Vous aimerez peut-être aussi
- RechazadoDocument6 pagesRechazadoLuis Fernando NolascoPas encore d'évaluation
- Practica 2 CizallaDocument4 pagesPractica 2 CizallaAntonii JoosPas encore d'évaluation
- Práctica CizallaDocument6 pagesPráctica CizallaPablo CampuzanoPas encore d'évaluation
- Formado conos rechazado manualDocument13 pagesFormado conos rechazado manualGabo ContrerasPas encore d'évaluation
- Recopilación Prácticas Manufactura Esime AzcapotzalcoDocument24 pagesRecopilación Prácticas Manufactura Esime AzcapotzalcoBryant Paul Rivera DorianPas encore d'évaluation
- ROLADODocument6 pagesROLADOJorge LazarusPas encore d'évaluation
- Práctica 03 - TorneadoDocument10 pagesPráctica 03 - TorneadoAnthony Joseph Flores CelisPas encore d'évaluation
- Cap09 02Document11 pagesCap09 02Amistad CambioPas encore d'évaluation
- Cuestonario RoladoDocument2 pagesCuestonario RoladoSamuel Flores GonzalesPas encore d'évaluation
- RechazadoDocument5 pagesRechazadosotero vazquez cedilloPas encore d'évaluation
- Practica de Forja 2.1Document6 pagesPractica de Forja 2.1rockv132Pas encore d'évaluation
- Práctica de CincelDocument8 pagesPráctica de CincelRobert SmithPas encore d'évaluation
- Practica de CizalladoDocument6 pagesPractica de CizalladoIvan SanchezPas encore d'évaluation
- Formulario C1 ManufacturaDocument2 pagesFormulario C1 ManufacturaLeonel David Quinteros PalominosPas encore d'évaluation
- Problemario Ciclo Otto 2TDocument6 pagesProblemario Ciclo Otto 2TJesus RiveraPas encore d'évaluation
- Problemas Dinamica 11Document4 pagesProblemas Dinamica 11Judas Toledo CotaPas encore d'évaluation
- Practica No 2Document8 pagesPractica No 2Palacios Vazquez PhillPas encore d'évaluation
- Practica de CizalladoDocument5 pagesPractica de CizalladoCarlos PerezPas encore d'évaluation
- Estatica de Meriam 3-93Document2 pagesEstatica de Meriam 3-93Paula AragonPas encore d'évaluation
- Velocidad RelativaDocument7 pagesVelocidad RelativaIvan ZetinaPas encore d'évaluation
- Túnel de humo UNAM práctica ingeniería mecánicaDocument10 pagesTúnel de humo UNAM práctica ingeniería mecánicaChoko GarciaPas encore d'évaluation
- Tarea2 Mecánica M3Document1 pageTarea2 Mecánica M3Carlos CampuzanoPas encore d'évaluation
- Practica de RoladoDocument6 pagesPractica de RoladoGio LopezPas encore d'évaluation
- Guia de Trabajo - Ejes - Ciclo I - 2022Document12 pagesGuia de Trabajo - Ejes - Ciclo I - 2022David ReyesPas encore d'évaluation
- Forjado y TempladoDocument8 pagesForjado y TempladoIvan MelendezPas encore d'évaluation
- Parcial 4 Sea PDFDocument12 pagesParcial 4 Sea PDFMaria Clara Morales100% (1)
- Fresado de LevasDocument6 pagesFresado de LevasEdwin Yaguana0% (1)
- Pia DinamicaDocument12 pagesPia DinamicaJavier VázquezPas encore d'évaluation
- Aserrado y BrochadoDocument5 pagesAserrado y BrochadoJoelVilchezPas encore d'évaluation
- Curva de Fricción de Un SistemaDocument2 pagesCurva de Fricción de Un SistemaTeresa BalderasPas encore d'évaluation
- Ensayo Pandeo Resis 2Document11 pagesEnsayo Pandeo Resis 2Lucas Andres Yanac DurandPas encore d'évaluation
- Guia de Trabajo - Mecanismos - Fatiga - DEM103 - Ciclo I - 2022Document18 pagesGuia de Trabajo - Mecanismos - Fatiga - DEM103 - Ciclo I - 2022David ReyesPas encore d'évaluation
- Cizallado ManifacturaDocument5 pagesCizallado ManifacturaEsli Cuevas NavarretePas encore d'évaluation
- Máquina de Estado y Hex 7 SegmentosDocument2 pagesMáquina de Estado y Hex 7 SegmentosAlberto AlonsoPas encore d'évaluation
- Ejemplo Ayudantia Mecanica de SolidosDocument2 pagesEjemplo Ayudantia Mecanica de SolidosPedro Alexander Gajardo PedrerosPas encore d'évaluation
- Mecanizado Por UltrasonidoDocument28 pagesMecanizado Por UltrasonidoDavid JimenezPas encore d'évaluation
- Fundición Por Presión o RevestimientoDocument9 pagesFundición Por Presión o RevestimientoMarisa MojicaPas encore d'évaluation
- DOBLADODocument13 pagesDOBLADOroberth gonzalez perezPas encore d'évaluation
- Limado ManualDocument10 pagesLimado ManualkimberlyPas encore d'évaluation
- Pregunta 3 Examen de Mecanica de SolidosDocument1 pagePregunta 3 Examen de Mecanica de SolidosYenory CastroPas encore d'évaluation
- Informe Troquelar PDFDocument13 pagesInforme Troquelar PDFHarold Aguirre0% (1)
- Tarea 2 Dinámica o - M 2020-2021Document6 pagesTarea 2 Dinámica o - M 2020-2021danny_alfradPas encore d'évaluation
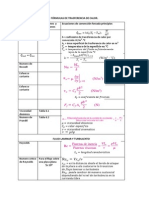
- Fórmulas de Trasferencia de CalorDocument10 pagesFórmulas de Trasferencia de CalorJacobo de Jesus Gomez GomezPas encore d'évaluation
- Fallas herramientas corteDocument1 pageFallas herramientas corteAlejandro LiraPas encore d'évaluation
- Taller ResistenciaDocument14 pagesTaller ResistenciaAndres Felipe Losada EstradaPas encore d'évaluation
- Medición de piezas con lainas y compasesDocument3 pagesMedición de piezas con lainas y compasesAguzz CampuzanoPas encore d'évaluation
- Dibujo de engranajes cónicos con Solid EdgeDocument7 pagesDibujo de engranajes cónicos con Solid EdgeoycohawkPas encore d'évaluation
- Resis I Mi Parte Rambo Problema 1Document2 pagesResis I Mi Parte Rambo Problema 1enrique oregonPas encore d'évaluation
- Evaluación PMF-II máquinas herramientas torno fresadoDocument4 pagesEvaluación PMF-II máquinas herramientas torno fresadoPatricio SantillanPas encore d'évaluation
- I Parcial - Fórmulas - Procesos de Manufactura IIDocument2 pagesI Parcial - Fórmulas - Procesos de Manufactura IImanuelomar87Pas encore d'évaluation
- τ = Tc J J= π D plg=1.5 plg τ =8,000 lb/ plg T= τJ cDocument4 pagesτ = Tc J J= π D plg=1.5 plg τ =8,000 lb/ plg T= τJ cDiego RochaPas encore d'évaluation
- Practica de RoladoDocument7 pagesPractica de RoladoCarlos PerezPas encore d'évaluation
- Modelos Removibles y DesechablesDocument6 pagesModelos Removibles y Desechableshugo0% (1)
- 4° Informe Previo-Procesos de ManufacturaDocument8 pages4° Informe Previo-Procesos de ManufacturaJORGE LUIS OCAMPO GUEVARAPas encore d'évaluation
- Clasificación de Problemas en SintesisDocument2 pagesClasificación de Problemas en SintesisJORGE ANTONIO PEREZ ROBLESPas encore d'évaluation
- Calibración de una placa perforada con calibrador de alturasDocument4 pagesCalibración de una placa perforada con calibrador de alturasLuis Fernando SolanoPas encore d'évaluation
- Ensayo Pandeo Resis 2Document8 pagesEnsayo Pandeo Resis 2Villafuerte Julca AlcidesPas encore d'évaluation
- Pia de Mecanica de Materiales 050Document9 pagesPia de Mecanica de Materiales 050MILPas encore d'évaluation
- LevasDocument4 pagesLevasGisela GonzalezPas encore d'évaluation
- FORJA PRACTICA CincelDocument10 pagesFORJA PRACTICA Cincelbrandon.gow2002Pas encore d'évaluation
- Exposicion FisicaDocument18 pagesExposicion FisicaArmando OSPas encore d'évaluation
- Calibrador de AlturasDocument7 pagesCalibrador de AlturasArmando OSPas encore d'évaluation
- Practica de FaradayDocument12 pagesPractica de FaradayArmando OSPas encore d'évaluation
- Fabricación moneda antiguaDocument79 pagesFabricación moneda antiguaArmando OSPas encore d'évaluation
- Fabricación moneda antiguaDocument79 pagesFabricación moneda antiguaArmando OSPas encore d'évaluation
- Practica de FaradayDocument12 pagesPractica de FaradayArmando OSPas encore d'évaluation
- Pupigramas DPCCDocument2 pagesPupigramas DPCC3C - Korianca ChávezPas encore d'évaluation
- Brochure - PE HR Analytics 2022Document8 pagesBrochure - PE HR Analytics 2022Ahab IshamelPas encore d'évaluation
- Enfoque GestalticoDocument29 pagesEnfoque GestalticoMarcel EscobarPas encore d'évaluation
- Adolf Hitler Tenía RazónDocument2 pagesAdolf Hitler Tenía RazónJ'Car Gaez RouzPas encore d'évaluation
- R.N. 2090-2005 Lambayeque - Sala Penal PermanenteDocument14 pagesR.N. 2090-2005 Lambayeque - Sala Penal PermanenteOscarQuispeVilcaPas encore d'évaluation
- Hellbound El Infierno en La TierraDocument203 pagesHellbound El Infierno en La TierraRosmery100% (1)
- Catalogo 5Document101 pagesCatalogo 5Silvia Suyo LopezPas encore d'évaluation
- Ju - T - 0053 - Ataura - Instalaciones ElectricasDocument27 pagesJu - T - 0053 - Ataura - Instalaciones ElectricasLB LuiguiPas encore d'évaluation
- Protocolo Is-Is ClasesDocument74 pagesProtocolo Is-Is ClasesMARIA FERNANDA CABEZAS AGILAPas encore d'évaluation
- Indice de Un Proyecto TesaDocument20 pagesIndice de Un Proyecto TesaCarola Zambrana SoriaPas encore d'évaluation
- CAMPO FORMATIVO LenguajesDocument7 pagesCAMPO FORMATIVO Lenguajeslupis drupisPas encore d'évaluation
- Rito Del Utero 1 PDFDocument5 pagesRito Del Utero 1 PDFVir FernandezPas encore d'évaluation
- Animales en Peligro de Extincion y Cinco Animales ExtintosDocument5 pagesAnimales en Peligro de Extincion y Cinco Animales Extintosroas22Pas encore d'évaluation
- Ejemplo de Procedimiento de Uso Móvil de La EmpresaDocument11 pagesEjemplo de Procedimiento de Uso Móvil de La EmpresaMichelle TorresPas encore d'évaluation
- Suelo y TopografiaDocument12 pagesSuelo y TopografiaFabiola Pinto GrandaPas encore d'évaluation
- Pikaza - Diablo y DemoniosDocument6 pagesPikaza - Diablo y Demoniosnachos_51Pas encore d'évaluation
- Antecedentes Históricos de La Psicología de La EducaciónDocument12 pagesAntecedentes Históricos de La Psicología de La EducaciónRaquel E AlfaroPas encore d'évaluation
- David y AbsalonDocument4 pagesDavid y AbsalonGerizim11Pas encore d'évaluation
- La Inyección de CombustibleDocument6 pagesLa Inyección de CombustibleSanchez AndresPas encore d'évaluation
- Civil - Union HechoDocument5 pagesCivil - Union HechokellyPas encore d'évaluation
- Actividad 2 - Mapeo y Diagrama de ProcesosDocument52 pagesActividad 2 - Mapeo y Diagrama de ProcesosfernandoPas encore d'évaluation
- Normas Legales: Artículo 1.Document1 pageNormas Legales: Artículo 1.Paulino DiestraPas encore d'évaluation
- Actividades Ciencias Alumnos 1º 24 Agosto - 4 JulioDocument15 pagesActividades Ciencias Alumnos 1º 24 Agosto - 4 JulioHeidy CastillaPas encore d'évaluation
- Circulacion de La EnergiaDocument7 pagesCirculacion de La EnergiaLuifer BarriosPas encore d'évaluation
- Extrusiony Plegaduras PDFDocument63 pagesExtrusiony Plegaduras PDFescribedemePas encore d'évaluation
- Correos 2022 1.3.1.1 Carta OrdinariaDocument7 pagesCorreos 2022 1.3.1.1 Carta OrdinariaJASPPas encore d'évaluation
- GAFA - LENTE CLARO UVEX I-Vo 9160Document1 pageGAFA - LENTE CLARO UVEX I-Vo 9160JORGE ALBERTO PEREZ OSPINAPas encore d'évaluation
- Escuelas Objeto Del DerechoDocument17 pagesEscuelas Objeto Del Derechoanayapico1Pas encore d'évaluation
- Aspectos Sociales y Culturales de La EmociónDocument9 pagesAspectos Sociales y Culturales de La EmociónAlejandra Alfonso100% (1)
- Estrategias para El Profesorado Con Alumnado Con Trastorno de Déficit de Atención Con Hiperactividad (Tdah) PDFDocument59 pagesEstrategias para El Profesorado Con Alumnado Con Trastorno de Déficit de Atención Con Hiperactividad (Tdah) PDFcamila Fuentes50% (2)