Vous aimerez peut-être aussi
- Cpe CSMDocument17 pagesCpe CSMJatin DarvePas encore d'évaluation
- Adiprene LFP 3940ADocument4 pagesAdiprene LFP 3940A8612106535Pas encore d'évaluation
- Resin SP 1045Document14 pagesResin SP 1045sergezerPas encore d'évaluation
- Blocked and Deblocked Isocyanate With Sodium BisulfiteDocument19 pagesBlocked and Deblocked Isocyanate With Sodium BisulfiteAdlyLubis100% (1)
- The Use of CoagentsDocument7 pagesThe Use of CoagentscronoromPas encore d'évaluation
- Research Advances in Bonding Agents For Composite PropellantsDocument11 pagesResearch Advances in Bonding Agents For Composite PropellantsspetPas encore d'évaluation
- Control of Shrinkage and Residual Styrene of Unsaturated Polyester ResinsDocument10 pagesControl of Shrinkage and Residual Styrene of Unsaturated Polyester ResinsAli Khan100% (1)
- Low Voc Tdi FoamsDocument8 pagesLow Voc Tdi FoamsMuhammad SaadPas encore d'évaluation
- 07 Chapter 1aDocument47 pages07 Chapter 1aDarren TanPas encore d'évaluation
- Derakane 451-400Document5 pagesDerakane 451-400Pecel LelePas encore d'évaluation
- Polyurea Vs Polyurethane & Polyurethane Polyurea What's The DifferenceDocument20 pagesPolyurea Vs Polyurethane & Polyurethane Polyurea What's The Differencemiguel100% (1)
- Desmocoll 540 5Document2 pagesDesmocoll 540 5lobocernaPas encore d'évaluation
- Exxelor PE1040 DatasheetDocument2 pagesExxelor PE1040 DatasheetmaheshguptePas encore d'évaluation
- Methyl Methacrylate Grafted Rubber (MG Rubber)Document15 pagesMethyl Methacrylate Grafted Rubber (MG Rubber)syahidah5342Pas encore d'évaluation
- Reduce Styrene Migration from UP ResinsDocument2 pagesReduce Styrene Migration from UP Resinsgunawan refiadi0% (1)
- Brochure Coating Raw Materials For Building Protection 14-06-2011 EDocument32 pagesBrochure Coating Raw Materials For Building Protection 14-06-2011 EΣταύρος ΒουγιουκλίδηςPas encore d'évaluation
- Evonik Additives For PU Shoe SoleDocument12 pagesEvonik Additives For PU Shoe SoleSigneyWangPas encore d'évaluation
- Weberfix PU - DatasheetDocument7 pagesWeberfix PU - DatasheetAnonymous PkvM83sPas encore d'évaluation
- P LifeDocument20 pagesP LifeLoc Q. NguyenPas encore d'évaluation
- Chap12 PDFDocument44 pagesChap12 PDFYassine OuakkiPas encore d'évaluation
- RP4036 PDFDocument5 pagesRP4036 PDFA MahmoodPas encore d'évaluation
- 2016 Progress in Non-Isocyanate Polyurethanes Synthesized PDFDocument38 pages2016 Progress in Non-Isocyanate Polyurethanes Synthesized PDFPilar MayaPas encore d'évaluation
- Calculos de Poliuretano RigidoDocument46 pagesCalculos de Poliuretano Rigidosescobar86100% (1)
- Polyester WeatherabilityDocument10 pagesPolyester Weatherabilitynikopigni2Pas encore d'évaluation
- Denka Evolmer Bro 1Document5 pagesDenka Evolmer Bro 1mouds22Pas encore d'évaluation
- Accelerators Part TwoDocument10 pagesAccelerators Part Twoalperen52Pas encore d'évaluation
- Epiclon Epiclon: Standard Products Epoxy Resins & Curing AgentsDocument17 pagesEpiclon Epiclon: Standard Products Epoxy Resins & Curing AgentskamalnandrePas encore d'évaluation
- 2007 Natural Polymer CharacterizationDocument4 pages2007 Natural Polymer CharacterizationermashuhadahrPas encore d'évaluation
- Easaqua TolonateDocument11 pagesEasaqua TolonateAlptekinPas encore d'évaluation
- Inakyd 3234 B-X-70Document1 pageInakyd 3234 B-X-70roybombomPas encore d'évaluation
- Vinnol E15 - 45Document2 pagesVinnol E15 - 45ShambhatiaPas encore d'évaluation
- Polyurethane Additives: Typical Physical Properties Suggested ApplicationsDocument1 pagePolyurethane Additives: Typical Physical Properties Suggested Applicationsdangcongsan50% (2)
- Hombright S-Id (WD)Document6 pagesHombright S-Id (WD)何恭彥Pas encore d'évaluation
- Addivant Polymer ModifiersDocument11 pagesAddivant Polymer ModifiersAgustin Eduardo C.Pas encore d'évaluation
- Polyester Based Hybrid Organic CoatingsDocument206 pagesPolyester Based Hybrid Organic CoatingsUsama AwadPas encore d'évaluation
- CPVC - Price List - 02nd April 2022Document14 pagesCPVC - Price List - 02nd April 2022Amit Agrawal100% (1)
- Processing Arnite PBTDocument21 pagesProcessing Arnite PBT631052Pas encore d'évaluation
- Einar 303 Product ProfileDocument4 pagesEinar 303 Product ProfileThanh Linh NguyenPas encore d'évaluation
- 8090Document2 pages8090dost369Pas encore d'évaluation
- Comparison Between Dry Lamination and Extrusion LaminationDocument26 pagesComparison Between Dry Lamination and Extrusion LaminationRicardo PratiwiharjaPas encore d'évaluation
- Adhesive Properties TestDocument5 pagesAdhesive Properties TestJayant Kumar JhaPas encore d'évaluation
- Inhibitors For Unsaturated Polyester Resines. Parker 1963Document4 pagesInhibitors For Unsaturated Polyester Resines. Parker 1963Guz UchihaPas encore d'évaluation
- Millad NX8000Document1 pageMillad NX8000Bhavesh GandhiPas encore d'évaluation
- Kraton PolymerDocument24 pagesKraton PolymerSCion Shyuan Hong100% (1)
- 04 PDFDocument24 pages04 PDFnamPas encore d'évaluation
- Basic Review of Polyurethane Polyols and IsocyanatesDocument2 pagesBasic Review of Polyurethane Polyols and IsocyanatesslaughterjilguPas encore d'évaluation
- Polyester Resin, Resin CompositionDocument11 pagesPolyester Resin, Resin Compositionalfi alfathanaPas encore d'évaluation
- OH Determination For Polyether PolyolDocument4 pagesOH Determination For Polyether PolyolHoang Cong ThanhPas encore d'évaluation
- VazoT 64 PDS PDFDocument1 pageVazoT 64 PDS PDFJAVIER BRONCANOPas encore d'évaluation
- Nitrocellulose Lacquer Paint Film FormationDocument26 pagesNitrocellulose Lacquer Paint Film Formationjmet2008Pas encore d'évaluation
- Handbook Adhesive TechnologyDocument29 pagesHandbook Adhesive TechnologyVansala GanesanPas encore d'évaluation
- Easily Dispersible PigmentsDocument44 pagesEasily Dispersible PigmentsGwen WalkerPas encore d'évaluation
- CAS Nos. & Chemical Structures For Epotec Range: Epoxy Resins Based On Bisphenol - ADocument4 pagesCAS Nos. & Chemical Structures For Epotec Range: Epoxy Resins Based On Bisphenol - AAditya ShrivastavaPas encore d'évaluation
- Vamac Formulating and Compounding OverviewDocument6 pagesVamac Formulating and Compounding Overviewchethugowda7Pas encore d'évaluation
- Silicone Hard Coating PDFDocument3 pagesSilicone Hard Coating PDFgalati12345Pas encore d'évaluation
- Polymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3D'EverandPolymer Syntheses: Organic Chemistry: A Series of Monographs, Vol. 3Pas encore d'évaluation
- Self-Cleaning Materials and Surfaces: A Nanotechnology ApproachD'EverandSelf-Cleaning Materials and Surfaces: A Nanotechnology ApproachWalid A. DaoudÉvaluation : 5 sur 5 étoiles5/5 (1)
- Metal Bearing Waste Streams: Minimizing, Recycling and TreatmentD'EverandMetal Bearing Waste Streams: Minimizing, Recycling and TreatmentPas encore d'évaluation
- Polyacrylamide Flocculant A26 PropertiesDocument1 pagePolyacrylamide Flocculant A26 PropertiesMohammad Doost Mohammadi100% (1)
- Primal c-41Document2 pagesPrimal c-41Mohammad Doost MohammadiPas encore d'évaluation
- Thermal Transitions of Homo PolymersDocument2 pagesThermal Transitions of Homo PolymersGrace KwanPas encore d'évaluation
- Characterization of Urethane Functional Hindered Amine Light Stabilize PDFDocument7 pagesCharacterization of Urethane Functional Hindered Amine Light Stabilize PDFMohammad Doost MohammadiPas encore d'évaluation
- Us Dur 95 TDocument3 pagesUs Dur 95 TMohammad Doost MohammadiPas encore d'évaluation
- Technical Info on Self-Crosslinking Acrylic EmulsionDocument1 pageTechnical Info on Self-Crosslinking Acrylic EmulsionMohammad Doost MohammadiPas encore d'évaluation
- Dipicryl 0382Document1 pageDipicryl 0382Mohammad Doost MohammadiPas encore d'évaluation
- ISO 9001 Registered Two-Part Polyurethane SystemDocument2 pagesISO 9001 Registered Two-Part Polyurethane SystemMohammad Doost MohammadiPas encore d'évaluation
- Butyl AcrylateDocument2 pagesButyl AcrylateMohammad Doost MohammadiPas encore d'évaluation
- 0901 B 803808 EcadfDocument3 pages0901 B 803808 EcadfMohammad Doost MohammadiPas encore d'évaluation
- Erapol EHP95ADocument2 pagesErapol EHP95AMohammad Doost MohammadiPas encore d'évaluation
- PC 90 83Document2 pagesPC 90 83Mohammad Doost MohammadiPas encore d'évaluation
- En Hybridur 580 Americas Datasheet PDFDocument4 pagesEn Hybridur 580 Americas Datasheet PDFMohammad Doost MohammadiPas encore d'évaluation
- TI - Epotal P 350Document1 pageTI - Epotal P 350Mohammad Doost MohammadiPas encore d'évaluation
- TI ED 2215 e Epotal P 100 ECO 181610 SCREEN 2Document2 pagesTI ED 2215 e Epotal P 100 ECO 181610 SCREEN 2Mohammad Doost MohammadiPas encore d'évaluation
- Branched Urethabe ResinDocument3 pagesBranched Urethabe ResinMohammad Doost MohammadiPas encore d'évaluation
- TI - Lumiten I-SCDocument1 pageTI - Lumiten I-SCMohammad Doost MohammadiPas encore d'évaluation
- TI - Basonat LR 9056Document1 pageTI - Basonat LR 9056Mohammad Doost MohammadiPas encore d'évaluation
- Irganox 1076 TdsDocument2 pagesIrganox 1076 TdsMohammad Doost MohammadiPas encore d'évaluation
- En Hybridur 878 Americas DatasheetDocument5 pagesEn Hybridur 878 Americas DatasheetMohammad Doost MohammadiPas encore d'évaluation
- Bayhytherm 3146Document3 pagesBayhytherm 3146Mohammad Doost MohammadiPas encore d'évaluation
- MeBl 201450 ENDocument3 pagesMeBl 201450 ENMohammad Doost MohammadiPas encore d'évaluation
- Bayhydrol® U2841 XPDocument3 pagesBayhydrol® U2841 XPMohammad Doost MohammadiPas encore d'évaluation
- Industrial CoatingsDocument3 pagesIndustrial CoatingsMohammad Doost MohammadiPas encore d'évaluation
- Tinuvin 292Document3 pagesTinuvin 292Mohammad Doost Mohammadi100% (1)
- Aquaflow XLS-530Document2 pagesAquaflow XLS-530Mohammad Doost MohammadiPas encore d'évaluation
- Tinuvin 1130Document4 pagesTinuvin 1130Mohammad Doost MohammadiPas encore d'évaluation
- (Associative) ThickenersDocument20 pages(Associative) ThickenersMohammad Doost MohammadiPas encore d'évaluation
- Adsorption Study of HEUR using Coarse-Grained MD SimulationsDocument1 pageAdsorption Study of HEUR using Coarse-Grained MD SimulationsMohammad Doost MohammadiPas encore d'évaluation
- Welding Simulations with Simufact.weldingDocument20 pagesWelding Simulations with Simufact.weldingMrLanternPas encore d'évaluation
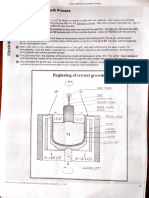
- Czochralski Process POMDocument10 pagesCzochralski Process POMHridisaran PandePas encore d'évaluation
- Masonry Wall Design SummaryDocument8 pagesMasonry Wall Design Summaryjklo12Pas encore d'évaluation
- Point Defects - Line Defects - Dislocations - Surface Defects - Grain Boundaries - Majority of This Chapter Is On Point DefectsDocument63 pagesPoint Defects - Line Defects - Dislocations - Surface Defects - Grain Boundaries - Majority of This Chapter Is On Point DefectsAmir Nazri KaibingPas encore d'évaluation
- SL Somos PerFORM Material Specifications PDFDocument2 pagesSL Somos PerFORM Material Specifications PDFTushar Prakash ChaudhariPas encore d'évaluation
- Strain Gage Rosette Selection and Data ReductionDocument12 pagesStrain Gage Rosette Selection and Data ReductionAjay KumarPas encore d'évaluation
- SKF - NoWear Presentation at 07-12-06Document27 pagesSKF - NoWear Presentation at 07-12-06Patrick Baridon100% (1)
- Experiment # 4 Heat of Solution: Van't Hoff Isochore Method: DLNK DT H RTDocument5 pagesExperiment # 4 Heat of Solution: Van't Hoff Isochore Method: DLNK DT H RTIzzyPas encore d'évaluation
- ETABS Composite Column Design: ETABS 18.0.2 License # 1PJPHBGNRCE4GAWDocument2 pagesETABS Composite Column Design: ETABS 18.0.2 License # 1PJPHBGNRCE4GAWIvan PorrasPas encore d'évaluation
- Batten Plates DesiDocument7 pagesBatten Plates DesiSuhas MangalorePas encore d'évaluation
- The Energy Efficiency of Ball Milling in Comminution: D.W. Fuerstenau, A.-Z.M. AbouzeidDocument25 pagesThe Energy Efficiency of Ball Milling in Comminution: D.W. Fuerstenau, A.-Z.M. AbouzeidLUISA FERNANDA ACEVEDO TOBÓNPas encore d'évaluation
- Boufaden 2016Document11 pagesBoufaden 2016EDUAR SEBASTIAN BUENO SEGURAPas encore d'évaluation
- Chapter 12 - US - Final SolutionsDocument10 pagesChapter 12 - US - Final SolutionsFerdinandAfPanePas encore d'évaluation
- Wachemo University Department of Mechanical Engineering Wachemo UniversityDocument14 pagesWachemo University Department of Mechanical Engineering Wachemo UniversityZó LáPas encore d'évaluation
- ABS - Guide For Certification of Offshore Mooring Chain PDFDocument55 pagesABS - Guide For Certification of Offshore Mooring Chain PDFIbrahim RahmatullahPas encore d'évaluation
- Sla 4037Document29 pagesSla 4037Franklin Miranda RoblesPas encore d'évaluation
- VITEC 55™ Antiscalant/Dispersant - Liquid Product DatasheetDocument1 pageVITEC 55™ Antiscalant/Dispersant - Liquid Product DatasheetaftabPas encore d'évaluation
- IJNTR02050006 بحثي دكتوراهDocument7 pagesIJNTR02050006 بحثي دكتوراهHaidar AlmayahyPas encore d'évaluation
- Chapter-2 Literature Review Polyethyleneterephthalate (PET)Document27 pagesChapter-2 Literature Review Polyethyleneterephthalate (PET)Abdullah AlkalaliPas encore d'évaluation
- Multipurpose Scanners For Keysight AFM-SPMDocument2 pagesMultipurpose Scanners For Keysight AFM-SPMPY WangPas encore d'évaluation
- Extract SANS 10163 PDFDocument21 pagesExtract SANS 10163 PDFBrendon GovaPas encore d'évaluation
- Statistical Mechanics Overview of ThermodynamicsDocument13 pagesStatistical Mechanics Overview of ThermodynamicsashwiniPas encore d'évaluation
- Viscometer and Oil Standard BrochureDocument2 pagesViscometer and Oil Standard BrochureNam NguyenPas encore d'évaluation
- Compressive Strength of Concrete & Concrete Cubes - What - How - CivilDigitalDocument13 pagesCompressive Strength of Concrete & Concrete Cubes - What - How - CivilDigitalArdhi TaPas encore d'évaluation
- Interpretation of Pressuremeter Tests in Rock: Conference PaperDocument13 pagesInterpretation of Pressuremeter Tests in Rock: Conference PaperPraveen RanaPas encore d'évaluation
- Welding Defects PraDocument2 pagesWelding Defects PraEzhil Vendhan PalanisamyPas encore d'évaluation
- L-07 (SS) (Ia&c) ( (Ee) Nptel)Document15 pagesL-07 (SS) (Ia&c) ( (Ee) Nptel)Marvin BayanayPas encore d'évaluation
- Synthesis and Structural Characterization of Iron-Cementite Nanoparticles Encapsulated in Carbon MatrixDocument18 pagesSynthesis and Structural Characterization of Iron-Cementite Nanoparticles Encapsulated in Carbon MatrixArpan Kishor TripuraPas encore d'évaluation
- Solar Water Heater Using Nano FluidsDocument5 pagesSolar Water Heater Using Nano Fluidssarfraz hussainPas encore d'évaluation