Vous aimerez peut-être aussi
- Practic 3Document1 pagePractic 3Cristhian ParragaPas encore d'évaluation
- Cade SimuDocument4 pagesCade SimuCristhian Parraga100% (1)
- Cade - Simu Manual de FuncionamientoDocument11 pagesCade - Simu Manual de Funcionamientoantornio85% (34)
- Manual de RefrigeracionDocument287 pagesManual de RefrigeracionDiego Trinidad97% (58)
- Sistema Vascular: Descripción y Funciones PrincipalesDocument6 pagesSistema Vascular: Descripción y Funciones PrincipalesCristhian Parraga0% (1)
- Nomenclatura y estructura del buqueDocument33 pagesNomenclatura y estructura del buqueCristhian ParragaPas encore d'évaluation
- SL-SR 33Document8 pagesSL-SR 33Cristhian ParragaPas encore d'évaluation
- INTRODUCCIONDocument2 pagesINTRODUCCIONLeninPas encore d'évaluation
- Cade - Simu GrafcetDocument5 pagesCade - Simu GrafcetantornioPas encore d'évaluation
- Daños en El Cigüeñal... Causas y Cómo Se Pueden EvitarDocument2 pagesDaños en El Cigüeñal... Causas y Cómo Se Pueden EvitarStevenFranStevenPas encore d'évaluation
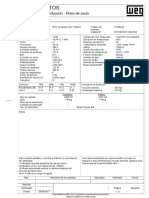
- W22 Tru-Metric IE3 TrifásicoDocument2 pagesW22 Tru-Metric IE3 TrifásicoSantiago Ferreira RiverosPas encore d'évaluation
- Huesos LargosDocument9 pagesHuesos LargosCristhian ParragaPas encore d'évaluation
- Diseño Intercambiador de PlacaDocument172 pagesDiseño Intercambiador de PlacaJulio CarreroPas encore d'évaluation
- PURIFICADORAaaDocument74 pagesPURIFICADORAaaCristhian ParragaPas encore d'évaluation
- Catalogo Motisa PDFDocument253 pagesCatalogo Motisa PDFCristhian ParragaPas encore d'évaluation
- Aparato Digestivo Anatomía CompletoDocument13 pagesAparato Digestivo Anatomía CompletoCristhian ParragaPas encore d'évaluation
- Mru 2Document13 pagesMru 2Francisco J Aispuro CPas encore d'évaluation
- Primeros AuxiliosDocument7 pagesPrimeros AuxiliosCristhian ParragaPas encore d'évaluation
- Anatomia CranealDocument6 pagesAnatomia CranealCristhian ParragaPas encore d'évaluation
- HolaDocument1 pageHolaRigo AtoccsaPas encore d'évaluation
- Reglamento A La Actividad Marítima (Decreto No. 168) Fabián Alarcón Rivera Presidente Constitucional Interino de La RepúblicaDocument22 pagesReglamento A La Actividad Marítima (Decreto No. 168) Fabián Alarcón Rivera Presidente Constitucional Interino de La RepúblicaCristhian ParragaPas encore d'évaluation
- Conductores ElectricosDocument1 pageConductores ElectricosCristhian ParragaPas encore d'évaluation
- Portafolio Motores 2Document25 pagesPortafolio Motores 2Cristhian ParragaPas encore d'évaluation
- Informe Columna VertebralDocument8 pagesInforme Columna VertebralCristhian ParragaPas encore d'évaluation
- Tecnologia Naval 1487203536Document6 pagesTecnologia Naval 1487203536Cristhian ParragaPas encore d'évaluation
- La Transición Presidencial de Barack Obama Empezó Cuando Ganó La Elección Presidencial de Estados Unidos El 4 de Noviembre de 2008Document2 pagesLa Transición Presidencial de Barack Obama Empezó Cuando Ganó La Elección Presidencial de Estados Unidos El 4 de Noviembre de 2008Cristhian ParragaPas encore d'évaluation
- Biología ExDocument5 pagesBiología ExCristhian ParragaPas encore d'évaluation
- Sociedades latinoamericanas del siglo XIX: población y desigualdad socialDocument2 pagesSociedades latinoamericanas del siglo XIX: población y desigualdad socialCristhian ParragaPas encore d'évaluation
- Solid Works Whats NewDocument208 pagesSolid Works Whats NewCristhian ParragaPas encore d'évaluation
- Gestión Total de La Eficiencia Energética en Una Empacadora de Atún.Document10 pagesGestión Total de La Eficiencia Energética en Una Empacadora de Atún.Cristhian ParragaPas encore d'évaluation
- Electronica y MicrocontroladoresDocument20 pagesElectronica y Microcontroladorescastillo25086% (7)
- Gaceta Oficial Extraordinaria 6397 (Reimpresión)Document6 pagesGaceta Oficial Extraordinaria 6397 (Reimpresión)Finanzas DigitalPas encore d'évaluation
- TF Salsa Andalouse CORREGIDO 1Document65 pagesTF Salsa Andalouse CORREGIDO 1Manuel GuillenPas encore d'évaluation
- Sismos 1Document6 pagesSismos 1betzy arapa asquiPas encore d'évaluation
- CONSTPRIMACT4Document212 pagesCONSTPRIMACT4fanel67% (3)
- INFORME TECNICO DE EVALUACION #De Marias ModeloDocument19 pagesINFORME TECNICO DE EVALUACION #De Marias ModeloyonyjaramezaPas encore d'évaluation
- Script MySQLDocument6 pagesScript MySQLhuevitoalexPas encore d'évaluation
- Estudio Del ToraxDocument1 pageEstudio Del Toraxanon_334792762Pas encore d'évaluation
- Introducción - Dirigen Los Hombres y Las Mujeres de Forma DiferenteDocument23 pagesIntroducción - Dirigen Los Hombres y Las Mujeres de Forma DiferenteHeather GracePas encore d'évaluation
- Ju - T - 0053 - Ataura - Instalaciones ElectricasDocument27 pagesJu - T - 0053 - Ataura - Instalaciones ElectricasLB LuiguiPas encore d'évaluation
- Pensamientos - Baruch Spinoza - Jean-Paul Sartre - Albert CamusDocument6 pagesPensamientos - Baruch Spinoza - Jean-Paul Sartre - Albert CamusSebastian MoraPas encore d'évaluation
- Trabajo Final BenjaminDocument9 pagesTrabajo Final BenjaminClaudio Salvador Aguayo BórquezPas encore d'évaluation
- Programa CulturalDocument3 pagesPrograma CulturalAlejandra Mata ValdezPas encore d'évaluation
- CabrasDocument70 pagesCabrasMarc LlinàsPas encore d'évaluation
- Dossier de EstadísticaDocument73 pagesDossier de EstadísticaMoises Medina LopezPas encore d'évaluation
- Fundamentos de La Ciencia AdministrativaDocument24 pagesFundamentos de La Ciencia AdministrativachoclogloriaPas encore d'évaluation
- Membranas de destilación de PDVF modificada con nanopartículas fototérmicas para recuperación de agua y elementos valiosos desde salmueraDocument15 pagesMembranas de destilación de PDVF modificada con nanopartículas fototérmicas para recuperación de agua y elementos valiosos desde salmueraManee GarciaPas encore d'évaluation
- Módulo 5 NominaxDocument6 pagesMódulo 5 NominaxVictoria García100% (1)
- Presentación Sin TítuloDocument13 pagesPresentación Sin TítuloMirella Guimaray CastañedaPas encore d'évaluation
- Diana Y Carlos (Autoguardado)Document11 pagesDiana Y Carlos (Autoguardado)Janett RuizPas encore d'évaluation
- de Comidad Tipicas de ChileDocument29 pagesde Comidad Tipicas de ChilePablaPas encore d'évaluation
- Porsche Manual 924Document20 pagesPorsche Manual 924joseml87Pas encore d'évaluation
- Universidad Nacional de Piura-La TortugaDocument14 pagesUniversidad Nacional de Piura-La TortugaJunior Yovera Naquiche100% (1)
- CAMPO FORMATIVO LenguajesDocument7 pagesCAMPO FORMATIVO Lenguajeslupis drupisPas encore d'évaluation
- Causas reabsorción radicular ortodonciaDocument11 pagesCausas reabsorción radicular ortodonciaCristy JCPas encore d'évaluation
- UntitledDocument1 pageUntitledStar HtPas encore d'évaluation
- John Locke: biografía y pensamiento del filósofo inglésDocument10 pagesJohn Locke: biografía y pensamiento del filósofo ingléscanvilizca100% (1)
- 2017-03-23Document128 pages2017-03-23Libertad de Expresión YucatánPas encore d'évaluation
- Sistemas de Monitoreo y ControlDocument43 pagesSistemas de Monitoreo y Controlpedro vegaPas encore d'évaluation
- 2004 El Partograma y Las Desviaciones Del Trabajo de PartoDocument9 pages2004 El Partograma y Las Desviaciones Del Trabajo de PartoMiguel Angel Carrasco Medina100% (1)