Vous aimerez peut-être aussi
- Weld Repair For Pressure Vessels Made From Cr-Mo SteelsDocument8 pagesWeld Repair For Pressure Vessels Made From Cr-Mo SteelsVedad ColakPas encore d'évaluation
- Al WeldingDocument70 pagesAl WeldingTuyen NguyenPas encore d'évaluation
- Oto 99022Document157 pagesOto 99022jobinhoeljovenPas encore d'évaluation
- UT TransducersDocument20 pagesUT TransducersSamanyarak AnanPas encore d'évaluation
- User ManualDocument32 pagesUser ManualasmaPas encore d'évaluation
- Quy Trinh Khai Thac Bao Duong Thay The Acquy Chi Kin Khi - Viettel-Tham Khao PDFDocument20 pagesQuy Trinh Khai Thac Bao Duong Thay The Acquy Chi Kin Khi - Viettel-Tham Khao PDFliemvnp2Pas encore d'évaluation
- Classification of Steels-1Document85 pagesClassification of Steels-1Saptarshi SenguptaPas encore d'évaluation
- The Effect of Large Heat Input On The Microstructure and Corrosion Behaviour of Simulated Heat Affected Zone in 2205 Duplex Stainless SteelDocument8 pagesThe Effect of Large Heat Input On The Microstructure and Corrosion Behaviour of Simulated Heat Affected Zone in 2205 Duplex Stainless SteelAnonymous Qha8B2Pas encore d'évaluation
- Shallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferenceD'EverandShallow Crack Fracture Mechanics Toughness Tests and Applications: First International ConferencePas encore d'évaluation
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsD'EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsPas encore d'évaluation
- Hydrogen Induced Cracking PDFDocument254 pagesHydrogen Induced Cracking PDFAnas PratamaPas encore d'évaluation
- 00 Cover WE Rev2Document5 pages00 Cover WE Rev2ariyonodndiPas encore d'évaluation
- Meelker Harm Welding of X80 Base Material-final-HA (Compatibility Mode)Document31 pagesMeelker Harm Welding of X80 Base Material-final-HA (Compatibility Mode)Jim GrayPas encore d'évaluation
- Austenitic High Temperature 153MA 253MA Stainless BrochureDocument16 pagesAustenitic High Temperature 153MA 253MA Stainless BrochurezosternatPas encore d'évaluation
- 4.3. Residual Stresses and Distortion in WeldmentsDocument11 pages4.3. Residual Stresses and Distortion in WeldmentsprokulisPas encore d'évaluation
- Eccc Eccc Data Sheets Approved On Behalf of Eccc DateDocument150 pagesEccc Eccc Data Sheets Approved On Behalf of Eccc DateAlkku100% (1)
- D 4940 Â " 98 R03 RDQ5NDADocument3 pagesD 4940 Â " 98 R03 RDQ5NDAEnrique Rodriguez LunaPas encore d'évaluation
- Adiabatic Shear Localization: Frontiers and AdvancesD'EverandAdiabatic Shear Localization: Frontiers and AdvancesBradley DoddPas encore d'évaluation
- Corrosion Failures: Theory, Case Studies, and SolutionsD'EverandCorrosion Failures: Theory, Case Studies, and SolutionsPas encore d'évaluation
- SAW - Technical HandbookDocument96 pagesSAW - Technical HandbookrodwellbPas encore d'évaluation
- A Re-Think of The Mercury Removal Problem For LNG PlantsDocument10 pagesA Re-Think of The Mercury Removal Problem For LNG PlantshortalemosPas encore d'évaluation
- Biological Treatment of Microbial Corrosion: Opportunities and ChallengesD'EverandBiological Treatment of Microbial Corrosion: Opportunities and ChallengesPas encore d'évaluation
- GMAW of Creep Resistant SteelsDocument5 pagesGMAW of Creep Resistant SteelsJustin Morse100% (1)
- FEA Pressure VesselDocument48 pagesFEA Pressure VesselDinesh Kumar YadavPas encore d'évaluation
- Advances in Research on the Strength and Fracture of Materials: An OverviewD'EverandAdvances in Research on the Strength and Fracture of Materials: An OverviewD.M.R. TaplinPas encore d'évaluation
- Submerged Arc Welding: Training & EducationDocument17 pagesSubmerged Arc Welding: Training & Educationtanveer ahmedPas encore d'évaluation
- Solid 186Document23 pagesSolid 186Bhavik MakaniPas encore d'évaluation
- Heat Treatment of Welded JointsDocument17 pagesHeat Treatment of Welded JointsErick HoganPas encore d'évaluation
- Arcelormittal Pressure Vessel PDFDocument10 pagesArcelormittal Pressure Vessel PDFImmanuel SPas encore d'évaluation
- Metrode Welding Consumables For Cryogenic ApplicationsDocument9 pagesMetrode Welding Consumables For Cryogenic ApplicationsClaudia MmsPas encore d'évaluation
- The Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD'EverandThe Physical Metallurgy of Fracture: Fourth International Conference on Fracture, June 1977, University of Waterloo, CanadaD.M.R. TaplinPas encore d'évaluation
- Welding of Stainless SteelsDocument48 pagesWelding of Stainless SteelsRamzi BEN AHMEDPas encore d'évaluation
- Properties of NickelDocument60 pagesProperties of NickelchodekiranPas encore d'évaluation
- Zero Defect in P91-Report-2005Document20 pagesZero Defect in P91-Report-2005sbmmla100% (1)
- Pultrusion of Composites - An OverviewDocument15 pagesPultrusion of Composites - An OverviewAkhil DayaluPas encore d'évaluation
- Hobart Catalog EGjJlDocument178 pagesHobart Catalog EGjJlRaron1Pas encore d'évaluation
- Advance StructuresDocument6 pagesAdvance StructuresManju NishaPas encore d'évaluation
- 1 - A Study Concerning Intercritical HAZ Microstructure and Toughness in ...Document10 pages1 - A Study Concerning Intercritical HAZ Microstructure and Toughness in ...Filipe RenanPas encore d'évaluation
- A Review of Factors Affecting Toughness in Welded Steels PDFDocument23 pagesA Review of Factors Affecting Toughness in Welded Steels PDFsurendarPas encore d'évaluation
- Alloy And Microstructural DesignD'EverandAlloy And Microstructural DesignJohn TienPas encore d'évaluation
- 2015 - KOBELCO - Arc Welding of High Tensile Strength SteelDocument170 pages2015 - KOBELCO - Arc Welding of High Tensile Strength SteelNhan vo vanPas encore d'évaluation
- Heat Treatment of SteelDocument11 pagesHeat Treatment of SteelMohamed El-gammalPas encore d'évaluation
- IIW, IX-H-736-11 DSS Welding DSS - Review of Current Recommendations 2011Document17 pagesIIW, IX-H-736-11 DSS Welding DSS - Review of Current Recommendations 2011Anonymous jlciIdX8q100% (1)
- EpriDocument21 pagesEprihubert_veltenPas encore d'évaluation
- ASME B36-19m PDFDocument13 pagesASME B36-19m PDFAkram DriraPas encore d'évaluation
- The Role Stainless Steel in Industrial Heat ExchangersDocument46 pagesThe Role Stainless Steel in Industrial Heat ExchangerswholenumberPas encore d'évaluation
- Controlling Heat Treatment of Welded P91Document3 pagesControlling Heat Treatment of Welded P91yesimeonPas encore d'évaluation
- The Complete Guide to Telephone Interview Questions and AnswersD'EverandThe Complete Guide to Telephone Interview Questions and AnswersPas encore d'évaluation
- Gas Cutting WLDNG Process - 06-Rev.4Document81 pagesGas Cutting WLDNG Process - 06-Rev.4Asad Bin Ala QatariPas encore d'évaluation
- Grey IronDocument3 pagesGrey IronRajesh N Priya Gopinathan100% (1)
- ISF Aachen Welding Technology Part II PDFDocument140 pagesISF Aachen Welding Technology Part II PDFscott2355Pas encore d'évaluation
- IWE4-3 - Residual StressesDocument16 pagesIWE4-3 - Residual StressesIrmantas ŠakysPas encore d'évaluation
- Consumables Catalogue EngDocument719 pagesConsumables Catalogue Engpaulon9271Pas encore d'évaluation
- Painting Inspector: Passbooks Study GuideD'EverandPainting Inspector: Passbooks Study GuidePas encore d'évaluation
- Centerline Segregation in Continuous Casting BilletsDocument5 pagesCenterline Segregation in Continuous Casting BilletsAnonymous MAJuDkPas encore d'évaluation
- Basics of Metallographic Specimen PreparationDocument13 pagesBasics of Metallographic Specimen PreparationFlop ShowPas encore d'évaluation
- Field Heat Treatment - Gary - LewisDocument39 pagesField Heat Treatment - Gary - Lewisclaude.bouillot3566Pas encore d'évaluation
- Welding 304HDocument29 pagesWelding 304Hclaude.bouillot3566Pas encore d'évaluation
- Relation Structure Resilience (Bonnet)Document23 pagesRelation Structure Resilience (Bonnet)claude.bouillot3566Pas encore d'évaluation
- P91 Literature BOHLERDocument11 pagesP91 Literature BOHLERclaude.bouillot3566Pas encore d'évaluation
- EPRI Best Practice Guidelines For P91 1023199Document100 pagesEPRI Best Practice Guidelines For P91 1023199claude.bouillot3566Pas encore d'évaluation
- Đuro ĐakovićDocument16 pagesĐuro Đakovićclaude.bouillot3566Pas encore d'évaluation
- Oerlikon Competence 3 Grade 92 2008Document32 pagesOerlikon Competence 3 Grade 92 2008Claudia MmsPas encore d'évaluation
- Stress Rupture Behavior of Post Weld Heat Treated 2 (1 4 Cr-1mo Steel Weld Metal 12495Document56 pagesStress Rupture Behavior of Post Weld Heat Treated 2 (1 4 Cr-1mo Steel Weld Metal 12495claude.bouillot3566Pas encore d'évaluation
- The Effect of Transformer Phasing On Weld Bead Formation in Multi-Electrode Submerged-Arc WeldingDocument16 pagesThe Effect of Transformer Phasing On Weld Bead Formation in Multi-Electrode Submerged-Arc Weldingclaude.bouillot3566Pas encore d'évaluation
- Welding Metallurgy of Stainless Steels 12363Document12 pagesWelding Metallurgy of Stainless Steels 12363claude.bouillot3566100% (1)
- Anna Výrostková, Ladislav FALAT, Ján Kepič, Peter BRZIAK, Jozef PECHADocument7 pagesAnna Výrostková, Ladislav FALAT, Ján Kepič, Peter BRZIAK, Jozef PECHAclaude.bouillot3566Pas encore d'évaluation
- Brochure Offshore Oil & Gas en 2009Document26 pagesBrochure Offshore Oil & Gas en 2009claude.bouillot3566Pas encore d'évaluation
- Excellence in HemmingDocument12 pagesExcellence in Hemmingmlucian73Pas encore d'évaluation
- Book 1Document9 pagesBook 1Jhon AndriPas encore d'évaluation
- Primal c-41Document2 pagesPrimal c-41Mohammad Doost MohammadiPas encore d'évaluation
- Survey Welding-Standards 13-09-2010Document1 pageSurvey Welding-Standards 13-09-2010Nenad MilosevicPas encore d'évaluation
- The Use of Fiber Reinforced Polymer Composites To Retrofit Reinforced Concrete Bridge ColumnsDocument17 pagesThe Use of Fiber Reinforced Polymer Composites To Retrofit Reinforced Concrete Bridge ColumnsLakshmi PathiPas encore d'évaluation
- SRU ExplainedDocument5 pagesSRU ExplainedRitu VarshneyPas encore d'évaluation
- 02.34 25635-220-3PS-MHCB-00001 Technical PDFDocument32 pages02.34 25635-220-3PS-MHCB-00001 Technical PDFEl_memitoPas encore d'évaluation
- Deck Slab Concreting - Aug 2011Document11 pagesDeck Slab Concreting - Aug 2011AlsonChinPas encore d'évaluation
- Specification of WorkDocument21 pagesSpecification of Workhusnain611Pas encore d'évaluation
- HydraulicCylinderTubeST52 ST52 3Document1 pageHydraulicCylinderTubeST52 ST52 3rjramanathanPas encore d'évaluation
- Chapter 5 (Simulation of Distillation Columns)Document43 pagesChapter 5 (Simulation of Distillation Columns)AnaBelenMedranoBarrientosPas encore d'évaluation
- Phase Transformations and Heat TreatmentDocument76 pagesPhase Transformations and Heat TreatmentJimmy HarvianPas encore d'évaluation
- Aalco Metals LTD - Aluminium Alloy 5083 0 H111 Sheet and Plate - 149 PDFDocument2 pagesAalco Metals LTD - Aluminium Alloy 5083 0 H111 Sheet and Plate - 149 PDFOvidiu ChertesPas encore d'évaluation
- Conbextra EP10TG PDFDocument2 pagesConbextra EP10TG PDFAcho SupraholicPas encore d'évaluation
- Direct Material CostDocument4 pagesDirect Material CostQuestionscastle Friend100% (1)
- JSW GGBS by Shailesh GosaviDocument54 pagesJSW GGBS by Shailesh GosaviRohan Bagadiya100% (1)
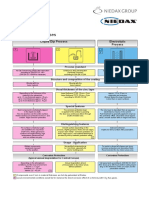
- Galvanizing Processes: Liquid Dip Process Electrolytic ProcessDocument3 pagesGalvanizing Processes: Liquid Dip Process Electrolytic ProcessAlin MoicaPas encore d'évaluation
- Community Problem Report First DraftDocument6 pagesCommunity Problem Report First Draftapi-263884824Pas encore d'évaluation
- Business Model of ShipyardDocument3 pagesBusiness Model of Shipyardpramod1989Pas encore d'évaluation
- Plastic WeldingDocument16 pagesPlastic WeldingSaroj KumarPas encore d'évaluation
- Qap PDFDocument3 pagesQap PDFRavi BhadaniPas encore d'évaluation
- Asme Sa 213 Grade t92 TubesDocument1 pageAsme Sa 213 Grade t92 TubesFerroPipEPas encore d'évaluation
- Sourcing Strategy in HPDocument18 pagesSourcing Strategy in HPHimanshu ShekharPas encore d'évaluation
- A 1008 - A 1008M - 00 Qtewmdgtmda - PDFDocument7 pagesA 1008 - A 1008M - 00 Qtewmdgtmda - PDFTiến Lượng NguyễnPas encore d'évaluation
- Tensile Bond TestDocument14 pagesTensile Bond TestPanneer SelvamPas encore d'évaluation
- Adhesion Testing MethodDocument3 pagesAdhesion Testing MethodMohd Effiezool YaserPas encore d'évaluation
- Ssi Schaefer Container AsDocument8 pagesSsi Schaefer Container AsRebecca HartmanPas encore d'évaluation
- Case Studies - Quality ManagementDocument5 pagesCase Studies - Quality Managementaboubakr soultanPas encore d'évaluation
- GTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NeDocument401 pagesGTU B. E. Mech Sem V MP II Topic 2 Foundry Technology NebmdbmdbmdPas encore d'évaluation
- Factory Audit Sample ReportDocument20 pagesFactory Audit Sample Reportkaveh-bahiraee100% (1)