Vous aimerez peut-être aussi
- ELISSA Tale of RivetDocument157 pagesELISSA Tale of RivetJamie WhitePas encore d'évaluation
- What Every Sailor Needs To Know About Seacocks: The Four Main Types of Seacock: Pros and ConsDocument4 pagesWhat Every Sailor Needs To Know About Seacocks: The Four Main Types of Seacock: Pros and Consapi-134954034Pas encore d'évaluation
- The Silver Bridge Collapse: A Case Study in Material FailureDocument11 pagesThe Silver Bridge Collapse: A Case Study in Material FailureLefteris Charalambous0% (1)
- Failure of Titanic PDFDocument26 pagesFailure of Titanic PDFAkshay BhaleraoPas encore d'évaluation
- Comparing Steel Water Tank TypesDocument11 pagesComparing Steel Water Tank TypesaladinsanePas encore d'évaluation
- For Several Miles in The Elwood Area, The Coast Line Is Marked by A VeryDocument9 pagesFor Several Miles in The Elwood Area, The Coast Line Is Marked by A VeryIndus ConsultantsPas encore d'évaluation
- Webinar 5 - Q&A ReportDocument11 pagesWebinar 5 - Q&A ReportrrprasathPas encore d'évaluation
- Materials Used in ShipbuildingDocument6 pagesMaterials Used in Shipbuildingagknair100% (1)
- Underground Basement SheltersDocument38 pagesUnderground Basement ShelterslambertPas encore d'évaluation
- Rudder Cavitation Web1 PDFDocument15 pagesRudder Cavitation Web1 PDFGerard SargPas encore d'évaluation
- Chapter-3 Cylinder Heads, Cylinders & LinersDocument18 pagesChapter-3 Cylinder Heads, Cylinders & LinersdearsaswatPas encore d'évaluation
- Anker Schroeder - Anchors For Marine StructuresDocument28 pagesAnker Schroeder - Anchors For Marine Structuresmark keijzersPas encore d'évaluation
- Pile SplicesDocument27 pagesPile Splicesfree4brucePas encore d'évaluation
- Titanic's Unsuitable SteelDocument7 pagesTitanic's Unsuitable SteelYussarah NasirPas encore d'évaluation
- Inform Guide IronworkDocument8 pagesInform Guide Ironworksaravanan_c1Pas encore d'évaluation
- Mason 33 Practical ReviewDocument5 pagesMason 33 Practical ReviewManuelPérez-Sola100% (1)
- There's Always A Solution in SteelDocument12 pagesThere's Always A Solution in Steeldarienko100% (1)
- Davey & CompanyDocument160 pagesDavey & Companymariotunz3220Pas encore d'évaluation
- V-9901&V-9902 - Equity Cracks Report Dated Oct 06 PDFDocument3 pagesV-9901&V-9902 - Equity Cracks Report Dated Oct 06 PDFRaymond de WeeverPas encore d'évaluation
- NO52Document11 pagesNO52Vojislav CirkovicPas encore d'évaluation
- Rebar - Sizes PDFDocument8 pagesRebar - Sizes PDFharold_bhiePas encore d'évaluation
- Astm A 242: Chemical Composition of Cor-Ten GradesDocument2 pagesAstm A 242: Chemical Composition of Cor-Ten GradesabbasPas encore d'évaluation
- Inspection and Maintenance of Steel Girders-12Document10 pagesInspection and Maintenance of Steel Girders-12vpmohammedPas encore d'évaluation
- Analisa Kerusakan Dan Perbaikan MotorDocument30 pagesAnalisa Kerusakan Dan Perbaikan Motorlutfi_ismailPas encore d'évaluation
- ASTM E-709 Magnetic Particle Testing and Concrete Coating StandardsDocument1 pageASTM E-709 Magnetic Particle Testing and Concrete Coating Standardszxcv7890Pas encore d'évaluation
- HDM Steel Pipe PresentationDocument98 pagesHDM Steel Pipe PresentationVapaVapaPas encore d'évaluation
- Skybird Sigma 33 SurveyDocument16 pagesSkybird Sigma 33 SurveyMarkPas encore d'évaluation
- ASTM A588 PaintingDocument2 pagesASTM A588 PaintingpablitochoaPas encore d'évaluation
- Ladle Nozzle Filling CompoundDocument2 pagesLadle Nozzle Filling CompoundRam Deo Awasthi75% (4)
- Structures terminology assignment exampleDocument12 pagesStructures terminology assignment exampleamirthraj74Pas encore d'évaluation
- Faa18007 - Muhamad Zuhairi - Baa4243 - ProjectDocument32 pagesFaa18007 - Muhamad Zuhairi - Baa4243 - ProjectFAAI8007MUHAMAD ZUHAIRI SULAIMANPas encore d'évaluation
- Presentation AnchorDocument35 pagesPresentation AnchorHan Thu WynnPas encore d'évaluation
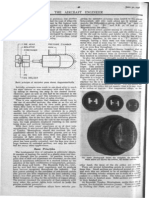
- The Aircraft Engineer: Die Head Bolster ContainerDocument1 pageThe Aircraft Engineer: Die Head Bolster Containerseafire47Pas encore d'évaluation
- Pub 157 Preventing Bio Fouling With Copper NickelDocument4 pagesPub 157 Preventing Bio Fouling With Copper NickelBiyong SantocildesPas encore d'évaluation
- Keel Repair White PaperDocument8 pagesKeel Repair White PaperbartulPas encore d'évaluation
- Defects and repairs of anchors and anchor chainsDocument25 pagesDefects and repairs of anchors and anchor chainskimboPas encore d'évaluation
- Sheet-Piling Walls PDFDocument55 pagesSheet-Piling Walls PDFAnonymous zvC1xS100% (1)
- Steel CargoesDocument41 pagesSteel CargoesZtik Peralta100% (1)
- Concrete Construction Article PDF - Ferro-Cement YachtDocument3 pagesConcrete Construction Article PDF - Ferro-Cement Yachtrafael espinosa semperPas encore d'évaluation
- Marine Pile Repairs by Concrete Encasement - Hawkswood 2011Document13 pagesMarine Pile Repairs by Concrete Encasement - Hawkswood 2011chakfarmerPas encore d'évaluation
- Marine Aluminum Plate - ASTM Standard Specification B 928 and The Events Leading To Its AdoptionDocument18 pagesMarine Aluminum Plate - ASTM Standard Specification B 928 and The Events Leading To Its AdoptionxharpreetxPas encore d'évaluation
- Building Fully Cored Rescue BoatsDocument12 pagesBuilding Fully Cored Rescue Boatsbrendanc55323100% (1)
- Open Web Joist SystemDocument122 pagesOpen Web Joist Systemaminjoles100% (3)
- WP 6 Rudder Cavitation WebDocument15 pagesWP 6 Rudder Cavitation Webpapaki2100% (1)
- Anchor Systems For Ships: Civil Engineering Electrical Engineering Marine Engineering Mechanical EngineeringDocument17 pagesAnchor Systems For Ships: Civil Engineering Electrical Engineering Marine Engineering Mechanical EngineeringrajishrrrPas encore d'évaluation
- Yacht: Dinghy Yacht Rating Skimming DishDocument4 pagesYacht: Dinghy Yacht Rating Skimming DishciscoeliPas encore d'évaluation
- RebarDocument10 pagesRebarSiva SenthilPas encore d'évaluation
- S-Class Rudder Trunk Cracking: Problem, Analysis and In-Situ Repair SolutionDocument23 pagesS-Class Rudder Trunk Cracking: Problem, Analysis and In-Situ Repair SolutiondbasekicPas encore d'évaluation
- Harbour Brochure 2009Document138 pagesHarbour Brochure 2009Ignatius SamrajPas encore d'évaluation
- Vacuum ChambersDocument20 pagesVacuum Chamberselloco1031Pas encore d'évaluation
- Lou de Mer Pre Purchase Survey ReportDocument18 pagesLou de Mer Pre Purchase Survey ReportSteve HartPas encore d'évaluation
- Review of A Steel Offshore Cruising SailboatDocument55 pagesReview of A Steel Offshore Cruising Sailboattheo_swaranPas encore d'évaluation
- Copper Nickel - Splash Zone Sheathing of Oil-Gas PlatformsDocument11 pagesCopper Nickel - Splash Zone Sheathing of Oil-Gas Platformsbello imamPas encore d'évaluation
- Shell Repair Methods for Storage TanksDocument6 pagesShell Repair Methods for Storage TanksMSPas encore d'évaluation
- How Are Glass Lined VesselsDocument3 pagesHow Are Glass Lined VesselskingstonPas encore d'évaluation
- Boiler Making for Boiler Makers - A Practical Treatise on Work in the ShopD'EverandBoiler Making for Boiler Makers - A Practical Treatise on Work in the ShopÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- A Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesD'EverandA Practical Workshop Companion for Tin, Sheet Iron, and Copper Plate Workers: Containing Rules for Describing Various Kinds of Patterns used by Tin, Sheet Iron, and Copper Plate Workers, Practical Geometry, Mensuration of Surfaces and Solids, Tables of the Weights of Metals, Lead Pipe, Tables of Areas and CircumferencesPas encore d'évaluation
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkD'EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkPas encore d'évaluation
- Triangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsD'EverandTriangulation - Applied to Sheet Metal Pattern Cutting - A Comprehensive Treatise for Cutters, Draftsmen, Foremen and Students: Progressing from the Simplest Phases of the Subject to the Most Complex Problems Employed in the Development of Sheet Metal Patterns with Practical Solutions of Numerous Problems of Frequent Occurrence in Sheet Metal ShopsÉvaluation : 5 sur 5 étoiles5/5 (1)
- 25th Anniversary of Clydebuilt Association and Friends of GlenleeDocument9 pages25th Anniversary of Clydebuilt Association and Friends of GlenleeJamie WhitePas encore d'évaluation
- We Fly at DawnDocument21 pagesWe Fly at DawnJamie WhitePas encore d'évaluation
- Rigging Down The 1885 Full-Rigged Ship WavertreeDocument14 pagesRigging Down The 1885 Full-Rigged Ship WavertreeJamie White100% (1)
- Rigging Down The 1885 Full-Rigged Ship WavertreeDocument14 pagesRigging Down The 1885 Full-Rigged Ship WavertreeJamie White100% (1)
- We Fly at DawnDocument21 pagesWe Fly at DawnJamie WhitePas encore d'évaluation
- ELISSA Tale of RivetDocument160 pagesELISSA Tale of RivetJamie WhitePas encore d'évaluation
- ELISSA Tale of RivetDocument160 pagesELISSA Tale of RivetJamie WhitePas encore d'évaluation
- Tale of A Rivet - ELISSA Hull and Deck Restoration 2012-13Document98 pagesTale of A Rivet - ELISSA Hull and Deck Restoration 2012-13Jamie WhitePas encore d'évaluation
- MOSHULU Rigging RestorationDocument76 pagesMOSHULU Rigging RestorationJamie White100% (1)
- THICKNESS DETERMINATION FOR SPRAY-APPLIED FIRE RESISTIVE MATERIALSDocument6 pagesTHICKNESS DETERMINATION FOR SPRAY-APPLIED FIRE RESISTIVE MATERIALSAntonPas encore d'évaluation
- Types of Protective Marine Paints and Coatings For Sale - FUXI® CoatingsDocument7 pagesTypes of Protective Marine Paints and Coatings For Sale - FUXI® CoatingsAditi WadekarPas encore d'évaluation
- Thickness Measurement Close Up Guidance Part3Document37 pagesThickness Measurement Close Up Guidance Part3dimasjosesmithPas encore d'évaluation
- BG Yacht Design - Pantanal 25Document6 pagesBG Yacht Design - Pantanal 25Lord AlmightyPas encore d'évaluation
- Sumerset 14 X 78 Sample SurveyDocument56 pagesSumerset 14 X 78 Sample Surveyjtipton178Pas encore d'évaluation
- Setting Screed Rails For Bridge Deck Paving - tcm45-342826Document4 pagesSetting Screed Rails For Bridge Deck Paving - tcm45-342826Chewfy1Pas encore d'évaluation
- Ceklist 330Document2 pagesCeklist 330Zulkifli BakriPas encore d'évaluation
- Deck Damage and Penetrations: Prepared by Richard B. Heagler, P.EDocument9 pagesDeck Damage and Penetrations: Prepared by Richard B. Heagler, P.ENelzon MamaniPas encore d'évaluation
- Wind Loads On Post-Panamax Container ShipDocument20 pagesWind Loads On Post-Panamax Container ShipAAAPas encore d'évaluation
- Ship Construction Ch. Mate. Question 2020Document6 pagesShip Construction Ch. Mate. Question 2020مرتضى جبار السودانيPas encore d'évaluation
- Eureka15FP Ass TGC Secure WrudDocument41 pagesEureka15FP Ass TGC Secure Wrudsubcom07100% (4)
- REC 10 pdf173Document13 pagesREC 10 pdf173Amgad ElsheikhPas encore d'évaluation
- Irish BridgeDocument12 pagesIrish BridgedeepakasaiPas encore d'évaluation
- Er 0217Document191 pagesEr 0217Lala DakessianPas encore d'évaluation
- NAVSEA Section 528 Plumbing Drains, Plumbing Vents and Deck DrainsDocument12 pagesNAVSEA Section 528 Plumbing Drains, Plumbing Vents and Deck DrainsAnonymous Kr13NEBPas encore d'évaluation
- Adventure Craft AC2800 Specifications PDFDocument7 pagesAdventure Craft AC2800 Specifications PDFgio36Pas encore d'évaluation
- OIC BS MARINE ENGINEERING C3 ReviewerDocument6 pagesOIC BS MARINE ENGINEERING C3 ReviewerLancePas encore d'évaluation
- FIRESTONE ULTRAPLY™ TPO ROOFING SYSTEMS Application Guide 3-23-2007Document29 pagesFIRESTONE ULTRAPLY™ TPO ROOFING SYSTEMS Application Guide 3-23-2007Przemek Ratajczyk100% (1)
- Glossary of Nautical TermsDocument12 pagesGlossary of Nautical TermsAboody AL-ghamdyPas encore d'évaluation
- Build Your Own Sailboat-SPRAY 370 CDocument5 pagesBuild Your Own Sailboat-SPRAY 370 CJoao CalinhoPas encore d'évaluation
- Principal Structural Members of A ShipDocument12 pagesPrincipal Structural Members of A ShipDheerajKaushal100% (1)
- 125 Ton AHTSSV SpecificationDocument86 pages125 Ton AHTSSV SpecificationChakma NhikiPas encore d'évaluation
- Building The Wee Lassie Canoe v3Document115 pagesBuilding The Wee Lassie Canoe v3livebyfirePas encore d'évaluation
- Jeong Et Al (2007) PDFDocument7 pagesJeong Et Al (2007) PDFMarco F. GallegosPas encore d'évaluation
- Rules For The Classification of Ships, Pt. 34, Vessels of Less Than 24 Meters in Length, 07 - 2021Document93 pagesRules For The Classification of Ships, Pt. 34, Vessels of Less Than 24 Meters in Length, 07 - 2021udomPas encore d'évaluation
- Training E&M: Issued by SPL/GK 2012-03Document452 pagesTraining E&M: Issued by SPL/GK 2012-03NadirPas encore d'évaluation
- Research in Seamanship: Group 1 - Batch 1Document16 pagesResearch in Seamanship: Group 1 - Batch 1Jlria Mae Bjocx100% (1)
- Maximum Allowable Diminution NKK Selida 27Document35 pagesMaximum Allowable Diminution NKK Selida 27takis vlastosPas encore d'évaluation
- Bridge Deck Design OverviewDocument12 pagesBridge Deck Design Overviewbambangtirtas_984017Pas encore d'évaluation
- Hull Surveys of Double Hull Oil TankersDocument132 pagesHull Surveys of Double Hull Oil TankersKatsaras SotirisPas encore d'évaluation