Vous aimerez peut-être aussi
- Industrial radiography A Complete Guide - 2019 EditionD'EverandIndustrial radiography A Complete Guide - 2019 EditionPas encore d'évaluation
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989D'EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookPas encore d'évaluation
- Amersham 880 Delta Manual PDFDocument88 pagesAmersham 880 Delta Manual PDFRussell ClarkPas encore d'évaluation
- Din 17175Document0 pageDin 17175Ahmed SaadPas encore d'évaluation
- DIN EN 10002-1-2001 金属材料.拉力试验.第1部分室温下的试验方法 PDFDocument54 pagesDIN EN 10002-1-2001 金属材料.拉力试验.第1部分室温下的试验方法 PDFakifPas encore d'évaluation
- Is 9902 2004 PDFDocument11 pagesIs 9902 2004 PDFAgniva DuttaPas encore d'évaluation
- European Standard EN 14584 Norme Europeenne Europaische NormDocument15 pagesEuropean Standard EN 14584 Norme Europeenne Europaische Normvassili_iuPas encore d'évaluation
- PAUT - Mode ConversionDocument8 pagesPAUT - Mode ConversionMohsin IamPas encore d'évaluation
- BS en Iso 3059-2012 - 2018-04-04 - 10-24-59 AmDocument10 pagesBS en Iso 3059-2012 - 2018-04-04 - 10-24-59 AmarbabPas encore d'évaluation
- High Voltage Holiday DetectorDocument3 pagesHigh Voltage Holiday DetectorKamen RPas encore d'évaluation
- Replica PDFDocument10 pagesReplica PDFssoares1989Pas encore d'évaluation
- BS en 1371-1 2011 PDFDocument30 pagesBS en 1371-1 2011 PDFMaximiliano O.Pas encore d'évaluation
- General Requirements For Alloy and Stainless Steel PipeDocument12 pagesGeneral Requirements For Alloy and Stainless Steel Pipebehzad mohammadiPas encore d'évaluation
- Mandatory Appendix Viii - Asme VDocument3 pagesMandatory Appendix Viii - Asme VAngelTinocoPas encore d'évaluation
- Application DIN 2303Document8 pagesApplication DIN 2303Marcelle Poll100% (1)
- Asme B31.3-2016 CC 181Document3 pagesAsme B31.3-2016 CC 181MubeenPas encore d'évaluation
- Iso 3452-5 - 2008Document12 pagesIso 3452-5 - 2008jesonelite100% (1)
- Certificat QSA GlobalDocument20 pagesCertificat QSA GlobalLouis HardyPas encore d'évaluation
- E127 15 PDFDocument9 pagesE127 15 PDFDaniel Mauricio Prieto ValderramaPas encore d'évaluation
- ISO 9916 1991 Aluminium and Magnesium Alloy Castings - Liquid Penetrant TestingDocument9 pagesISO 9916 1991 Aluminium and Magnesium Alloy Castings - Liquid Penetrant TestingJOSUE RIOSPas encore d'évaluation
- Tangential RadiographyDocument9 pagesTangential Radiographykirubha_karan2000Pas encore d'évaluation
- Reducing The Risk of High Temperature Hydrogen Attack (HTHA) FailuresDocument5 pagesReducing The Risk of High Temperature Hydrogen Attack (HTHA) FailuresAgustin Fabian HaddadPas encore d'évaluation
- ISOndtDocument8 pagesISOndtNooruddin SheikPas encore d'évaluation
- Asme NDT MethodDocument1 pageAsme NDT Methodkinglordofato100% (1)
- 2771947Document2 pages2771947aakashPas encore d'évaluation
- BS en Iso 14731-2019Document20 pagesBS en Iso 14731-2019Hüseyin BuğdaycıPas encore d'évaluation
- Fabrication and Control of Flat Bottomed Hole Ultrasonic Standard Reference BlocksDocument16 pagesFabrication and Control of Flat Bottomed Hole Ultrasonic Standard Reference BlocksharryPas encore d'évaluation
- As 2168.2-2009 Non-Destructive Testing - Computerized Radiography Testing of Metallic Materials Using X-RaysDocument7 pagesAs 2168.2-2009 Non-Destructive Testing - Computerized Radiography Testing of Metallic Materials Using X-RaysSAI Global - APACPas encore d'évaluation
- Astm E1065 E1065m 20Document10 pagesAstm E1065 E1065m 20Mohamed AboelkhierPas encore d'évaluation
- Iso 17640 2017 en PDFDocument11 pagesIso 17640 2017 en PDFTanveer Ahmed Quadri100% (1)
- E 215 - 98 R04 - Rtixnq - PDFDocument7 pagesE 215 - 98 R04 - Rtixnq - PDFLeón SuárezPas encore d'évaluation
- Penetrant Penetrant: Non-Destructive Non-Destructive Testing Testing Testing-TestingDocument12 pagesPenetrant Penetrant: Non-Destructive Non-Destructive Testing Testing Testing-TestingQC HSDPas encore d'évaluation
- Asme B31.3 2020Document4 pagesAsme B31.3 2020Tuugii OtgooPas encore d'évaluation
- EN ISO 11699-2 (2011) (E) CodifiedDocument3 pagesEN ISO 11699-2 (2011) (E) CodifiedIrfan RomansyahPas encore d'évaluation
- 2-EN - ISO - 19285 - 2017 PAUT - Англ+Перевод - 05.01.2018Document27 pages2-EN - ISO - 19285 - 2017 PAUT - Англ+Перевод - 05.01.2018123Pas encore d'évaluation
- En Iso 9346 - 1996 Mass TransferDocument13 pagesEn Iso 9346 - 1996 Mass Transferbabis1980100% (1)
- BS en 12668-1-2010Document48 pagesBS en 12668-1-2010lamhuu quangPas encore d'évaluation
- Bs en 1330 1 2014 Non Destructive Testing Terminology Api Asme PublicationDocument30 pagesBs en 1330 1 2014 Non Destructive Testing Terminology Api Asme Publicationudom0% (1)
- AGR Field Operations TD Focus-Scan Data SheetDocument2 pagesAGR Field Operations TD Focus-Scan Data SheetJeganeswaranPas encore d'évaluation
- BS EN 1291 1998, Nondestructive PDFDocument11 pagesBS EN 1291 1998, Nondestructive PDFRajan SteevePas encore d'évaluation
- Astm E1001Document10 pagesAstm E1001Jon DownPas encore d'évaluation
- Requirements For Viewers Bsen25580 PDFDocument13 pagesRequirements For Viewers Bsen25580 PDFThe Normal HeartPas encore d'évaluation
- Chapter 2 Material 2014 PDFDocument363 pagesChapter 2 Material 2014 PDFGOPINATH KRISHNAN NAIRPas encore d'évaluation
- BS EN ISO 13588-2019 Ultrasonic Testing - Use of Automated PAUT TechnologyDocument34 pagesBS EN ISO 13588-2019 Ultrasonic Testing - Use of Automated PAUT TechnologylequanghocPas encore d'évaluation
- E 310 - 99 - Rtmxma - PDFDocument4 pagesE 310 - 99 - Rtmxma - PDFUpul Eranda AbeyrathnaPas encore d'évaluation
- Radiography of Cast Metallic Surgical Implants: Standard Practice ForDocument2 pagesRadiography of Cast Metallic Surgical Implants: Standard Practice ForSüleyman ÖzkahramanPas encore d'évaluation
- A-Star Training & Consultancy Pte LTD: Phased Array Ultrasonic Testing Level Ii - SpecificDocument3 pagesA-Star Training & Consultancy Pte LTD: Phased Array Ultrasonic Testing Level Ii - SpecificDu Xuan BinhPas encore d'évaluation
- Astm 494Document7 pagesAstm 494JOSEPH REFUERZO100% (1)
- BS en 583-6-2008Document26 pagesBS en 583-6-2008sheldonPas encore d'évaluation
- Iso 22825 2012Document12 pagesIso 22825 2012rameshqcPas encore d'évaluation
- NDT Procedure BS EN 10307:2001 (Full Version Available From N-D-T.com)Document6 pagesNDT Procedure BS EN 10307:2001 (Full Version Available From N-D-T.com)Mark BrailsfordPas encore d'évaluation
- NDT Level 2 in Leak - TestingDocument9 pagesNDT Level 2 in Leak - TestingRichard MitchellPas encore d'évaluation
- Pipe Schedule ChartDocument1 pagePipe Schedule ChartNejat AbabayPas encore d'évaluation
- BS 2452 (1954)Document30 pagesBS 2452 (1954)siswou100% (1)
- Holiday Detection in Pipeline Coatings: Standard Test Methods ForDocument4 pagesHoliday Detection in Pipeline Coatings: Standard Test Methods ForAlejandro ValdesPas encore d'évaluation
- CBT Questions: (2) Peel TestDocument18 pagesCBT Questions: (2) Peel TestMOHAMEDPas encore d'évaluation
- Repair ProcedureDocument6 pagesRepair ProcedureTomy GeorgePas encore d'évaluation
- TDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsDocument3 pagesTDC-10A Rev 3 Upgradation by Welding of C12A Steel CastingsGohilakrishnan ThiagarajanPas encore d'évaluation
- Shipbuilding PDFDocument44 pagesShipbuilding PDFSaid Alauddeen FaiszPas encore d'évaluation
- KFLEXDocument6 pagesKFLEXeghashangzadehPas encore d'évaluation
- Sep 09 IssueDocument12 pagesSep 09 IssueeghashangzadehPas encore d'évaluation
- InTech-Porous Metals and Metal Foams Made From PowdersDocument17 pagesInTech-Porous Metals and Metal Foams Made From PowdersJosé H. Ramírez VeluetaPas encore d'évaluation
- Isiri 5006 Inspection Report MethodDocument13 pagesIsiri 5006 Inspection Report MethodeghashangzadehPas encore d'évaluation
- Cleaning MethodsDocument30 pagesCleaning Methodseghashangzadeh100% (1)
- ASQC E2-96 Guide For Inspection Planning PDFDocument12 pagesASQC E2-96 Guide For Inspection Planning PDFeghashangzadehPas encore d'évaluation
- Makhazen Book IntroductionDocument5 pagesMakhazen Book IntroductioneghashangzadehPas encore d'évaluation
- 4x4 Product Specifications1008Document1 page4x4 Product Specifications1008eghashangzadehPas encore d'évaluation
- 10 Procedure For PWHT PDFDocument5 pages10 Procedure For PWHT PDFeghashangzadeh100% (1)
- Amoozeshe Ashpazi PDFDocument63 pagesAmoozeshe Ashpazi PDFeghashangzadehPas encore d'évaluation
- 970 enDocument16 pages970 eneghashangzadehPas encore d'évaluation
- Bruker-S1Turbo SDDocument12 pagesBruker-S1Turbo SDeghashangzadehPas encore d'évaluation
- Isiri 5006 Inspection Report MethodDocument13 pagesIsiri 5006 Inspection Report MethodeghashangzadehPas encore d'évaluation
- Laser 910124Document5 pagesLaser 910124eghashangzadehPas encore d'évaluation
- CIT160kV MDocument2 pagesCIT160kV MeghashangzadehPas encore d'évaluation
- Pigging Valve Brochure Argus ValvesDocument7 pagesPigging Valve Brochure Argus ValvesIsares PodkohPas encore d'évaluation
- Architecture Ebook Outstanding Wood Buildings - CWCDocument28 pagesArchitecture Ebook Outstanding Wood Buildings - CWCAc Arquitetos Associados50% (2)
- RBC NiceDocument56 pagesRBC NiceTIOCA01Pas encore d'évaluation
- D758-Et Minipurge ManualDocument39 pagesD758-Et Minipurge ManualNicholas marcolan (nmarcolan)Pas encore d'évaluation
- Acf DifferencesDocument71 pagesAcf DifferencesMorrisPas encore d'évaluation
- HZS120F8Document2 pagesHZS120F8saimunPas encore d'évaluation
- SYLVANIA W6413tc - SMDocument46 pagesSYLVANIA W6413tc - SMdreamyson1983100% (1)
- C Library Math.h Functions - GeeksforGeeksDocument11 pagesC Library Math.h Functions - GeeksforGeeksSoumadip Banerjee100% (1)
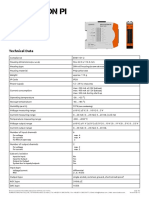
- Datasheet RevPi AIODocument2 pagesDatasheet RevPi AIOsebadansPas encore d'évaluation
- PW5 Basic Double Busbar Dis 20Document12 pagesPW5 Basic Double Busbar Dis 20Shanthiyaah ArumugamPas encore d'évaluation
- Flash 8Document75 pagesFlash 8rickoPas encore d'évaluation
- Robot Arm TutorialDocument16 pagesRobot Arm TutorialFarshad yazdi100% (4)
- JavaScript and XHTML DocumentsDocument40 pagesJavaScript and XHTML Documentstech2click100% (3)
- P357 With Fanuc 04PC User Pre-Installation Guide Rev 4 - 0 PDFDocument35 pagesP357 With Fanuc 04PC User Pre-Installation Guide Rev 4 - 0 PDFParvezPas encore d'évaluation
- Sue's Rendezvous Illegal Certificate of OccupancyDocument3 pagesSue's Rendezvous Illegal Certificate of OccupancySamuel L. RiversPas encore d'évaluation
- Difference Between PPM and PPMVDocument2 pagesDifference Between PPM and PPMVKhanh TrangPas encore d'évaluation
- DEMKA Catalogue New2010Document44 pagesDEMKA Catalogue New2010Mike NomikosPas encore d'évaluation
- PERFORMANCEDocument4 pagesPERFORMANCEKorong KapampanganPas encore d'évaluation
- Comparative Study of BS5930 and EN ISO PDFDocument14 pagesComparative Study of BS5930 and EN ISO PDFNathan VincentPas encore d'évaluation
- White Products CatalogDocument49 pagesWhite Products CatalogjesusPas encore d'évaluation
- CHAPTER 7: Benchmark Test ResultsDocument10 pagesCHAPTER 7: Benchmark Test Resultsnapoleon_velasc3617Pas encore d'évaluation
- Work Method Bridge Sleeper Replacement - 2014Document8 pagesWork Method Bridge Sleeper Replacement - 2014Irham M AFPas encore d'évaluation
- ASTM A395 - A 395M - 99 (Reapproved 2009)Document8 pagesASTM A395 - A 395M - 99 (Reapproved 2009)raulPas encore d'évaluation
- Itp PWHTDocument1 pageItp PWHTTridib DeyPas encore d'évaluation
- MCC Landscape Pre Commencement and Construction Hold PointsDocument3 pagesMCC Landscape Pre Commencement and Construction Hold PointsBillyPas encore d'évaluation
- The Chengdu Jian-20Document20 pagesThe Chengdu Jian-20Cat CrysisPas encore d'évaluation
- Solutions: Please Direct Any Questions To The Forum On The Openedx Courseware PageDocument3 pagesSolutions: Please Direct Any Questions To The Forum On The Openedx Courseware PageMazen A. TaherPas encore d'évaluation
- 343 - 135 - 278 - 80 7 Stud Vulkollan Drive Wheel - Wet GripDocument1 page343 - 135 - 278 - 80 7 Stud Vulkollan Drive Wheel - Wet GripASIFPas encore d'évaluation
- A Preliminary Literature Review of Digital Transformation Case StudiesDocument6 pagesA Preliminary Literature Review of Digital Transformation Case StudiesLucija IvancicPas encore d'évaluation
- HVAC Dampers Installation Method StatementDocument3 pagesHVAC Dampers Installation Method StatementDong VanraPas encore d'évaluation
- Manual Book 500XDocument72 pagesManual Book 500XDadung PrakosoPas encore d'évaluation