUAMVishnu R PuthusseryPas encore d'évaluation
- Maintenence SchedulingDocument4 pagesMaintenence SchedulingCarloVanZyl0% (1)
- Aurora: AE MC-120 SeriesDocument2 pagesAurora: AE MC-120 SeriestasoPas encore d'évaluation
- Stelzer Catalog PDFDocument12 pagesStelzer Catalog PDFlhphong021191Pas encore d'évaluation