Vous aimerez peut-être aussi
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesD'EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesPas encore d'évaluation
- Welding of Nickel AlloysDocument12 pagesWelding of Nickel AlloysErick HoganPas encore d'évaluation
- GMAW Welding ParametersDocument32 pagesGMAW Welding Parametersnarutothunderjet216Pas encore d'évaluation
- Welding of Nickel AlloysDocument4 pagesWelding of Nickel AlloysMuhammed SulfeekPas encore d'évaluation
- Handbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantD'EverandHandbook of Structural Welding: Processes, Materials and Methods Used in the Welding of Major Structures, Pipelines and Process PlantÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Armox WeldingDocument2 pagesArmox WeldingsudhavelPas encore d'évaluation
- Welding SymbolsDocument21 pagesWelding Symbolstuna61Pas encore d'évaluation
- Hydrogen Production Steam Methane ReformingDocument4 pagesHydrogen Production Steam Methane ReformingrhyantoPas encore d'évaluation
- Tig RwtiDocument39 pagesTig RwtiSaptarshi PalPas encore d'évaluation
- Stainless Steel With TIG WeldingDocument41 pagesStainless Steel With TIG Weldingaravindan100% (3)
- A 297 Heat Resistant Casting SteelDocument60 pagesA 297 Heat Resistant Casting SteelIr FankovicPas encore d'évaluation
- Navsea S9074 - 278 Part1Document80 pagesNavsea S9074 - 278 Part1tuna61Pas encore d'évaluation
- Welding of Nickel AlloysDocument12 pagesWelding of Nickel Alloysaj87_goswamiPas encore d'évaluation
- Alloy Steels 8620: Chemistry DataDocument6 pagesAlloy Steels 8620: Chemistry DataVijay PalPas encore d'évaluation
- Stress Corrosion CrackingDocument2 pagesStress Corrosion CrackingrenatobellarosaPas encore d'évaluation
- Chapter 2 Evaporation PDFDocument54 pagesChapter 2 Evaporation PDFMaribel Moreno0% (2)
- Hot Tap CalculationDocument20 pagesHot Tap Calculationsurekha_ahirePas encore d'évaluation
- Mini Refinery Feasibility StudyDocument5 pagesMini Refinery Feasibility Studyjahangiri67% (3)
- ALC 10029C AlcoTec Technical GuideDocument20 pagesALC 10029C AlcoTec Technical Guidetuna61Pas encore d'évaluation
- Cast Steel HandBookDocument93 pagesCast Steel HandBookAlexa Harper100% (1)
- Common Datasheets Ampco Gas Metal-Arc WeldingDocument2 pagesCommon Datasheets Ampco Gas Metal-Arc WeldingMaulana Mufti MuhammadPas encore d'évaluation
- Esab DublexDocument8 pagesEsab DublexSuphi YükselPas encore d'évaluation
- Driving Centrifugal Compressor Technology - tcm795-1714387Document48 pagesDriving Centrifugal Compressor Technology - tcm795-1714387Kirti PatelPas encore d'évaluation
- Atmospheric Testing in Confined SpacesDocument4 pagesAtmospheric Testing in Confined SpacesfrancisPas encore d'évaluation
- GE Hydrogen-Fueled TurbinesDocument11 pagesGE Hydrogen-Fueled TurbinesFutureGreenSciencePas encore d'évaluation
- Heat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsD'EverandHeat Transfer: Non-Stationary Heat Transfer Through Walls, Measurement of Thermal Conductivity, Heat Transfer with Two Phase RefrigerantsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Welding Guidelines CuNiDocument8 pagesWelding Guidelines CuNiRadu-Gabriel GherghePas encore d'évaluation
- Petroleum Chemistry and Its Refineries05Document21 pagesPetroleum Chemistry and Its Refineries05Louis ThianPas encore d'évaluation
- P20 Tool Steel-Welding-Spec PDFDocument8 pagesP20 Tool Steel-Welding-Spec PDFMICKEPas encore d'évaluation
- Steel Casting Handbook Supplement 8 - High Alloy Data Sheets - Corrosion SeriesDocument93 pagesSteel Casting Handbook Supplement 8 - High Alloy Data Sheets - Corrosion SeriesjosemiguelzuPas encore d'évaluation
- Clad Plates Forming & WeldingDocument9 pagesClad Plates Forming & WeldingMohammed Khalid KhanPas encore d'évaluation
- EN26Document3 pagesEN26Moldoveanu TeodorPas encore d'évaluation
- Macsteel VRN - Wear Abrasion Steels - VRN 400Document4 pagesMacsteel VRN - Wear Abrasion Steels - VRN 400Pond KampeeraPas encore d'évaluation
- CaseHard BS970-1955EN36ADocument2 pagesCaseHard BS970-1955EN36AtechzonesPas encore d'évaluation
- Böhler Nibas 625 PW-FD: DescriptionDocument1 pageBöhler Nibas 625 PW-FD: DescriptionBBalopesabbPas encore d'évaluation
- 1 4021 PDFDocument2 pages1 4021 PDFSarah FitzgeraldPas encore d'évaluation
- Bolted Aluminium Terminal Connectors For Substations: Material of CastingsDocument5 pagesBolted Aluminium Terminal Connectors For Substations: Material of CastingsTravis WoodPas encore d'évaluation
- UR45 NPlusDocument4 pagesUR45 NPlusMaiara Lima PereiraPas encore d'évaluation
- Invar 36Document3 pagesInvar 36TrentStewartLaCourPas encore d'évaluation
- Carpenter Stainless Custom 630 PDFDocument9 pagesCarpenter Stainless Custom 630 PDFGrafton MontgomeryPas encore d'évaluation
- Sirius 314: A 25% CR - 1.8 % Si Heat Resistant Stainless SteelDocument4 pagesSirius 314: A 25% CR - 1.8 % Si Heat Resistant Stainless SteelVíctor SandovskyPas encore d'évaluation
- Hpalloy X: High Performance Nickel Base Temp AlloyDocument4 pagesHpalloy X: High Performance Nickel Base Temp AlloycandraPas encore d'évaluation
- Welding in Power SectorDocument50 pagesWelding in Power SectoraadmaadmPas encore d'évaluation
- UNIT 2 MP NewDocument71 pagesUNIT 2 MP Newvrinda.bhardwaj.52Pas encore d'évaluation
- Welding "Grade 91" Alloy Steel: Less Than 1.05%Document5 pagesWelding "Grade 91" Alloy Steel: Less Than 1.05%Anonymous nw5AXJqjdPas encore d'évaluation
- Table A3 Typical Storage and Drying Conditions For Covered Arc Welding ElectrodesDocument1 pageTable A3 Typical Storage and Drying Conditions For Covered Arc Welding Electrodesravi00098Pas encore d'évaluation
- DWV Chip Capacitors: Electrical DetailsDocument7 pagesDWV Chip Capacitors: Electrical DetailsmofiwPas encore d'évaluation
- Grade 91 R 10-05 PDFDocument5 pagesGrade 91 R 10-05 PDFSarveshPas encore d'évaluation
- Dillimax 690 eDocument4 pagesDillimax 690 ePrabhakar TiwariPas encore d'évaluation
- Recom. de Soldadura XARDocument4 pagesRecom. de Soldadura XARelias667Pas encore d'évaluation
- Welding Metallurgy of Titanium AlloysDocument46 pagesWelding Metallurgy of Titanium AlloysBaraneedharanPas encore d'évaluation
- Critical To Quality in Welding-1Document29 pagesCritical To Quality in Welding-1aadmaadmPas encore d'évaluation
- X5CrNiCuNb 16-41.4542Document2 pagesX5CrNiCuNb 16-41.4542nuestePas encore d'évaluation
- Tungsten Inert Gas WeldingDocument47 pagesTungsten Inert Gas Weldingravi00098Pas encore d'évaluation
- Arc 2Document59 pagesArc 2May FadlPas encore d'évaluation
- 17 4Document2 pages17 4fedaquiPas encore d'évaluation
- Welding UNIT 2Document46 pagesWelding UNIT 2ShobiPas encore d'évaluation
- Alloy 330 Spec SheetDocument2 pagesAlloy 330 Spec SheetAA.KarandishPas encore d'évaluation
- Indian Institute of Welding - ANB Refresher Course - Module 09Document43 pagesIndian Institute of Welding - ANB Refresher Course - Module 09dayalramPas encore d'évaluation
- High Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®Document2 pagesHigh Temperature Stainless Steel EN 1.4835 - UNS S 30815 - 253 MA®ivanoliveira3261Pas encore d'évaluation
- 01 Welding ProcessDocument42 pages01 Welding ProcessbalamuruganPas encore d'évaluation
- At - Materiais - 9% NiquelDocument4 pagesAt - Materiais - 9% NiquelAmy DavisPas encore d'évaluation
- Working Principle With Image Protection For Operator Advantages Disadvantages ApplicationsDocument13 pagesWorking Principle With Image Protection For Operator Advantages Disadvantages ApplicationsHirenPas encore d'évaluation
- Procedures For Stud Welding Shear Connectors Through DeckingDocument3 pagesProcedures For Stud Welding Shear Connectors Through DeckingScott NorrisPas encore d'évaluation
- Gas NitridingDocument4 pagesGas NitridingPaul Joseph MonsaludPas encore d'évaluation
- Metrode Instructions For 625 Wires D20Document5 pagesMetrode Instructions For 625 Wires D20haran2000Pas encore d'évaluation
- Nuance Power PDF Trial: Corner CupboardDocument26 pagesNuance Power PDF Trial: Corner Cupboardtuna61Pas encore d'évaluation
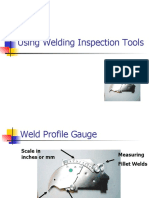
- Using Welding Inspection ToolsDocument9 pagesUsing Welding Inspection Toolstuna61Pas encore d'évaluation
- Pushstick Template PDFDocument2 pagesPushstick Template PDFtuna61Pas encore d'évaluation
- Top Tips For Passing STDocument1 pageTop Tips For Passing STtuna61Pas encore d'évaluation
- User Inputs Cost Outputs: Fillet Weld Cost Analysis ToolDocument2 pagesUser Inputs Cost Outputs: Fillet Weld Cost Analysis Tooltuna61Pas encore d'évaluation
- GMAW Transfer ModesDocument3 pagesGMAW Transfer Modestuna61Pas encore d'évaluation
- Test PlateDocument1 pageTest Platetuna61Pas encore d'évaluation
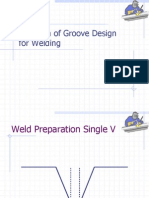
- Variation of Groove Design For WeldingDocument10 pagesVariation of Groove Design For Weldingtuna61Pas encore d'évaluation
- Welding Symbols: Understanding Welding Symbols Terms and Definitions by Mohammed Haroon JaveedDocument21 pagesWelding Symbols: Understanding Welding Symbols Terms and Definitions by Mohammed Haroon Javeedtuna61Pas encore d'évaluation
- Strat Up Process PlantDocument383 pagesStrat Up Process PlantGeorge Van Bommel50% (2)
- V2 ExtensoJet EJ075 Datasheet 230-3Document4 pagesV2 ExtensoJet EJ075 Datasheet 230-3zaniluPas encore d'évaluation
- CLS3 - FINAL-Healy - FT - 1251 - 07062007 PDFDocument101 pagesCLS3 - FINAL-Healy - FT - 1251 - 07062007 PDFbradPas encore d'évaluation
- Revised Report Assignment 1Document51 pagesRevised Report Assignment 1nisa methildaarPas encore d'évaluation
- Fire Extinguisher Training: Instructor: SGT Michael Chism Bco204 Elm ShopDocument37 pagesFire Extinguisher Training: Instructor: SGT Michael Chism Bco204 Elm ShopTimmy CheongPas encore d'évaluation
- Protego Catalog 2012-2013 PDFDocument526 pagesProtego Catalog 2012-2013 PDFUchennaPas encore d'évaluation
- HORIBA Emission Monitoring Solutions For Power PlantsDocument1 pageHORIBA Emission Monitoring Solutions For Power PlantsmrafigPas encore d'évaluation
- DPPS-3 - Chemical KineticsDocument2 pagesDPPS-3 - Chemical KineticsShrish PratapPas encore d'évaluation
- Nikkiso Dialysis Machines PDFDocument2 pagesNikkiso Dialysis Machines PDFenricolamPas encore d'évaluation
- Latihan Soal - Single Reaction and Combustion Reaction 1 - AUTOSCORINGDocument4 pagesLatihan Soal - Single Reaction and Combustion Reaction 1 - AUTOSCORINGYoesof RomadhoniPas encore d'évaluation
- PP Aaa PP1 104Document15 pagesPP Aaa PP1 104Rabah AmidiPas encore d'évaluation
- Comparative Techno-Economic Analysis of Biohydrogen Production Via Bio-Oil Gasification and Bio-Oil ReformingDocument10 pagesComparative Techno-Economic Analysis of Biohydrogen Production Via Bio-Oil Gasification and Bio-Oil ReformingVallery Rose RosarioPas encore d'évaluation
- Estimate Draft Ver AC140 or AC100 ASTOM Corp.Document16 pagesEstimate Draft Ver AC140 or AC100 ASTOM Corp.iimcaemdwPas encore d'évaluation
- Evaporation PDFDocument10 pagesEvaporation PDFjamaiiicaPas encore d'évaluation
- Soxhlet Apparatus: AIM: To Understand The Construction and Working of A Soxhlet ApparatusDocument4 pagesSoxhlet Apparatus: AIM: To Understand The Construction and Working of A Soxhlet ApparatusARATHI PMPMPas encore d'évaluation
- Fire HazardDocument33 pagesFire HazardBey VictoriaPas encore d'évaluation
- Class 8 - Chapter 5 - Coal and PetroleumDocument9 pagesClass 8 - Chapter 5 - Coal and PetroleumsanaPas encore d'évaluation
- 3GAS Round Alarm Manual WEBDocument24 pages3GAS Round Alarm Manual WEBDerin SarpPas encore d'évaluation
- Tutorial 1Document3 pagesTutorial 1munirahPas encore d'évaluation
- Material Balance Without ReactionDocument6 pagesMaterial Balance Without ReactionparuselviPas encore d'évaluation
- Statistical Handbook: For Canada's Upstream Petroleum IndustryDocument207 pagesStatistical Handbook: For Canada's Upstream Petroleum Industryapi-16218084Pas encore d'évaluation
- Depolama 2014 enDocument23 pagesDepolama 2014 enMarian GresoiuPas encore d'évaluation