Vous aimerez peut-être aussi
- Proper Use of The Rebound HammerDocument5 pagesProper Use of The Rebound HammerJan BooysenPas encore d'évaluation
- Cladding OptionsDocument77 pagesCladding OptionsShajit KumarPas encore d'évaluation
- EG 10-101 V3-AU Uni-Rivet Application GuideDocument10 pagesEG 10-101 V3-AU Uni-Rivet Application GuideEros BellioPas encore d'évaluation
- EP 1110-1-8 Vol 05Document555 pagesEP 1110-1-8 Vol 05Sohail AhmedPas encore d'évaluation
- Chap-4 (Concrete Distress) FinalDocument22 pagesChap-4 (Concrete Distress) FinalAshish SinghPas encore d'évaluation
- Constituents of Aggregates For Radiation-Shielding Concrete: Standard Descriptive Nomenclature ofDocument4 pagesConstituents of Aggregates For Radiation-Shielding Concrete: Standard Descriptive Nomenclature ofRam Kumar JaiswalPas encore d'évaluation
- D4748 Determining Bound Pavement Layers by Short Pulse RadarDocument7 pagesD4748 Determining Bound Pavement Layers by Short Pulse Radarvliew18Pas encore d'évaluation
- Aa 60005Document30 pagesAa 60005ashishkesharwaniPas encore d'évaluation
- ConcretePipeJoints Epipe07 124Document6 pagesConcretePipeJoints Epipe07 124tulasirao.nammiPas encore d'évaluation
- Standard Practice For The Design and Construction of Reinforced Concrete Storm Sewer Pipe (RCP) Part 1: GeneralDocument23 pagesStandard Practice For The Design and Construction of Reinforced Concrete Storm Sewer Pipe (RCP) Part 1: GeneralAnony MousPas encore d'évaluation
- NRMC CIP 26pDocument2 pagesNRMC CIP 26pPedjaPas encore d'évaluation
- ASTM A456-Large Crankshaft ForgingsDocument4 pagesASTM A456-Large Crankshaft ForgingsMarisol VivianoPas encore d'évaluation
- Building Science Makes A Case For Two LayersDocument6 pagesBuilding Science Makes A Case For Two LayersPalanisamy RajaPas encore d'évaluation
- Astm E329 Pdqv6897Document8 pagesAstm E329 Pdqv6897Nayth Andres GalazPas encore d'évaluation
- SS S 210aDocument10 pagesSS S 210akeithc01Pas encore d'évaluation
- Organic Impurities in Fine Aggregates For Concrete: Standard Test Method ForDocument2 pagesOrganic Impurities in Fine Aggregates For Concrete: Standard Test Method ForJesús Luis Arce GuillermoPas encore d'évaluation
- Astm A820 - 2011Document4 pagesAstm A820 - 2011Lissette Rohs Mauricio HerhuayPas encore d'évaluation
- Styrene Butadiene Styrene (SBS) Modified Bituminous Sheet Materials Using Glass Fiber ReinforcementsDocument3 pagesStyrene Butadiene Styrene (SBS) Modified Bituminous Sheet Materials Using Glass Fiber ReinforcementsLuigi HernándezPas encore d'évaluation
- Deformed and Plain Carbon-Steel Bars For Concrete ReinforcementDocument8 pagesDeformed and Plain Carbon-Steel Bars For Concrete ReinforcementmameniqPas encore d'évaluation
- Asme Addenda: ASME 819.3-1991 Safety Standard For Compressors For Process IndustriesDocument15 pagesAsme Addenda: ASME 819.3-1991 Safety Standard For Compressors For Process Industriesvijay pawarPas encore d'évaluation
- A 954 - 96 QTK1NC05NGDocument4 pagesA 954 - 96 QTK1NC05NGsachinguptachdPas encore d'évaluation
- Tek 14-07C11 PDFDocument8 pagesTek 14-07C11 PDFsaadyamin2821Pas encore d'évaluation
- C 1330 - 02 - QzezmzaDocument2 pagesC 1330 - 02 - Qzezmzamercab15Pas encore d'évaluation
- C76M 14Document11 pagesC76M 14diego rodriguezPas encore d'évaluation
- Anclajes Red HeadDocument8 pagesAnclajes Red HeadLeonardo AvilaPas encore d'évaluation
- Astm D6938.14709Document9 pagesAstm D6938.14709Stuar TencioPas encore d'évaluation
- Astm C341Document4 pagesAstm C341Angel VargasPas encore d'évaluation
- Thin Brick Veneer: Technical Notes 28CDocument12 pagesThin Brick Veneer: Technical Notes 28CmtPas encore d'évaluation
- Six Converging Tech TrendsDocument76 pagesSix Converging Tech Trendsibnu.asad984Pas encore d'évaluation
- Operating Manual: Pocket Penetrometer HM-500Document1 pageOperating Manual: Pocket Penetrometer HM-500esputro100% (1)
- Portland Cement Plaster Over Foam: NWCB Technical DocumentDocument1 pagePortland Cement Plaster Over Foam: NWCB Technical Documentmy dlPas encore d'évaluation
- SPEC-89 - DuPont Tyvek StuccoWrap Product Specifications BEFORE WindowsDocument8 pagesSPEC-89 - DuPont Tyvek StuccoWrap Product Specifications BEFORE WindowsSujanto WidjajaPas encore d'évaluation
- WebtocDocument23 pagesWebtocSeif15Pas encore d'évaluation
- Stabilization of Expansive Belle Fourche Shale Clay With Different ChemicalDocument14 pagesStabilization of Expansive Belle Fourche Shale Clay With Different ChemicalGabrielly SouzaPas encore d'évaluation
- Astm A82 1979Document6 pagesAstm A82 1979yoki_triwahyudiPas encore d'évaluation
- D1586 08aDocument9 pagesD1586 08aDimas Serrano100% (1)
- C924MDocument3 pagesC924MRufo Casco0% (1)
- Compressor SafetyDocument56 pagesCompressor SafetyAnonymous v5mGxgXii6Pas encore d'évaluation
- 2011 03 Mccowan Kivela PDFDocument11 pages2011 03 Mccowan Kivela PDFFranklyn GenovePas encore d'évaluation
- Rolled Zinc: Standard Specification ForDocument4 pagesRolled Zinc: Standard Specification ForCarlos HerreraPas encore d'évaluation
- Performing Value Analysis (VA) of Buildings and Building SystemsDocument6 pagesPerforming Value Analysis (VA) of Buildings and Building SystemsJosé Alberto Gonzales OchoaPas encore d'évaluation
- K-Series Final 030911Document54 pagesK-Series Final 030911Alvaro Alexis Mendoza PradaPas encore d'évaluation
- D3551-08 Standard Practice For Laboratory Preparation of Soil-Lime Mixtures Using Mechanical MixerDocument2 pagesD3551-08 Standard Practice For Laboratory Preparation of Soil-Lime Mixtures Using Mechanical MixerFaten Abou ShakraPas encore d'évaluation
- Roberto C. A. Pinto and Kenneth C. Hover Frost and Scaling Resistance of High-Strength ConcreteDocument75 pagesRoberto C. A. Pinto and Kenneth C. Hover Frost and Scaling Resistance of High-Strength ConcreteFaroq MaraqaPas encore d'évaluation
- Designation: E1954 05 (Reapproved 2011)Document6 pagesDesignation: E1954 05 (Reapproved 2011)Lupita RamirezPas encore d'évaluation
- What Is The Difference Between UBCDocument2 pagesWhat Is The Difference Between UBCAshrafPas encore d'évaluation
- ASTM D 1634-00 Standard Test Method For Compressive Strength of Soil-Cement Using Portions of Beams Broken in Flexure (Modified Cube Method)Document3 pagesASTM D 1634-00 Standard Test Method For Compressive Strength of Soil-Cement Using Portions of Beams Broken in Flexure (Modified Cube Method)Pablo Antonio Valcárcel VargasPas encore d'évaluation
- 03 Organisation Du GarageDocument12 pages03 Organisation Du GarageNgoambe Patrick VivianPas encore d'évaluation
- Ufgs 13 34 19Document45 pagesUfgs 13 34 19sharandeep1112Pas encore d'évaluation
- Guide For The Preparation of Concrete Surfaces For Repair Using Hydrodemolition MethodsDocument3 pagesGuide For The Preparation of Concrete Surfaces For Repair Using Hydrodemolition MethodsHamza MamiPas encore d'évaluation
- Standard Test Method For Measuring Length of Concrete Cores (C 1542.c1542m)Document2 pagesStandard Test Method For Measuring Length of Concrete Cores (C 1542.c1542m)jjaavenidoPas encore d'évaluation
- AITC Test Methods PDFDocument45 pagesAITC Test Methods PDFMichaelYeePas encore d'évaluation
- C1032 - 06Document2 pagesC1032 - 06Black GokuPas encore d'évaluation
- Preparing Quantitative Pole Figures: Standard Test Method ForDocument7 pagesPreparing Quantitative Pole Figures: Standard Test Method Fordiego rodriguezPas encore d'évaluation
- Benchmarking The Structural Condition of Flexible Pavements With Deflection Bowl ParametersDocument8 pagesBenchmarking The Structural Condition of Flexible Pavements With Deflection Bowl ParametersPieter HutagalungPas encore d'évaluation
- Strength of Materials - PUPDocument60 pagesStrength of Materials - PUPshirelyna100% (1)
- ASTM Vol.4.10Document3 pagesASTM Vol.4.10Prastika Wahid SantosoPas encore d'évaluation
- ASTM F118 Gaskets Terms DefinitionsDocument2 pagesASTM F118 Gaskets Terms DefinitionsDieguitoOmarMoralesPas encore d'évaluation
- D7380 DCP PDFDocument8 pagesD7380 DCP PDFTRẦN NGUYỄN THANH TUYỀNPas encore d'évaluation
- Parex USA ApplicationDocument28 pagesParex USA ApplicationjbonvierPas encore d'évaluation
- Magnetic Particle Examination of Large Crankshaft Forgings: Standard Specification ForDocument4 pagesMagnetic Particle Examination of Large Crankshaft Forgings: Standard Specification ForRahmat Syah LubisPas encore d'évaluation
- 2016 Timetabling CalendarDocument1 page2016 Timetabling Calendaribnu.asad984Pas encore d'évaluation
- 2016 Liturgical Calendar: Liturgy OfficeDocument8 pages2016 Liturgical Calendar: Liturgy Officeibnu.asad984Pas encore d'évaluation
- Recomm2015 2016Document2 pagesRecomm2015 2016ibnu.asad984Pas encore d'évaluation
- School Calendar: Queensland State SchoolsDocument1 pageSchool Calendar: Queensland State Schoolsibnu.asad984Pas encore d'évaluation
- 2016 Monthly CalendarDocument12 pages2016 Monthly Calendaribnu.asad984Pas encore d'évaluation
- 1221 Hot Gas and Extrusion Welding Jan 2016Document2 pages1221 Hot Gas and Extrusion Welding Jan 2016ibnu.asad984Pas encore d'évaluation
- 13 BridgeDocument25 pages13 Bridgeibnu.asad984Pas encore d'évaluation
- New Technologies 112515Document29 pagesNew Technologies 112515ibnu.asad984Pas encore d'évaluation
- MC2034 Weld Rods - v4Document2 pagesMC2034 Weld Rods - v4ibnu.asad984Pas encore d'évaluation
- 2015 Programs Book List PricesDocument13 pages2015 Programs Book List Pricesibnu.asad984Pas encore d'évaluation
- New York City College of Technology SPRING 2016 Academic CalendarDocument1 pageNew York City College of Technology SPRING 2016 Academic Calendaribnu.asad984Pas encore d'évaluation
- FIEA Events 2016 One Page FlyerDocument1 pageFIEA Events 2016 One Page Flyeribnu.asad984Pas encore d'évaluation
- WELD AdvShieldedMetalArcTCCDocument1 pageWELD AdvShieldedMetalArcTCCibnu.asad984Pas encore d'évaluation
- Date Class: AM Classes: 8am - 12pm PM Classes: 1pm - 5pm Class Location: 1700 1st Ave Greeley, CO 80631Document2 pagesDate Class: AM Classes: 8am - 12pm PM Classes: 1pm - 5pm Class Location: 1700 1st Ave Greeley, CO 80631ibnu.asad984Pas encore d'évaluation
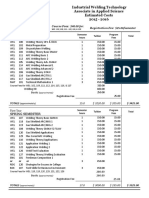
- WEL Industrial Welding Tech AAS - EstimatedCosts UPDATE 4-2015Document2 pagesWEL Industrial Welding Tech AAS - EstimatedCosts UPDATE 4-2015ibnu.asad984Pas encore d'évaluation