Vous aimerez peut-être aussi
- Referat Glaukoma Sudut TertutupDocument50 pagesReferat Glaukoma Sudut Tertutupbelly sutopoPas encore d'évaluation
- Referat Glaukoma Sudut TertutupDocument50 pagesReferat Glaukoma Sudut Tertutupbelly sutopoPas encore d'évaluation
- Skill 5 Wound ToiletDocument2 pagesSkill 5 Wound ToiletDyPas encore d'évaluation
- Hubungan Alel HLA-A11 Dengan Kejadian KNF Pada Etnik Minangkabau Di RSUP Dr. M.djamil PadangDocument54 pagesHubungan Alel HLA-A11 Dengan Kejadian KNF Pada Etnik Minangkabau Di RSUP Dr. M.djamil PadangPeter SalimPas encore d'évaluation
- Poster Jadwal Iva TesDocument1 pagePoster Jadwal Iva TesPutri AjjaPas encore d'évaluation
- Urat NefropatiDocument7 pagesUrat Nefropatibelly sutopoPas encore d'évaluation
- Sosialisasi Penanganan Kejadian Tertusuk JarumDocument3 pagesSosialisasi Penanganan Kejadian Tertusuk JarumDLJ JayaPas encore d'évaluation
- Ihsr Ace LifeDocument12 pagesIhsr Ace LifeMARIOPas encore d'évaluation
- Pencatatan Pemberian Imunisasi Dasar LengkapDocument1 pagePencatatan Pemberian Imunisasi Dasar LengkapGALIHPas encore d'évaluation
- Katanya Sih Id CardDocument3 pagesKatanya Sih Id CardantikaPas encore d'évaluation
- Tim Code Blue Akreditasi RS Grandmed Lubuk PakamDocument2 pagesTim Code Blue Akreditasi RS Grandmed Lubuk PakamMartin Susanto, MDPas encore d'évaluation
- Kunjungan PT Martina Berto HIPERKESDocument31 pagesKunjungan PT Martina Berto HIPERKESauliya syifaPas encore d'évaluation
- PPT Kunjungan PT Martina Berto HIPERKES Edit 2019Document32 pagesPPT Kunjungan PT Martina Berto HIPERKES Edit 2019drunkpunchlovePas encore d'évaluation
- Tugas & Fungsi Dokter Perusahaan SA2014Document33 pagesTugas & Fungsi Dokter Perusahaan SA2014Sarita SharchisPas encore d'évaluation
- Kesehatan KerjaDocument47 pagesKesehatan KerjaFrankiPas encore d'évaluation
- PTT Hiperkes NewDocument53 pagesPTT Hiperkes NewMuhammadRudiniPas encore d'évaluation
- Walk Through Survey Di PerusahaanDocument26 pagesWalk Through Survey Di PerusahaanMarcella KarauwanPas encore d'évaluation
- Hiperkes Kel 2 Maret 2016 PerbaikanDocument33 pagesHiperkes Kel 2 Maret 2016 PerbaikanAbaang antonPas encore d'évaluation
- 15.06.25 Daftar Hadir MCUDocument2 pages15.06.25 Daftar Hadir MCUano patauPas encore d'évaluation
- Pedoman Pelayanan Bagian Rekam Medis - UpDocument115 pagesPedoman Pelayanan Bagian Rekam Medis - UpmitaatiniPas encore d'évaluation
- Word Kunjungan PT Martina Berto HIPERKES Edit 2019Document30 pagesWord Kunjungan PT Martina Berto HIPERKES Edit 2019drunkpunchlove100% (1)
- Kartu BerobatDocument2 pagesKartu BerobatsehatkabauPas encore d'évaluation
- Laporan Kasus Asuhan Kebidanan Komprehensif PowerpointDocument11 pagesLaporan Kasus Asuhan Kebidanan Komprehensif PowerpointIlwanRakhmadiPas encore d'évaluation
- Mini ProjectDocument34 pagesMini Projectnur runPas encore d'évaluation
- 4 Format ImunisasiDocument16 pages4 Format Imunisasiandika prayuwanaPas encore d'évaluation
- Cetak Kartu PpniDocument1 pageCetak Kartu Ppnilaza-1Pas encore d'évaluation
- Manajemen Organisasi Hiperkes Dan K3Document69 pagesManajemen Organisasi Hiperkes Dan K3Syifa Marhattya RizkyPas encore d'évaluation
- Formulir Permohonan Kehendak PerkawinanDocument2 pagesFormulir Permohonan Kehendak Perkawinanhidarya74Pas encore d'évaluation
- SK Komite PMKP RevisiDocument13 pagesSK Komite PMKP RevisiRetna Mariyana BUdiartiPas encore d'évaluation
- Promkes Babs PDFDocument14 pagesPromkes Babs PDFErnest ReddcliffvcksuPas encore d'évaluation
- Abnita Karunia Putri Fisioterapi KecantikanDocument7 pagesAbnita Karunia Putri Fisioterapi KecantikanAhmad FauzinorPas encore d'évaluation
- SKR (Surat Kerja Ringan)Document2 pagesSKR (Surat Kerja Ringan)Anonymous y1lbMIPas encore d'évaluation
- 16SK Susunan Organisasi PuskesmasDocument4 pages16SK Susunan Organisasi PuskesmasfahmyPas encore d'évaluation
- Hiperkes Higienitas IndustriDocument50 pagesHiperkes Higienitas IndustrifennyPas encore d'évaluation
- Soal Hiperkes KuDocument3 pagesSoal Hiperkes KuSisca DevyPas encore d'évaluation
- Dokumen - Tips Soal HiperkesDocument5 pagesDokumen - Tips Soal HiperkesDina Dwi Ramadhani100% (1)
- Program K3 Keselamatan Dan Kesehatan KerjaDocument26 pagesProgram K3 Keselamatan Dan Kesehatan Kerjaisonwas 1966Pas encore d'évaluation
- Surat Permohonan Lama Dan MutasiDocument91 pagesSurat Permohonan Lama Dan Mutasiirly udaPas encore d'évaluation
- ANC TerpaduDocument2 pagesANC TerpadusumarmiPas encore d'évaluation
- Penaganan Heat StressDocument9 pagesPenaganan Heat StressFelix AngelPas encore d'évaluation
- Ergonomi & Kesehatan Kerja OKDocument28 pagesErgonomi & Kesehatan Kerja OKJovan OctaraPas encore d'évaluation
- Pelaporan Kec. KerjaDocument24 pagesPelaporan Kec. KerjabodZkeePas encore d'évaluation
- Dasar Anastesi Lokal, Regional, TumesenDocument37 pagesDasar Anastesi Lokal, Regional, TumesendayangPas encore d'évaluation
- Penyakit Akibat Kerja Dan Pelaporan PAK Pada Pemeriksaan Kesehatan Pekerja04 - 04 - 2022Document39 pagesPenyakit Akibat Kerja Dan Pelaporan PAK Pada Pemeriksaan Kesehatan Pekerja04 - 04 - 2022Yono SuhendroPas encore d'évaluation
- SOAP Corpal Mata PuskesDocument1 pageSOAP Corpal Mata PuskesChaesar Abdil BarPas encore d'évaluation
- Borang Portofolio Kasus Henti Jantung Preskas IGDDocument11 pagesBorang Portofolio Kasus Henti Jantung Preskas IGDHyung ArdiPas encore d'évaluation
- Notulensi Kelompok 4Document6 pagesNotulensi Kelompok 4Hasna ZahraPas encore d'évaluation
- Pemutakhiran Data Badan UsahaDocument1 pagePemutakhiran Data Badan Usahaanisafuji_Pas encore d'évaluation
- Identifikasi Risiko Mitigasi Dan Tanggap DaruratDocument36 pagesIdentifikasi Risiko Mitigasi Dan Tanggap Darurathusain1904Pas encore d'évaluation
- SVT Dengan UAPDocument14 pagesSVT Dengan UAPWidyanisa DwianastiPas encore d'évaluation
- Soal Tanpa KunciDocument8 pagesSoal Tanpa KunciRurri HairurrifahPas encore d'évaluation
- Pertolongan Pertama Pada Kecelakaan (p3k)Document11 pagesPertolongan Pertama Pada Kecelakaan (p3k)Rach Syk100% (1)
- Apd PetaniDocument2 pagesApd PetaniIndah DH100% (1)
- Laporan Pelatihan Hiperkes Kelompok 3.2Document23 pagesLaporan Pelatihan Hiperkes Kelompok 3.2vidyanuPas encore d'évaluation
- Planning of Action (Poa)Document3 pagesPlanning of Action (Poa)Yuhadi EffendiPas encore d'évaluation
- Penanganan Luka SederhanaDocument4 pagesPenanganan Luka Sederhanafawzia0% (1)
- 36-Penanganan Faringitis AkutDocument2 pages36-Penanganan Faringitis AkutmaharaniPas encore d'évaluation
- SERTIFIKAT Dr. Diana Putri PratamaDocument2 pagesSERTIFIKAT Dr. Diana Putri Pratamadianaputripratama76Pas encore d'évaluation
- Sop Penanganan Pasien GadarDocument3 pagesSop Penanganan Pasien GadarHERIPas encore d'évaluation
- Sop 017.tu.v.2017 Tatalaksana Trauma Pada MataDocument2 pagesSop 017.tu.v.2017 Tatalaksana Trauma Pada Matarini apriliantiPas encore d'évaluation
- Laporan Kecelakaan & Keselamatan Kerja 13 JuliDocument27 pagesLaporan Kecelakaan & Keselamatan Kerja 13 JuliAnanda DewaPas encore d'évaluation
- HiperkesDocument27 pagesHiperkesDafit FirdausPas encore d'évaluation
- Kelompok 2 Hipersek - Keselamatan Kerja Dan Penanggulangan KebakaranDocument26 pagesKelompok 2 Hipersek - Keselamatan Kerja Dan Penanggulangan KebakaranRifqi Ali Zaki100% (1)
- Trauma CapitisDocument16 pagesTrauma CapitisNiken Daty ChristinaPas encore d'évaluation
- Otorrhea 3Document35 pagesOtorrhea 3belly sutopoPas encore d'évaluation
- Ot OrrheaDocument35 pagesOt Orrheabelly sutopoPas encore d'évaluation
- Mimpi BasahDocument19 pagesMimpi Basahbelly sutopoPas encore d'évaluation
- Referat Mimpi Basah PBL 3Document22 pagesReferat Mimpi Basah PBL 3belly sutopoPas encore d'évaluation
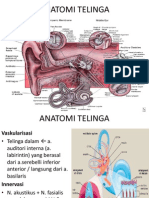
- Anatomi TelingaDocument4 pagesAnatomi Telingabelly sutopoPas encore d'évaluation