Vous aimerez peut-être aussi
- Catálogo Neodent 2015Document210 pagesCatálogo Neodent 2015Larissa Sestari100% (1)
- Gestão Da Conservação-Restauração Do Patrimônio Cultural Algumas Reflexões Sobre Teoria e PráticaDocument10 pagesGestão Da Conservação-Restauração Do Patrimônio Cultural Algumas Reflexões Sobre Teoria e PráticaDébora LimaPas encore d'évaluation
- Pele - Facilitando AcupunturaDocument2 pagesPele - Facilitando AcupunturaancarvalhoPas encore d'évaluation
- 50 Tons de Esperar em DeusDocument3 pages50 Tons de Esperar em DeusPaulo Henrique Brandão100% (1)
- Mapa Mental Tecido MuscularDocument1 pageMapa Mental Tecido MuscularandressalopesmmPas encore d'évaluation
- Educacao Infantil Como Organizar o Espaco Escolar Com Intencionalidade PedagogicaDocument6 pagesEducacao Infantil Como Organizar o Espaco Escolar Com Intencionalidade PedagogicaIsa OliveiraPas encore d'évaluation
- Planilha Orçamentária Da ObraDocument2 pagesPlanilha Orçamentária Da ObraRoberval TelesPas encore d'évaluation
- Socorrista - AphDocument67 pagesSocorrista - AphJonas AquinoPas encore d'évaluation
- Como Devemos Cultuar A DeusDocument16 pagesComo Devemos Cultuar A DeusmarcoscotrimPas encore d'évaluation
- I CZC - Livro Do Evento - 2016-With-Cover-Page-V2Document232 pagesI CZC - Livro Do Evento - 2016-With-Cover-Page-V2Joao FelipePas encore d'évaluation
- DissertaçãoDocument111 pagesDissertaçãoJM SSPas encore d'évaluation
- Esqueleto-Apendicular Com Imagens para FixaçaoDocument23 pagesEsqueleto-Apendicular Com Imagens para FixaçaoRosangela FonsecaPas encore d'évaluation
- Organização Pessoal ApresentaçãoDocument25 pagesOrganização Pessoal ApresentaçãoMarcelo FernándezPas encore d'évaluation
- 2ºTesteVocacionalMód 7-ProporcionalidadesDocument3 pages2ºTesteVocacionalMód 7-ProporcionalidadesEleuterio MonteiroPas encore d'évaluation
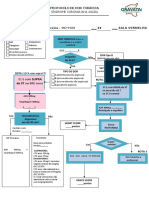
- Protocolo de Dor TorácicaDocument2 pagesProtocolo de Dor Torácicamedicos.upamoradasPas encore d'évaluation
- A Epistemologia e A Psicologia Genética de Jean PiagetDocument22 pagesA Epistemologia e A Psicologia Genética de Jean PiagetHiago Carvalho100% (1)
- Cartilha Agroflorestal PDFDocument92 pagesCartilha Agroflorestal PDFEliene OliveiraPas encore d'évaluation
- Iguatu CeDocument12 pagesIguatu CeGABRIELPas encore d'évaluation
- A Brazileira de Prazins de Camilo Castelo BrancoDocument262 pagesA Brazileira de Prazins de Camilo Castelo BrancoMaria do Rosário Monteiro100% (2)
- Tese Roberto Final 16 01 2015 19Document148 pagesTese Roberto Final 16 01 2015 19Jônatas EduardoPas encore d'évaluation
- Ficha 1Document4 pagesFicha 1Fernanda NetoPas encore d'évaluation
- Renovaçoes 2022.jan DezDocument390 pagesRenovaçoes 2022.jan DezCamilla DinizPas encore d'évaluation
- S - VelocidadesDocument5 pagesS - Velocidadesjoao piter de paulaPas encore d'évaluation
- Reflexao Do Pra Massagem FacialDocument8 pagesReflexao Do Pra Massagem FacialCristina AlmeidaPas encore d'évaluation
- Unidades de Medidas em TelecomDocument13 pagesUnidades de Medidas em Telecomcleomar tv box100% (1)
- Porque Emigram Os PortuguesesDocument3 pagesPorque Emigram Os Portuguesesceliaestrada100% (1)
- Thomas WolfeDocument3 pagesThomas WolfeAnabela Rosa RosaPas encore d'évaluation
- Nº 03 - APR - ANÁLISE DE PREVENÇÃO DE RISCO Supressão Vegetal Com Utilização de MotosserraDocument8 pagesNº 03 - APR - ANÁLISE DE PREVENÇÃO DE RISCO Supressão Vegetal Com Utilização de MotosserraMaicon KerwaldPas encore d'évaluation
- Referencial de Formação Tecnológica - TECDocument5 pagesReferencial de Formação Tecnológica - TECadelinafelizardoPas encore d'évaluation