Vous aimerez peut-être aussi
- Manual - SM 8250 220mDocument16 pagesManual - SM 8250 220mSancbPas encore d'évaluation
- CAI Revista IngenieriaDocument60 pagesCAI Revista IngenieriaSancbPas encore d'évaluation
- Normas ISO para Los Archivos y Sus DocumentosDocument4 pagesNormas ISO para Los Archivos y Sus DocumentosSancb100% (2)
- API 6A Spec Flange Bolt+ Ring Chart PDFDocument1 pageAPI 6A Spec Flange Bolt+ Ring Chart PDFAlan JuanPas encore d'évaluation
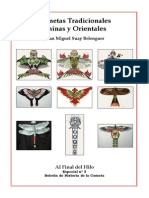
- Cometas ChinasDocument44 pagesCometas ChinasSancb100% (1)
- La Decadencia de La AmistadDocument4 pagesLa Decadencia de La AmistadSancbPas encore d'évaluation
- Jatropha CurcasDocument4 pagesJatropha CurcasSancbPas encore d'évaluation
- Cuestionario Maquinas A VaporDocument3 pagesCuestionario Maquinas A VaporSancbPas encore d'évaluation
- FT SH Gadus S5 V142W 00 130814Document3 pagesFT SH Gadus S5 V142W 00 130814Jose Luis FranchiPas encore d'évaluation
- Ep MudlubeDocument1 pageEp MudlubeJosé LuisPas encore d'évaluation
- Bernal Nelson Aceites Lubricantes Envasadora PDFDocument116 pagesBernal Nelson Aceites Lubricantes Envasadora PDFMartin acPas encore d'évaluation
- Lgwa2 Datasheet sp1 PDFDocument2 pagesLgwa2 Datasheet sp1 PDFJhon Eduardo HernandezPas encore d'évaluation
- Examen Motores Lubricacción, Refrigeración y Encendido. Julio Pablo González Roemero 1º G AutomociónDocument8 pagesExamen Motores Lubricacción, Refrigeración y Encendido. Julio Pablo González Roemero 1º G AutomociónVikingo 123Pas encore d'évaluation
- Uso de La Criticidad para Impulsar La Estrategia de Análisis de AceiteDocument3 pagesUso de La Criticidad para Impulsar La Estrategia de Análisis de Aceitemarcalasan100% (1)
- Tarea 2 Qué Es Un Aceite SintéticoDocument3 pagesTarea 2 Qué Es Un Aceite SintéticozetaPas encore d'évaluation
- Construccion Media Tension CFEDocument39 pagesConstruccion Media Tension CFEjcl2000183% (6)
- Fluidos Hidraulicos FESTODocument10 pagesFluidos Hidraulicos FESTOMarcos SantiagoPas encore d'évaluation
- Manual Servicio DE130 PDFDocument51 pagesManual Servicio DE130 PDFCepeda Arancibia Alejandro Pedro100% (1)
- FichTec Elf Evolution 700 STI 10w40Document1 pageFichTec Elf Evolution 700 STI 10w40Gustavo DanielePas encore d'évaluation
- Informe 06 - Victoria Fátima Damián López - 20170012Document13 pagesInforme 06 - Victoria Fátima Damián López - 20170012Victoria Damián LópezPas encore d'évaluation
- Lubricación en Un Tornillo Sin-FinDocument11 pagesLubricación en Un Tornillo Sin-FinAnGela Flores SaavedraPas encore d'évaluation
- Nota Tecnica 013-2007 Lub MTR Elec Sima LubeDocument8 pagesNota Tecnica 013-2007 Lub MTR Elec Sima LubeJed MayPas encore d'évaluation
- Filtros de AceiteDocument70 pagesFiltros de AceiteSebastian Davila50% (2)
- Articulo Esos Aditivos No ExistenDocument2 pagesArticulo Esos Aditivos No ExistenRoberto Eduardo Tenorio RamosPas encore d'évaluation
- Diez Fases de Lubricación - G. Concha (COPEC)Document21 pagesDiez Fases de Lubricación - G. Concha (COPEC)Renato Cacciuttolo100% (1)
- Tema # 5. Lubricación y ConservaciónDocument17 pagesTema # 5. Lubricación y ConservaciónYF JulianPas encore d'évaluation
- Summit Compresores Tipo TornilloDocument51 pagesSummit Compresores Tipo Tornillojota777 Beltran VergaraPas encore d'évaluation
- Centro Tribológico-VenezuelaDocument18 pagesCentro Tribológico-VenezuelaIrwin MartinPas encore d'évaluation
- Manual de Instrucciones VibrocompactadorDocument124 pagesManual de Instrucciones VibrocompactadorrodrigoPas encore d'évaluation
- Trabajo de Investigacion Grupal Cómputo 2 - Procesos Industriales Fluidos para El Trabajo en Metales y Su SelecciónDocument20 pagesTrabajo de Investigacion Grupal Cómputo 2 - Procesos Industriales Fluidos para El Trabajo en Metales y Su SelecciónNelson JimenezPas encore d'évaluation
- Propiedades de Circuito HidráulicosDocument6 pagesPropiedades de Circuito HidráulicosKARGPas encore d'évaluation
- Propiedades FluidosDocument10 pagesPropiedades FluidosRocio Pinto ValenzuelaPas encore d'évaluation
- Mantenimiento de Un VentiladorDocument7 pagesMantenimiento de Un Ventiladorcachiquechotaa9085Pas encore d'évaluation
- TRADUCIDOSDocument2 pagesTRADUCIDOSPrevencionista Seguridad IndustrialPas encore d'évaluation
- Mantenimiento A Equipos IndustrialesDocument8 pagesMantenimiento A Equipos IndustrialescarlosPas encore d'évaluation
- Refrigerante R134aDocument5 pagesRefrigerante R134aGonzalez HuertaPas encore d'évaluation
- Temperatura EngranajesDocument2 pagesTemperatura EngranajesAntonionil123Pas encore d'évaluation