Vous aimerez peut-être aussi
- Criterio de Aceptación API 650Document1 pageCriterio de Aceptación API 650Adrian Velazco100% (2)
- CRITERIOS RADIOGRAFÍA API 1104Document5 pagesCRITERIOS RADIOGRAFÍA API 1104cesarenrique2010Pas encore d'évaluation
- Asme Seccion V Artículo 9 EspañolDocument4 pagesAsme Seccion V Artículo 9 EspañolJonathan Benavides75% (4)
- Criterios de Aceptación y Rechazo de Radiografia Asme Sec Viii y Asme Sec IDocument2 pagesCriterios de Aceptación y Rechazo de Radiografia Asme Sec Viii y Asme Sec ICarlos Rodríguez75% (4)
- Procedimiento de partículas magnéticas API 1104Document19 pagesProcedimiento de partículas magnéticas API 1104Simón Pedro Araya Tapia100% (1)
- Procedimiento para Inspección Por Líquidos Penetrantes Según AWS D1.1Document10 pagesProcedimiento para Inspección Por Líquidos Penetrantes Según AWS D1.1Nilton Luis100% (1)
- Asme Art.9 Examen Visual Traducido EspañolDocument2 pagesAsme Art.9 Examen Visual Traducido EspañolBreyner RodriguezPas encore d'évaluation
- CÓDIGO ASME SECCIÓN V ARTICULO 6, en Español - 2019Document18 pagesCÓDIGO ASME SECCIÓN V ARTICULO 6, en Español - 2019secomet eirl73% (11)
- Asme Seccion V Artículo 7 - 2019 en EspañolDocument43 pagesAsme Seccion V Artículo 7 - 2019 en EspañolAbel Cristobal Berrios100% (4)
- Asme Sec V Art VDocument13 pagesAsme Sec V Art Vcristhian alcocerPas encore d'évaluation
- Exámenes ultrasónicos de soldaduras ASME BPC.V-2017Document23 pagesExámenes ultrasónicos de soldaduras ASME BPC.V-2017Efrain Ortiz Barreto60% (5)
- Ensayo de líquidos penetrantes y normas de aceptación para soldadura de tuberíaDocument2 pagesEnsayo de líquidos penetrantes y normas de aceptación para soldadura de tuberíaMiriam LopezPas encore d'évaluation
- Asnt Practica EscritaDocument26 pagesAsnt Practica EscritaGerardoYanez100% (4)
- In-06-F Formato Particulas MagneticasDocument1 pageIn-06-F Formato Particulas MagneticasLevi HernandezPas encore d'évaluation
- Examen ultrasonido uniones soldadas fasesDocument37 pagesExamen ultrasonido uniones soldadas fasesJesus Condori100% (1)
- PRACTICA ESCRITA JP-PE-001 FreeDocument12 pagesPRACTICA ESCRITA JP-PE-001 FreeMIGUEL ANGEL TINEO GOYES100% (2)
- 7se-2700 (Astm e 2700-09)Document15 pages7se-2700 (Astm e 2700-09)BeNo16Pas encore d'évaluation
- Inspeccion Visual - Criterios de Aceptacion ASME B31.3 2014Document3 pagesInspeccion Visual - Criterios de Aceptacion ASME B31.3 2014kuchuro100% (7)
- ASME Seccion V Art 2 EspañolDocument10 pagesASME Seccion V Art 2 EspañolEdwin Daniel Martinez80% (5)
- Asme Seccion V Articulo 5 Ut EspanolDocument14 pagesAsme Seccion V Articulo 5 Ut Espanoldavid ortiz lutzow100% (2)
- Asme Seccion Viii Apendice 4Document8 pagesAsme Seccion Viii Apendice 4Ignacio Perez Ramirez50% (2)
- Asme Sec V Articulo 9 VTDocument3 pagesAsme Sec V Articulo 9 VTRogerMachaD100% (1)
- Asme 5 Art 4 EspañolDocument14 pagesAsme 5 Art 4 EspañolAndrea GonzálezPas encore d'évaluation
- Procedimiento de Ultrasonido PND-UT-P-002 ASTM A435-A578Document10 pagesProcedimiento de Ultrasonido PND-UT-P-002 ASTM A435-A578Patricio Hdz100% (1)
- ICOT-PRO-CC-034 - Procedimiento de Ultrasonido Industrial - API 650 2016Document14 pagesICOT-PRO-CC-034 - Procedimiento de Ultrasonido Industrial - API 650 2016Oscar S Espinoza MenachoPas encore d'évaluation
- Criterios de Aceptación ASME B31Document2 pagesCriterios de Aceptación ASME B31Wilians Rosales Chavez100% (1)
- Asme b31 Criterios de Aceptacion o RechazoDocument5 pagesAsme b31 Criterios de Aceptacion o RechazoJorge Luis Olivar Quintero0% (2)
- API - 1104 Espanol Sec 9Document7 pagesAPI - 1104 Espanol Sec 9Darwin_SidneyPas encore d'évaluation
- EN-P-03 Inspección Con Líquidos Penetrantes PDFDocument16 pagesEN-P-03 Inspección Con Líquidos Penetrantes PDFCamilo GonzalezPas encore d'évaluation
- Test Nivel II - LLOGSADocument44 pagesTest Nivel II - LLOGSAAndres Bermudez100% (1)
- Criterio Inspeccion Visual Aws D1.1 PDFDocument1 pageCriterio Inspeccion Visual Aws D1.1 PDFwilialexis7710% (1)
- Procedimiento para Inspección Por Particulas Mangeticas PR-IND-003Document16 pagesProcedimiento para Inspección Por Particulas Mangeticas PR-IND-003jdaniel1269100% (1)
- Instructivo de Inspeccion Visual de SoldaduraDocument7 pagesInstructivo de Inspeccion Visual de SoldaduraBrian Escuel RengifoPas encore d'évaluation
- Criterios de Aceptacion para DoblezDocument1 pageCriterios de Aceptacion para DoblezIvan DPas encore d'évaluation
- Asme b31.3 InspeccionDocument12 pagesAsme b31.3 InspeccionPipePerezEspinozaPas encore d'évaluation
- ASTM, E 433 Fotografías de Referencia Estándar para Inspección Por P.T.Document8 pagesASTM, E 433 Fotografías de Referencia Estándar para Inspección Por P.T.Luis Collahua CuyaPas encore d'évaluation
- Perfil de Anclaje 11921Document4 pagesPerfil de Anclaje 11921gaboac88Pas encore d'évaluation
- END-PMT-06 Procedimiento MT API 1104-2013Document21 pagesEND-PMT-06 Procedimiento MT API 1104-2013JR MPPas encore d'évaluation
- Bloque Asme Básico Español ART.4Document1 pageBloque Asme Básico Español ART.4miguelPas encore d'évaluation
- Curva DACDocument5 pagesCurva DACWilly Franco Correa BautistaPas encore d'évaluation
- Asme Seccion Viii Uw 51 PDFDocument3 pagesAsme Seccion Viii Uw 51 PDFIgnacio Perez Ramirez100% (1)
- Procedimiento de Ut-Awsd1.1Document30 pagesProcedimiento de Ut-Awsd1.1jaime huertas100% (1)
- Artículo 4Document5 pagesArtículo 4Frank Bautista100% (3)
- E 1316 Terminología Estándar paraDocument42 pagesE 1316 Terminología Estándar parapicotto100% (2)
- Examen Inspección Visual Nivel II Parcial 2Document6 pagesExamen Inspección Visual Nivel II Parcial 2David Andres Lopez SaenzPas encore d'évaluation
- Examen visual nivel IIDocument6 pagesExamen visual nivel IIJimmy Reina100% (2)
- Tablas 6.1 y 9.16 AWS D1.1 2015 EspañolDocument2 pagesTablas 6.1 y 9.16 AWS D1.1 2015 Españolinspectormet100% (3)
- Asme STS-1-2011Document6 pagesAsme STS-1-2011Bryan Jimenes DorantesPas encore d'évaluation
- Modulo 5 API 1104 Anexo BDocument33 pagesModulo 5 API 1104 Anexo BjeliachPas encore d'évaluation
- Procedimiento Inspección Visual de Soldadura Segun AWS D1.5 PDFDocument7 pagesProcedimiento Inspección Visual de Soldadura Segun AWS D1.5 PDFPer DCPas encore d'évaluation
- 5277.CO.P.01-Rev.A - Prefa y Montaje de CañeriaDocument10 pages5277.CO.P.01-Rev.A - Prefa y Montaje de CañeriaFranco SarcoPas encore d'évaluation
- Procedimiento General de SoldaduraDocument6 pagesProcedimiento General de SoldaduraomarPas encore d'évaluation
- Memoria Cálculo-Tijeral Palacios Vicente Jeanette Turno TardeDocument11 pagesMemoria Cálculo-Tijeral Palacios Vicente Jeanette Turno TardeRafael FernandezPas encore d'évaluation
- Inspección visual soldaduraDocument7 pagesInspección visual soldadurayahirrocagalindoPas encore d'évaluation
- BS-SCO-14 Reparacion de Soldadura... CorregidoDocument6 pagesBS-SCO-14 Reparacion de Soldadura... CorregidoDaniel BalderramaPas encore d'évaluation
- Asme b31.4 Parrafos de Inspeccion VisualDocument8 pagesAsme b31.4 Parrafos de Inspeccion VisualIvan D100% (1)
- Analisis de Laboratorio Estructuras MetálicasDocument6 pagesAnalisis de Laboratorio Estructuras MetálicasCarlos PalomaresPas encore d'évaluation
- Especificaciones Tecnicas - Estructuras MetalicasDocument8 pagesEspecificaciones Tecnicas - Estructuras MetalicasAbelAntonioAnchayhuaFloresPas encore d'évaluation
- ET-CME-Compuerta Plana Tipo Armco Con Mecanismo de Izaje ManualDocument6 pagesET-CME-Compuerta Plana Tipo Armco Con Mecanismo de Izaje ManualJHonHuberthCalderonAguilarPas encore d'évaluation
- Soldadura MAG de estructuras de acero al carbono. FMEC0210D'EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Pas encore d'évaluation
- RoscasDocument33 pagesRoscassuperman3kPas encore d'évaluation
- Unidad 5 Gestion de Informacion y Repuestos Modulo 1Document45 pagesUnidad 5 Gestion de Informacion y Repuestos Modulo 1Nicholas SmithPas encore d'évaluation
- Unidad 4 Analisis de Equipos Modulo 1Document36 pagesUnidad 4 Analisis de Equipos Modulo 1Nicholas SmithPas encore d'évaluation
- Practica 1 Mov Armonico SimpleDocument2 pagesPractica 1 Mov Armonico SimpleNicholas SmithPas encore d'évaluation
- Analisis de Vibraciones Unidad 3Document5 pagesAnalisis de Vibraciones Unidad 3Nicholas SmithPas encore d'évaluation
- Unidad 3 Mantenimiento Preventivo Modulo 1Document44 pagesUnidad 3 Mantenimiento Preventivo Modulo 1Nicholas SmithPas encore d'évaluation
- Unidad 2 Mantenimiento Correctivo Modulo 1Document45 pagesUnidad 2 Mantenimiento Correctivo Modulo 1Nicholas SmithPas encore d'évaluation
- Practica 1 Vibraciones MecanicasDocument2 pagesPractica 1 Vibraciones MecanicasNicholas SmithPas encore d'évaluation
- Unidad 1 Introduccion Al Mantenimiento Modulo 1Document51 pagesUnidad 1 Introduccion Al Mantenimiento Modulo 1Nicholas SmithPas encore d'évaluation
- Pat306 - N - H - Grupo A Mtto IndustrialDocument10 pagesPat306 - N - H - Grupo A Mtto IndustrialNicholas SmithPas encore d'évaluation
- Pat306 - W - Camacho - GrupoaDocument4 pagesPat306 - W - Camacho - GrupoaNicholas SmithPas encore d'évaluation
- Analisis de Vibraciones Unidad 1Document11 pagesAnalisis de Vibraciones Unidad 1Nicholas SmithPas encore d'évaluation
- Unidad 1 Introduccion Al MantenimientoDocument43 pagesUnidad 1 Introduccion Al MantenimientoNicholas SmithPas encore d'évaluation
- Planeacion Operativa y Programacion en Mantenimiento PDFDocument38 pagesPlaneacion Operativa y Programacion en Mantenimiento PDFkaiser781Pas encore d'évaluation
- Analisis de Vibraciones Unidad 1Document15 pagesAnalisis de Vibraciones Unidad 1Nicholas SmithPas encore d'évaluation
- Unidad 13 SoporteDocument40 pagesUnidad 13 SoporteNicholas SmithPas encore d'évaluation
- Vibraciones de sistemas con 2 grados de libertadDocument26 pagesVibraciones de sistemas con 2 grados de libertadNicholas SmithPas encore d'évaluation
- Norma Iso 14224Document56 pagesNorma Iso 14224Jhair RojasPas encore d'évaluation
- Tema 10. Planos PDFDocument23 pagesTema 10. Planos PDFlarryjacoboPas encore d'évaluation
- Unidad 6 Planificacion y Programacion MttoDocument18 pagesUnidad 6 Planificacion y Programacion MttoNicholas Smith100% (1)
- Balances de energía y ecuación de Bernoulli en sistemas de fluidosDocument20 pagesBalances de energía y ecuación de Bernoulli en sistemas de fluidosNicholas SmithPas encore d'évaluation
- Tecnicas de Auditorias Aplicadas en Los Procesos de Gestion Del Mantenimiento Carlos ParraDocument42 pagesTecnicas de Auditorias Aplicadas en Los Procesos de Gestion Del Mantenimiento Carlos ParraLeonel HidalgoPas encore d'évaluation
- Unidad 1 ManometrosDocument20 pagesUnidad 1 ManometrosNicholas SmithPas encore d'évaluation
- Introduccion A PipingDocument29 pagesIntroduccion A PipingNicholas Smith100% (1)
- Unidad 13 SoporteDocument40 pagesUnidad 13 SoporteNicholas SmithPas encore d'évaluation
- Unidad 9. - UnionesDocument29 pagesUnidad 9. - UnionesNicholas SmithPas encore d'évaluation
- Reglamento Boliviano ConstruccionDocument30 pagesReglamento Boliviano ConstruccionAlberto Delgado50% (2)
- Unidad 8.-Instalaciones IndustrialesDocument47 pagesUnidad 8.-Instalaciones IndustrialesNicholas SmithPas encore d'évaluation
- Unidad 10 ValvulasDocument40 pagesUnidad 10 ValvulasNicholas SmithPas encore d'évaluation
- Unidad 6 . - Diseño Electricos de Platas Industriales - Parte 2Document14 pagesUnidad 6 . - Diseño Electricos de Platas Industriales - Parte 2Nicholas SmithPas encore d'évaluation
- Análisis de Alternativas PUENTE, SIFON Y TUBERÍA COLGADA.Document16 pagesAnálisis de Alternativas PUENTE, SIFON Y TUBERÍA COLGADA.Pedro José Guerrero EscobarPas encore d'évaluation
- DERAKANE MOMENTUM 470-300 Fichas en Español 3Document4 pagesDERAKANE MOMENTUM 470-300 Fichas en Español 3jotadislexiaPas encore d'évaluation
- Transmisión de CargasDocument30 pagesTransmisión de CargasMichelle Murillo100% (1)
- Informe EquilibrioDocument3 pagesInforme EquilibrioDarioPas encore d'évaluation
- Catalogo AutoDocument36 pagesCatalogo AutoLuis Antonio FigueroaPas encore d'évaluation
- CalorDocument12 pagesCalorTulio NaranjoPas encore d'évaluation
- Vigas Doblemente ReforzadasDocument6 pagesVigas Doblemente ReforzadasJhair Santa CruzPas encore d'évaluation
- Fertiactyl GZDocument4 pagesFertiactyl GZyuli sotoPas encore d'évaluation
- Calculo Sostenimiento Labores de Explotacion QuirachaDocument53 pagesCalculo Sostenimiento Labores de Explotacion QuirachacharlesminerPas encore d'évaluation
- Catalogo NalerDocument94 pagesCatalogo Nalermarlowe17Pas encore d'évaluation
- Petrografia MineraDocument44 pagesPetrografia MineraElvis IvanPas encore d'évaluation
- Patologias Ene L Concreto - Análisis Estructural 1 - B1 - Vicente RamosDocument24 pagesPatologias Ene L Concreto - Análisis Estructural 1 - B1 - Vicente RamosRoddy VicentePas encore d'évaluation
- Pernos, Tornillos y ArandelasDocument33 pagesPernos, Tornillos y ArandelasEdgar Elio Quiñones QuirogaPas encore d'évaluation
- TORNILLODocument8 pagesTORNILLOJohan Mauro Uribe RodriguezPas encore d'évaluation
- T1 Combustion 1819 PDFDocument69 pagesT1 Combustion 1819 PDFElgatoviscoPas encore d'évaluation
- PF Balance de Masa Procesos No ReactivosDocument4 pagesPF Balance de Masa Procesos No ReactivosJuan Manuel Uceda Pérez0% (1)
- APU CarreteraDocument77 pagesAPU CarreteraBrezhney G Rosario APas encore d'évaluation
- CHO4Document42 pagesCHO4AnDiie DouxPas encore d'évaluation
- Procedimiento Revision de MurosDocument13 pagesProcedimiento Revision de MurosLeonardo E. Ceja HuertaPas encore d'évaluation
- Lenguaje MonografiaDocument18 pagesLenguaje MonografiaMamani Mamani JessicaPas encore d'évaluation
- Geomalla uniaxial tejida GridPro WG - 200 - PETDocument1 pageGeomalla uniaxial tejida GridPro WG - 200 - PETManuel Mucha VasquezPas encore d'évaluation
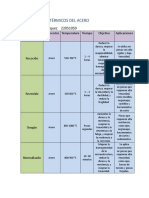
- Tratamientos Térmicos Del Acero Tabla ComparativaDocument2 pagesTratamientos Térmicos Del Acero Tabla ComparativaJuárez Vázquez RodrigoPas encore d'évaluation
- Calculo Tuberias Clayton Capacitacion Ing Raul FernandezDocument111 pagesCalculo Tuberias Clayton Capacitacion Ing Raul FernandezJacqueline EstevezPas encore d'évaluation
- Actividad 3 QuimicaDocument8 pagesActividad 3 QuimicaJose Diego100% (1)
- Modelacion Numerica HormigonDocument8 pagesModelacion Numerica HormigonDaniel OlmoPas encore d'évaluation
- Resumen ApusDocument4 pagesResumen ApusMilagros LlanosPas encore d'évaluation
- Determinación de Elementos de CalcioDocument17 pagesDeterminación de Elementos de CalcioMileida SandovalPas encore d'évaluation
- Produccion de Quitaesmalte en LaboratorioDocument6 pagesProduccion de Quitaesmalte en LaboratorioMatiasMallo100% (1)
- Practica #006Document10 pagesPractica #006elmerPas encore d'évaluation
- Propiedades de los Fluidos Mecánica de FluidosDocument179 pagesPropiedades de los Fluidos Mecánica de FluidosMarving NavarroPas encore d'évaluation