Vous aimerez peut-être aussi
- E1219-10 Standard Practice For Fluorescent Liquid Penetrant Testing Using The Solvent - Removable Process PDFDocument6 pagesE1219-10 Standard Practice For Fluorescent Liquid Penetrant Testing Using The Solvent - Removable Process PDFManuel Andres Mantilla DuranPas encore d'évaluation
- SD 1186 PDFDocument4 pagesSD 1186 PDFgana_1783Pas encore d'évaluation
- A271 96Document3 pagesA271 96nishanthPas encore d'évaluation
- Table 11 of API 5LDocument1 pageTable 11 of API 5LBilly Kurniawan100% (1)
- Ansi b109 Procedures 2016Document38 pagesAnsi b109 Procedures 2016Víctor Pérez0% (1)
- Sa 961 PDFDocument10 pagesSa 961 PDFaruntpePas encore d'évaluation
- Determining Volume Fraction by Systematic Manual Point CountDocument7 pagesDetermining Volume Fraction by Systematic Manual Point CountSajal DeyPas encore d'évaluation
- Astm A 342/a 342M - 99Document5 pagesAstm A 342/a 342M - 99Essjay Technomeasure Pvt. ltd.Pas encore d'évaluation
- Pfi Es-24Document10 pagesPfi Es-24wdwwePas encore d'évaluation
- Panametrics MG2DLDocument137 pagesPanametrics MG2DLpjhollowPas encore d'évaluation
- CEPE02100A1 CAG Updated Jan23 14Document60 pagesCEPE02100A1 CAG Updated Jan23 14rudi setiawanPas encore d'évaluation
- Iso 11949 - 1995Document7 pagesIso 11949 - 1995screwroiPas encore d'évaluation
- ASME2019 KeyChangesSectionIDocument8 pagesASME2019 KeyChangesSectionIمحمد نعمان بٹPas encore d'évaluation
- Sa 480Document25 pagesSa 480gasolineandoilPas encore d'évaluation
- Astm e 797 PDFDocument7 pagesAstm e 797 PDFrazormebackPas encore d'évaluation
- Astm D2563-94Document24 pagesAstm D2563-94Santiago AngelPas encore d'évaluation
- En 13920-2015Document8 pagesEn 13920-2015mihaiPas encore d'évaluation
- ASTM D 6593 - 00 Rdy1otmtmdaDocument85 pagesASTM D 6593 - 00 Rdy1otmtmdaEnrique Alejandro OvandoPas encore d'évaluation
- ASTZM E1476-97 Metals Sorting Guide PDFDocument12 pagesASTZM E1476-97 Metals Sorting Guide PDFKewell LimPas encore d'évaluation
- Welding Research Council: BulletinDocument28 pagesWelding Research Council: BulletinRogerio Tropia GranjaPas encore d'évaluation
- Sicc-Rt-01 Asme Rev 01Document29 pagesSicc-Rt-01 Asme Rev 01Enrique Campos Cannavaro100% (1)
- NBIC Part 2 PDFDocument12 pagesNBIC Part 2 PDFjhonjimenez87Pas encore d'évaluation
- PMI Testing Ensures Material Specification ComplianceDocument24 pagesPMI Testing Ensures Material Specification ComplianceSANKARAN.KPas encore d'évaluation
- QT 16Cr PDFDocument1 pageQT 16Cr PDFYaroslav RuizPas encore d'évaluation
- Se 1316Document46 pagesSe 1316leonciomavarezPas encore d'évaluation
- Tabla Americana de Avances de Accesorios... RAUL SUAREZDocument9 pagesTabla Americana de Avances de Accesorios... RAUL SUAREZAvelino Santiago0% (1)
- Astm A 335Document8 pagesAstm A 335Ruben Dario Espinoza Vasquez100% (1)
- Seamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification ForDocument3 pagesSeamless Medium-Carbon Steel Boiler and Superheater Tubes: Standard Specification Forandrea assanelli100% (1)
- Astm A270 PDFDocument1 pageAstm A270 PDFgaminPas encore d'évaluation
- Astm A254Document4 pagesAstm A254dai.nh100% (2)
- Interpreting SNT TC 1a - Part3 PDFDocument2 pagesInterpreting SNT TC 1a - Part3 PDFஅன்புடன் அஸ்வின்Pas encore d'évaluation
- Sa 435 (Ed 2013)Document4 pagesSa 435 (Ed 2013)Mohd Idris MohiuddinPas encore d'évaluation
- C Pi 370Document22 pagesC Pi 370sadeghmsgPas encore d'évaluation
- Visual Defect Standards for Glass-Reinforced LaminatesDocument18 pagesVisual Defect Standards for Glass-Reinforced Laminatesnaoufel1706Pas encore d'évaluation
- ASTM B 337 Seamless & Welded Titanium & Titanium Alloy Pipe - 1995Document4 pagesASTM B 337 Seamless & Welded Titanium & Titanium Alloy Pipe - 1995ecsuperalPas encore d'évaluation
- B 92 - B 92M - 11Document3 pagesB 92 - B 92M - 11phaindikaPas encore d'évaluation
- Tabla Limite de Retiro EspesoresDocument4 pagesTabla Limite de Retiro EspesoresVicent RojasPas encore d'évaluation
- Iso 7963-2022Document16 pagesIso 7963-2022nanotech123Pas encore d'évaluation
- ASTM E 1065-1999 (R 2003) - Standard Guide For Evaluating Characteristics of Ultrasonic Search UnitDocument23 pagesASTM E 1065-1999 (R 2003) - Standard Guide For Evaluating Characteristics of Ultrasonic Search UnitKhemaraj PathmalingamPas encore d'évaluation
- Engrasadora NEUMATICAFLOWSERVERDocument16 pagesEngrasadora NEUMATICAFLOWSERVERLuis E. Barcelo TovarPas encore d'évaluation
- Fisher Type 667 Diaphragm ActuatorDocument32 pagesFisher Type 667 Diaphragm Actuatorimran khanPas encore d'évaluation
- ASTM E190 Doblamiento Guiado SoldaduraDocument3 pagesASTM E190 Doblamiento Guiado Soldadurapatmos666Pas encore d'évaluation
- The Panhandle A and B Equations for Natural Gas Flow CalculationsDocument3 pagesThe Panhandle A and B Equations for Natural Gas Flow Calculationsbryandown0% (1)
- Asme Section II A Sa-376 Sa-376mDocument10 pagesAsme Section II A Sa-376 Sa-376mAnonymous GhPzn1xPas encore d'évaluation
- Astm B337 PDFDocument1 pageAstm B337 PDFgaminPas encore d'évaluation
- Calibrate Coating Thickness GagesDocument5 pagesCalibrate Coating Thickness GagesJose OcañaPas encore d'évaluation
- ULMA Flange #150 #300 CatalogDocument3 pagesULMA Flange #150 #300 CatalogEPC Patuha BMJPas encore d'évaluation
- Astm E23 2018 Inpact Testing PDFDocument28 pagesAstm E23 2018 Inpact Testing PDFHadde MendozaPas encore d'évaluation
- Toriconical Head 87 PsiDocument2 pagesToriconical Head 87 PsiFabio Augusto Hincapie HenaoPas encore d'évaluation
- International Glass Viscometer SpecificationsDocument12 pagesInternational Glass Viscometer Specificationsadel bengharbiPas encore d'évaluation
- ASTM A733 Standard Specification For Welded and Seamless Carbon Steel and Austenitic Stainless Steel Pipe NipplesDocument5 pagesASTM A733 Standard Specification For Welded and Seamless Carbon Steel and Austenitic Stainless Steel Pipe NipplesYaser Mohamed AbasPas encore d'évaluation
- D4940 15 (Reapproved 2020) REDDocument3 pagesD4940 15 (Reapproved 2020) REDcarlos_k1555alejo100% (1)
- ASTM E-1965-98 (2003) Especificación Estándar para Termómetros Infrarrojos para La Determinación Intermitente de La Temperatura Del PacienteDocument17 pagesASTM E-1965-98 (2003) Especificación Estándar para Termómetros Infrarrojos para La Determinación Intermitente de La Temperatura Del PacienteLucio ArmasPas encore d'évaluation
- Sa 450/sa 450MDocument13 pagesSa 450/sa 450MSaravana VelPas encore d'évaluation
- Astm E499-00 PDFDocument6 pagesAstm E499-00 PDFJORGE ARTURO TORIBIO HUERTA100% (2)
- Industrial radiography A Complete Guide - 2019 EditionD'EverandIndustrial radiography A Complete Guide - 2019 EditionPas encore d'évaluation
- B32Document9 pagesB32dasarisuryaPas encore d'évaluation
- Astm B32 04Document4 pagesAstm B32 04اوس محمد رؤوف لؤيPas encore d'évaluation
- Astm B32 PDFDocument9 pagesAstm B32 PDFRodolfo MontoyaPas encore d'évaluation
- 5-24b D J005A Proposed For BallotDocument11 pages5-24b D J005A Proposed For Ballotbhf_86Pas encore d'évaluation
- Astm 1783Document8 pagesAstm 1783kaminaljuyuPas encore d'évaluation
- Titanium Dioxide Zeolite Catalytic Adsorbent For The Removal of NO and Acetone VaporsDocument9 pagesTitanium Dioxide Zeolite Catalytic Adsorbent For The Removal of NO and Acetone VaporskaminaljuyuPas encore d'évaluation
- Low-Cycle Fatigue Behavior of 3d-Printed PLA-based Porous ScaffoldsDocument8 pagesLow-Cycle Fatigue Behavior of 3d-Printed PLA-based Porous ScaffoldskaminaljuyuPas encore d'évaluation
- TiO2 Clinoptilolite Composites For Photocatalytic Degradation of Anionic and Cationic ContaminantsDocument9 pagesTiO2 Clinoptilolite Composites For Photocatalytic Degradation of Anionic and Cationic ContaminantskaminaljuyuPas encore d'évaluation
- Potential of Branched Polymers in The Field of Gas Absorption Experimental Gas Solubilities and ModelingDocument12 pagesPotential of Branched Polymers in The Field of Gas Absorption Experimental Gas Solubilities and ModelingkaminaljuyuPas encore d'évaluation
- The Sustainability of A Single Activity, Production Process or ProductDocument3 pagesThe Sustainability of A Single Activity, Production Process or ProductkaminaljuyuPas encore d'évaluation
- Potential of Branched Polymers in The Field of Gas Absorption Experimental Gas Solubilities and ModelingDocument12 pagesPotential of Branched Polymers in The Field of Gas Absorption Experimental Gas Solubilities and ModelingkaminaljuyuPas encore d'évaluation
- Astm B 348 - 03Document9 pagesAstm B 348 - 03kaminaljuyuPas encore d'évaluation
- Astm B 237 - 01Document2 pagesAstm B 237 - 01kaminaljuyu100% (2)
- Effect of Polymer Extrusion Temperature On Polyvinylidene Fluoride Hollow Fiber Membranes Properties and Performance Used As Gas Liquid Membrane Contactor For CO2 AbsorptionDocument13 pagesEffect of Polymer Extrusion Temperature On Polyvinylidene Fluoride Hollow Fiber Membranes Properties and Performance Used As Gas Liquid Membrane Contactor For CO2 AbsorptionkaminaljuyuPas encore d'évaluation
- B 163 - 024Document14 pagesB 163 - 024kaminaljuyuPas encore d'évaluation
- Astm B 861 - 03Document8 pagesAstm B 861 - 03kaminaljuyuPas encore d'évaluation
- Astm B 908 - 03Document2 pagesAstm B 908 - 03kaminaljuyu100% (1)
- Astm B 265 - 03Document8 pagesAstm B 265 - 03kaminaljuyuPas encore d'évaluation
- Astm B6-00Document3 pagesAstm B6-00kaminaljuyu100% (1)
- B 29 Â " 03 QJI5Document3 pagesB 29 Â " 03 QJI5kaminaljuyuPas encore d'évaluation
- Astm B 23 - 2000Document4 pagesAstm B 23 - 2000Ronel John Rodriguez CustodioPas encore d'évaluation
- Journal of School HealthDocument7 pagesJournal of School HealthkaminaljuyuPas encore d'évaluation
- B 6 Â " 00 QJYTUKVEDocument4 pagesB 6 Â " 00 QJYTUKVEkaminaljuyuPas encore d'évaluation
- Astm D-664-09Document3 pagesAstm D-664-09kaminaljuyuPas encore d'évaluation
- Tensile Testing Basics Tips TrendsDocument5 pagesTensile Testing Basics Tips TrendsJonathan Elias MoralesPas encore d'évaluation
- (Chapter 1) Fluid Mechanics For Mechanical EngineeringDocument38 pages(Chapter 1) Fluid Mechanics For Mechanical EngineeringAnn Razon0% (1)
- GENETIC MATERIALS: DNA, GENES, CHROMOSOMES, REPLICATION, TRANSCRIPTION AND TRANSLATIONDocument1 pageGENETIC MATERIALS: DNA, GENES, CHROMOSOMES, REPLICATION, TRANSCRIPTION AND TRANSLATIONDimas HernadyPas encore d'évaluation
- Callister Ch09Document90 pagesCallister Ch09Nemish KanwarPas encore d'évaluation
- CWP Cert PDFDocument4 pagesCWP Cert PDFmurtazagulzar3Pas encore d'évaluation
- AIATS Practise Paper-01 AnalysisDocument111 pagesAIATS Practise Paper-01 AnalysisC R Ramsakha100% (1)
- F&C Safety Data Sheet Catalog No.: 315407 Product Name: Ammonia Solution 25%Document7 pagesF&C Safety Data Sheet Catalog No.: 315407 Product Name: Ammonia Solution 25%Rizky AriansyahPas encore d'évaluation
- CVDocument2 pagesCVyadse100% (1)
- T04: Mass Balance in Non Reacting System (Introduction Tu Multi Unit) A. Sugar Factory Activity (6 Min)Document2 pagesT04: Mass Balance in Non Reacting System (Introduction Tu Multi Unit) A. Sugar Factory Activity (6 Min)Dewi Mawaddatus SholekhahPas encore d'évaluation
- OTC 25062-MS-Dr MuzDocument5 pagesOTC 25062-MS-Dr Muzazmi68Pas encore d'évaluation
- Morbido Af-99100 v12 Msds enDocument14 pagesMorbido Af-99100 v12 Msds enjanPas encore d'évaluation
- DicyanineDocument4 pagesDicyanineHennie Namløs ThornePas encore d'évaluation
- Analytical Chemistry Volume 28 Issue 10 1956 (Doi 10.1021/ac60118a012) Pflaum, R. T. Howick, L. C. - Spectrophotometric Determination of Potassium With Sodium TetraphenylborateDocument3 pagesAnalytical Chemistry Volume 28 Issue 10 1956 (Doi 10.1021/ac60118a012) Pflaum, R. T. Howick, L. C. - Spectrophotometric Determination of Potassium With Sodium TetraphenylboratekhqqxyzPas encore d'évaluation
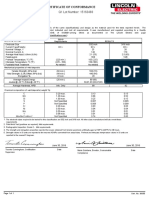
- Certificate of Conformance: Q1 Lot Number: 15163483Document1 pageCertificate of Conformance: Q1 Lot Number: 15163483interx00Pas encore d'évaluation
- 005-1-Vocabulary Qs 2PsgsDocument2 pages005-1-Vocabulary Qs 2PsgsAlondra RezaPas encore d'évaluation
- Unani Pharmacopoeia of India Part II Vol 3Document248 pagesUnani Pharmacopoeia of India Part II Vol 3azeem dilawar100% (6)
- Batch, Fed-Batch, CSTR & PFR Reactor Design EquationsDocument12 pagesBatch, Fed-Batch, CSTR & PFR Reactor Design EquationsRicky LeePas encore d'évaluation
- As Chemistry Practical Booklet 2020-2021: NAME: - CLASS - TEACHERDocument9 pagesAs Chemistry Practical Booklet 2020-2021: NAME: - CLASS - TEACHERPaul MurrayPas encore d'évaluation
- Folder ILF Upstream Facilities enDocument4 pagesFolder ILF Upstream Facilities enSterling GordianPas encore d'évaluation
- Weco African Energy FlyerDocument7 pagesWeco African Energy FlyerNasiru BelloPas encore d'évaluation
- Anti-Dandruff Shampoo With Zinc Pyrithione: INCI Name, Trade Name Weight % FunctionDocument2 pagesAnti-Dandruff Shampoo With Zinc Pyrithione: INCI Name, Trade Name Weight % FunctionandreeaPas encore d'évaluation
- 01-02. The Chemical Context of LifeDocument4 pages01-02. The Chemical Context of LifeDaniel Angelo MiradorPas encore d'évaluation
- Overview of GRP PipesDocument14 pagesOverview of GRP PipesMD IBRARPas encore d'évaluation
- General Information CoalDocument144 pagesGeneral Information CoalSaravanan RagupathyPas encore d'évaluation
- Physics of Radio Frequency Plasmas PDFDocument395 pagesPhysics of Radio Frequency Plasmas PDFdada12100% (1)
- AkzoNobel - Colloidal Silica For Adhesives BrochureDocument6 pagesAkzoNobel - Colloidal Silica For Adhesives BrochureCarlos GuerreroPas encore d'évaluation
- N FactorDocument9 pagesN FactorBiswajit Ghosh100% (1)
- Jackman 1996Document66 pagesJackman 199612545343Pas encore d'évaluation
- Welding: Dr. Sunil JhaDocument21 pagesWelding: Dr. Sunil JharassdriverPas encore d'évaluation
- Cardiac Leads MDT - Cable DéfDocument116 pagesCardiac Leads MDT - Cable DéfRABAH BOUCHELAGHEMPas encore d'évaluation