Vous aimerez peut-être aussi
- Advanced AutoCAD® 2017: Exercise WorkbookD'EverandAdvanced AutoCAD® 2017: Exercise WorkbookÉvaluation : 1 sur 5 étoiles1/5 (1)
- Especificações: Fechar o SIS Tela AnteriorDocument2 pagesEspecificações: Fechar o SIS Tela AnteriorAnonymous Xz3PgZR8Pas encore d'évaluation
- CAM Lab MtechDocument33 pagesCAM Lab MtechrkPas encore d'évaluation
- Manufacturing of Components For GPMDocument73 pagesManufacturing of Components For GPMSharad Kumar AgarwalPas encore d'évaluation
- Identificacion de PiezasDocument7 pagesIdentificacion de PiezasNorberto Galindo CHavez100% (1)
- Syllabus Me0423 - Computer Aided Manufacturing Laboratory: PurposeDocument10 pagesSyllabus Me0423 - Computer Aided Manufacturing Laboratory: PurposefamilyumaPas encore d'évaluation
- CalibrationXmsn - Testing AdjustingDocument44 pagesCalibrationXmsn - Testing AdjustingGustavo Alonso100% (4)
- Drylin N Low-Profile GuideDocument14 pagesDrylin N Low-Profile GuideigusukPas encore d'évaluation
- Stripper Plate ProgramDocument3 pagesStripper Plate ProgramAme KhunPas encore d'évaluation
- Orbit Spring-Close Actuator Installation ManualDocument99 pagesOrbit Spring-Close Actuator Installation ManualErick Jhonhatan LimonPas encore d'évaluation
- G - Code M - CodeDocument3 pagesG - Code M - CodeblashkogPas encore d'évaluation
- 8999 2055 00 Diagrams and DrawingsDocument83 pages8999 2055 00 Diagrams and DrawingsBojan Taskovic0% (1)
- Polaris PWC 1992-1998 Factory Service ManualDocument577 pagesPolaris PWC 1992-1998 Factory Service ManualMetalAnon94% (53)
- Alga Algas Pneumatic Actuator Metric English en Us 2545482Document104 pagesAlga Algas Pneumatic Actuator Metric English en Us 2545482dgii.oftec.car2Pas encore d'évaluation
- Appendix A - G and M Codes: This Part Program Is Used With The Ballbar TestDocument40 pagesAppendix A - G and M Codes: This Part Program Is Used With The Ballbar TestIvan Hren100% (1)
- CNC Milling Machine GuideDocument11 pagesCNC Milling Machine GuideAmir Fikri AmranPas encore d'évaluation
- CNC ProgrammingDocument62 pagesCNC ProgrammingSanjog Maiti100% (1)
- Priority Valve - Test and AdjustDocument4 pagesPriority Valve - Test and AdjustVictor NunezPas encore d'évaluation
- EXP 2A 2B 2c.changedDocument9 pagesEXP 2A 2B 2c.changedPradeepvenugopalPas encore d'évaluation
- Automatic and Manual Turrets PDFDocument28 pagesAutomatic and Manual Turrets PDFPhineas MagellanPas encore d'évaluation
- HD66766 10Document100 pagesHD66766 10fenikseemPas encore d'évaluation
- VTL 30 DetailsDocument4 pagesVTL 30 DetailspranaybinaykePas encore d'évaluation
- GSAC Seat Track InspectionDocument2 pagesGSAC Seat Track InspectionlakshmimurugesanPas encore d'évaluation
- PA_ALZA_M500_1455P_IW_FSM-4Document1 455 pagesPA_ALZA_M500_1455P_IW_FSM-4Poksu LieyPas encore d'évaluation
- TTT - D9R - General Literature ListDocument6 pagesTTT - D9R - General Literature ListStasPas encore d'évaluation
- Cam Manul Me Ii SemDocument17 pagesCam Manul Me Ii SemVignesh VaranPas encore d'évaluation
- CNC Haas MillingDocument27 pagesCNC Haas MillingArjun PatilPas encore d'évaluation
- 45D-MQ Full Freelift 4-Stage Quad Mast: Arts ManualDocument62 pages45D-MQ Full Freelift 4-Stage Quad Mast: Arts Manualjuan antonio hdezPas encore d'évaluation
- CNC ReportDocument8 pagesCNC ReportEkene Chikwendu-OgbodoPas encore d'évaluation
- 225 - 800 Cycles UMS4 Programming GuideDocument105 pages225 - 800 Cycles UMS4 Programming Guidebassu86Pas encore d'évaluation
- RENR7312 D3G, D4G and D5G Track-Type Tractors 1Document91 pagesRENR7312 D3G, D4G and D5G Track-Type Tractors 1Rob BeersPas encore d'évaluation
- 13Document17 pages13kalaiPas encore d'évaluation
- CNC Programming WRKB Lathe Sample LockedDocument51 pagesCNC Programming WRKB Lathe Sample Lockedkree_bigdaddy100% (1)
- Canatal M-Series IOMDocument47 pagesCanatal M-Series IOMNurmansyah Dwi CahyonoPas encore d'évaluation
- Lab 6 - Face Milling On CNC MachineDocument5 pagesLab 6 - Face Milling On CNC MachineHaris NaveedPas encore d'évaluation
- CNC Part Program & DrawingDocument21 pagesCNC Part Program & DrawingHairedinPas encore d'évaluation
- Tugas 3 CadDocument45 pagesTugas 3 CadPutro Adi nugrohoPas encore d'évaluation
- Three Axis CNC Machine With Control Motors General Arrangement Isometric View and Parts ListDocument1 pageThree Axis CNC Machine With Control Motors General Arrangement Isometric View and Parts Listvalentin35Pas encore d'évaluation
- Introduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1Document11 pagesIntroduction To Introduction To Computer Numerical Control: Computer Aided Manufacturing TECH 4/53350 1BabuRaoThellaPas encore d'évaluation
- Adp 2Document15 pagesAdp 2prasannabalajiPas encore d'évaluation
- Hfe Sony Hcd-Grx90av Rxd10av Service enDocument74 pagesHfe Sony Hcd-Grx90av Rxd10av Service enFábio Menezes100% (1)
- Parts Catalog: 9965 Cotton PickerDocument631 pagesParts Catalog: 9965 Cotton Pickeragroverde solucoesPas encore d'évaluation
- Meritor 9-10-13 Speed TransmissionsDocument203 pagesMeritor 9-10-13 Speed TransmissionsJose Angel Melendez100% (8)
- Catalogue Vickers PumpiDocument35 pagesCatalogue Vickers PumpiRn SrtnPas encore d'évaluation
- Single Point Report - Displayed On ITS-90: 4 SI, ITS-90 SI, ITS-90 31 Range Range 101325Document7 pagesSingle Point Report - Displayed On ITS-90: 4 SI, ITS-90 SI, ITS-90 31 Range Range 101325Yohan EliasyarPas encore d'évaluation
- CNC TECHNOLOGY SEMINAR REPORTDocument16 pagesCNC TECHNOLOGY SEMINAR REPORTVIKRAM PATELPas encore d'évaluation
- Ring FederDocument0 pageRing Federrudolf_laszlokPas encore d'évaluation
- Rehs1761-06 Required Tooling For Bench Testing Hydraulic Components 13-07-2012Document22 pagesRehs1761-06 Required Tooling For Bench Testing Hydraulic Components 13-07-2012Jean-Jacques OuandaogoPas encore d'évaluation
- 07 2013 MICHELIN Motorsport CatalogDocument58 pages07 2013 MICHELIN Motorsport Cataloggabriel_danutPas encore d'évaluation
- Double Paddle MixerDocument118 pagesDouble Paddle MixerArun Kumar80% (5)
- CNC Milling Programing Guide PDFDocument52 pagesCNC Milling Programing Guide PDFSơn Đặng71% (7)
- Report CNC Turning LengkapDocument19 pagesReport CNC Turning LengkapFirdaus Shah25% (4)
- CNC MillingDocument27 pagesCNC MillingDhananjay JoshiPas encore d'évaluation
- Alga Algas Pneumatic Actuator Metric English en Us 2545482Document110 pagesAlga Algas Pneumatic Actuator Metric English en Us 2545482najwakamilah naimPas encore d'évaluation
- 2005 XrefDocument31 pages2005 Xrefemailconfirmation200Pas encore d'évaluation
- LiftMaster Gate OperatorDocument40 pagesLiftMaster Gate OperatorDavid O'BrienPas encore d'évaluation
- 777FDocument93 pages777FAlcanfred Cte Bto100% (6)
- MotorDocument48 pagesMotorHernan CuevasPas encore d'évaluation
- The Consistent Application of Maxwell-Garnett Effective Medium Theory To Anisotropic CompositesDocument4 pagesThe Consistent Application of Maxwell-Garnett Effective Medium Theory To Anisotropic CompositesKunal SharmaPas encore d'évaluation
- Tulsidas Addresses Hanuman: Hanuman-Chalisa, Sankat-Mochan Hanumanashtak and Hanuman-BahukDocument40 pagesTulsidas Addresses Hanuman: Hanuman-Chalisa, Sankat-Mochan Hanumanashtak and Hanuman-BahukKunal SharmaPas encore d'évaluation
- State-of-the-Art and Perspectives On Silicon Waveguide Crossings: A ReviewDocument16 pagesState-of-the-Art and Perspectives On Silicon Waveguide Crossings: A ReviewKunal SharmaPas encore d'évaluation
- Tulsidas Addresses Hanuman: Hanuman-Chalisa, Sankat-Mochan Hanumanashtak and Hanuman-BahukDocument40 pagesTulsidas Addresses Hanuman: Hanuman-Chalisa, Sankat-Mochan Hanumanashtak and Hanuman-BahukKunal SharmaPas encore d'évaluation
- Ijms 11 00532Document12 pagesIjms 11 00532Kunal SharmaPas encore d'évaluation
- 12 B PDFDocument11 pages12 B PDFKunal SharmaPas encore d'évaluation
- Materials: Methods of Gold and Silver Nanoparticles PreparationDocument22 pagesMaterials: Methods of Gold and Silver Nanoparticles PreparationKunal SharmaPas encore d'évaluation
- Aerospace 01 00052Document15 pagesAerospace 01 00052Nadeem abbasPas encore d'évaluation
- Aerospace 01 00052Document15 pagesAerospace 01 00052Nadeem abbasPas encore d'évaluation
- 5-Axis Toolpath Optimization for Turgo Turbine Runner ManufacturingDocument75 pages5-Axis Toolpath Optimization for Turgo Turbine Runner ManufacturingKunal SharmaPas encore d'évaluation
- Journal of Membrane Science: SciencedirectDocument23 pagesJournal of Membrane Science: SciencedirectKunal SharmaPas encore d'évaluation
- Applied Surface Science: Elbruz Murat Baba, C. Elif Cansoy, Esra Ozkan ZayimDocument6 pagesApplied Surface Science: Elbruz Murat Baba, C. Elif Cansoy, Esra Ozkan ZayimKunal SharmaPas encore d'évaluation
- Traceable 2-D Finite-Element Simulation of The Whispering-Gallery Modes of Axisymmetric Electromagnetic ResonatorsDocument10 pagesTraceable 2-D Finite-Element Simulation of The Whispering-Gallery Modes of Axisymmetric Electromagnetic ResonatorsKunal SharmaPas encore d'évaluation
- Proposal ReportDocument17 pagesProposal ReportKunal SharmaPas encore d'évaluation
- Lab Week 9 Blinking LED and Switch DebouncingDocument1 pageLab Week 9 Blinking LED and Switch DebouncingKunal SharmaPas encore d'évaluation
- Ring Resonators Theory and ModelingDocument39 pagesRing Resonators Theory and ModelingtrojanlightPas encore d'évaluation
- 5-Axis Toolpath Optimization for Turgo Turbine Runner ManufacturingDocument75 pages5-Axis Toolpath Optimization for Turgo Turbine Runner ManufacturingKunal SharmaPas encore d'évaluation
- DetailCBTC ThesisDocument173 pagesDetailCBTC ThesisKunal SharmaPas encore d'évaluation
- Python for Absolute Beginners: An Introduction to Programming with Fun ProjectsDocument112 pagesPython for Absolute Beginners: An Introduction to Programming with Fun ProjectsKunal Sharma100% (9)
- ClampDocument23 pagesClampKunal SharmaPas encore d'évaluation
- Python for Absolute Beginners: An Introduction to Programming with Fun ProjectsDocument112 pagesPython for Absolute Beginners: An Introduction to Programming with Fun ProjectsKunal Sharma100% (9)
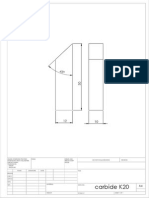
- Carbide K20Document1 pageCarbide K20hadePas encore d'évaluation
- Mobile Train Radio CommunicataionDocument27 pagesMobile Train Radio CommunicataionKunal SharmaPas encore d'évaluation
- CIRP Annals - Manufacturing Technology: J. Hesselbach (2), H.-W. Hoffmeister, B.-C. Schuller, K. LoeisDocument4 pagesCIRP Annals - Manufacturing Technology: J. Hesselbach (2), H.-W. Hoffmeister, B.-C. Schuller, K. LoeisKunal SharmaPas encore d'évaluation
- Grant-Proposal THHsieh 1Document6 pagesGrant-Proposal THHsieh 1Kunal SharmaPas encore d'évaluation
- Airong ThesisDocument84 pagesAirong ThesisKunal SharmaPas encore d'évaluation
- The Design of Parallel Combination For Cam Mechanism: SciencesDocument7 pagesThe Design of Parallel Combination For Cam Mechanism: SciencesKunal SharmaPas encore d'évaluation
- New Microsoft Office Word DocumentDocument1 pageNew Microsoft Office Word DocumentKunal SharmaPas encore d'évaluation
- ExoskeletonDocument1 pageExoskeletonKunal SharmaPas encore d'évaluation
- Delta Function - From Wolfram MathWorldDocument4 pagesDelta Function - From Wolfram MathWorldGovind GopalPas encore d'évaluation
- 2 Class KinematicsDocument12 pages2 Class KinematicsEva García DasíPas encore d'évaluation
- Moment of Inertia and Radius of Gyration ExplainedDocument12 pagesMoment of Inertia and Radius of Gyration ExplainedVivo 1906Pas encore d'évaluation
- Rules and 15-question math testDocument3 pagesRules and 15-question math testPanchitoPas encore d'évaluation
- Maths EM Glance Me Once 2022Document49 pagesMaths EM Glance Me Once 2022manjulla raju0% (1)
- Solid Mensuration FormulasDocument9 pagesSolid Mensuration Formulashenrytolentino100% (1)
- Tute 3 PDFDocument2 pagesTute 3 PDFMike WaniPas encore d'évaluation
- S.S. Bhavikatti - Engineering Mechanics - Vector and Classical Approach (All India) (2020, NEW AGE INTERNATIONAL) - Libgen - LiDocument512 pagesS.S. Bhavikatti - Engineering Mechanics - Vector and Classical Approach (All India) (2020, NEW AGE INTERNATIONAL) - Libgen - LiKrishna Sen 3051100% (1)
- MathMinutes G3Document115 pagesMathMinutes G3Diem Huynh100% (2)
- Class 7 Cbse Maths Sample Paper Term 2 Model 1Document4 pagesClass 7 Cbse Maths Sample Paper Term 2 Model 1Sunaina RawatPas encore d'évaluation
- Problem 15-69: T F Torf FDocument34 pagesProblem 15-69: T F Torf Fadam johnsonPas encore d'évaluation
- MV Math Objectives PDFDocument3 pagesMV Math Objectives PDFraj ortalPas encore d'évaluation
- Mirror Descent and Nonlinear Projected Subgradient Methods For Convex OptimizationDocument9 pagesMirror Descent and Nonlinear Projected Subgradient Methods For Convex OptimizationfurbyhaterPas encore d'évaluation
- Reading Kinematic GraphsDocument18 pagesReading Kinematic GraphsRoshan PargarsinghPas encore d'évaluation
- Types of PendulumsDocument10 pagesTypes of PendulumsAdrian Arasu100% (1)
- Engineering Drawing Lab ManualDocument52 pagesEngineering Drawing Lab ManualRAMAKANT RANA93% (15)
- Q3 Math 8 Module 4Document16 pagesQ3 Math 8 Module 4silverPas encore d'évaluation
- UT (A) - CoE (XI) - Test-05 - Paper-2 - (Code-B) - (2022-24) - Compile (13-10-2022) - (2020-P-2) - (Only Que.)Document13 pagesUT (A) - CoE (XI) - Test-05 - Paper-2 - (Code-B) - (2022-24) - Compile (13-10-2022) - (2020-P-2) - (Only Que.)darling deanPas encore d'évaluation
- Mechanical Drawing Fundamentals GuideDocument15 pagesMechanical Drawing Fundamentals Guider_12126814Pas encore d'évaluation
- Generalized Complex NumbersDocument12 pagesGeneralized Complex NumbersAnonymous MUhD413U6Pas encore d'évaluation
- ICT ILLUSTRATION 8 MODULE 3 Lesson 1Document15 pagesICT ILLUSTRATION 8 MODULE 3 Lesson 1JENIFER PATAGOC100% (1)
- DISTMESH TutorialDocument6 pagesDISTMESH TutorialHenri DuboisPas encore d'évaluation
- Convex Inequality PDFDocument5 pagesConvex Inequality PDFArka SenguptaPas encore d'évaluation
- 01 5540F Paper 1 Foundation Tier November 2008Document24 pages01 5540F Paper 1 Foundation Tier November 2008mathsattrafalgarPas encore d'évaluation
- Engg Mechanics Ques BankDocument68 pagesEngg Mechanics Ques BankUtkalPas encore d'évaluation
- 14 Space Group Patterns: W. M. MeierDocument34 pages14 Space Group Patterns: W. M. MeierpuplatPas encore d'évaluation
- (ECE 401) Lecture 2 Vector Analysis - Part 1Document34 pages(ECE 401) Lecture 2 Vector Analysis - Part 1Johnjoseph VeraPas encore d'évaluation
- Arapura, Introduction To Differential FormsDocument30 pagesArapura, Introduction To Differential FormsΣωτήρης ΝτελήςPas encore d'évaluation
- Bansal DPP 11Document207 pagesBansal DPP 11bhnprtp90Pas encore d'évaluation
- Trig Formula SheetDocument3 pagesTrig Formula Sheetpcam11Pas encore d'évaluation