Vous aimerez peut-être aussi
- 4high Resolution ImagingbDocument41 pages4high Resolution ImagingbAbhishek SinghPas encore d'évaluation
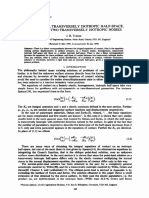
- Contact On A Transversely Isotropic Half-Space 1980Document11 pagesContact On A Transversely Isotropic Half-Space 1980Shahab SadeghpourPas encore d'évaluation
- Concrete Durability Requirements for Long-Term PerformanceDocument2 pagesConcrete Durability Requirements for Long-Term PerformanceShahab SadeghpourPas encore d'évaluation
- Read Article 1 and 2 Then Answer The Following QuestionsDocument2 pagesRead Article 1 and 2 Then Answer The Following QuestionsShahab SadeghpourPas encore d'évaluation
- PHD Qualifying Written Exam Form-CIVILDocument1 pagePHD Qualifying Written Exam Form-CIVILShahab SadeghpourPas encore d'évaluation
- Aggregate Testing Lab: Type in Name of Group: Type in Name of Captain: Type in Name of Group MembersDocument15 pagesAggregate Testing Lab: Type in Name of Group: Type in Name of Captain: Type in Name of Group MembersjalkunjPas encore d'évaluation
- CH 2Document14 pagesCH 2Shahab SadeghpourPas encore d'évaluation
- Numerical Methods Using MATLAB Mathews and Fink PDFDocument336 pagesNumerical Methods Using MATLAB Mathews and Fink PDFsolman100% (1)
- Offshore Wind Farm AnalysisDocument22 pagesOffshore Wind Farm AnalysisShahab SadeghpourPas encore d'évaluation
- CHM110 Exp4 Quiz 5A-8ADocument1 pageCHM110 Exp4 Quiz 5A-8AShahab SadeghpourPas encore d'évaluation
- Wind Farm OffshoreDocument7 pagesWind Farm OffshoreShahab SadeghpourPas encore d'évaluation
- Experiment I: Marcet BoilerDocument3 pagesExperiment I: Marcet BoilerShahab SadeghpourPas encore d'évaluation
- Offshore Wind FarmDocument12 pagesOffshore Wind FarmShahab SadeghpourPas encore d'évaluation
- Wind Load: Prof. Dr. Zahid A. Siddiqi, UET, LahoreDocument44 pagesWind Load: Prof. Dr. Zahid A. Siddiqi, UET, LahoreAhmad AliPas encore d'évaluation
- Technical Manual 1Document118 pagesTechnical Manual 1Homero Silva100% (14)
- TMC 331Document175 pagesTMC 331Shahab SadeghpourPas encore d'évaluation
- Astm C-188Document2 pagesAstm C-188Guido Garate100% (1)
- Employment CV A4Document2 pagesEmployment CV A4Buhle JoyPas encore d'évaluation
- Art:10.1007/s12205 013 1241 9Document6 pagesArt:10.1007/s12205 013 1241 9Shahab SadeghpourPas encore d'évaluation
- The Effect of Natural Retarder On Fly Ash Based Geopolymer Concrete - LibreDocument4 pagesThe Effect of Natural Retarder On Fly Ash Based Geopolymer Concrete - LibreShahab SadeghpourPas encore d'évaluation
- Concrete Material TestsDocument1 pageConcrete Material TestsShahab SadeghpourPas encore d'évaluation
- Admissions Rules and RegulationsDocument3 pagesAdmissions Rules and RegulationsShahab SadeghpourPas encore d'évaluation
- Ijg20120100005 37926929Document6 pagesIjg20120100005 37926929Richard BryanPas encore d'évaluation
- Okul Aktif Dönemi ServislerDocument1 pageOkul Aktif Dönemi ServislerShahab SadeghpourPas encore d'évaluation
- Cyprus International University CalenderDocument2 pagesCyprus International University CalenderShahab SadeghpourPas encore d'évaluation
- 1 s2.0 S0950061814008551 MainDocument7 pages1 s2.0 S0950061814008551 MainShahab SadeghpourPas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (890)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (587)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (73)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (265)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (119)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)