Vous aimerez peut-être aussi
- Sistema de AlimentacionDocument46 pagesSistema de AlimentacionvidalcrisostomoPas encore d'évaluation
- MEC270 EX1 2017-1 (Enunciado) Muscari PDFDocument6 pagesMEC270 EX1 2017-1 (Enunciado) Muscari PDFsphaincPas encore d'évaluation
- Segundo Parcial ProcesosDocument2 pagesSegundo Parcial Procesosjorge humbertoPas encore d'évaluation
- Empuje Dinamico de Los FluidosDocument28 pagesEmpuje Dinamico de Los Fluidosdavid ramosPas encore d'évaluation
- Atajos de InventorDocument2 pagesAtajos de InventorAnonymous XPQKHS100% (1)
- Tif Soldadura 3Document26 pagesTif Soldadura 3MonkeyCopy CorpPas encore d'évaluation
- Unidad Vii Rectificado en El TornoDocument25 pagesUnidad Vii Rectificado en El TornoLuisGabrielQuispeJuarez100% (1)
- Silabo Del Dibujo MecanicoDocument6 pagesSilabo Del Dibujo MecanicoClaudio Benites CruzPas encore d'évaluation
- Tronzado y Ranurado PDFDocument71 pagesTronzado y Ranurado PDFMichel CMPas encore d'évaluation
- PLANOS TURBINAS-do 8mmDocument1 pagePLANOS TURBINAS-do 8mmjavierPas encore d'évaluation
- Horno Abp-DicuDocument3 pagesHorno Abp-DicuJORGE RUBENPas encore d'évaluation
- Formulas EngranajesDocument3 pagesFormulas EngranajesGunnar Ayala Bustillos100% (1)
- CAINE ALUMINIO Guia-Practica-Para-El-Diseno-De-Mazarotas-Y-EnfriadoresDocument7 pagesCAINE ALUMINIO Guia-Practica-Para-El-Diseno-De-Mazarotas-Y-EnfriadoresJoslugar AhoraPas encore d'évaluation
- Analisis de Arena para FundicionDocument13 pagesAnalisis de Arena para FundicionliflofyliPas encore d'évaluation
- MC234Document6 pagesMC234carlosPas encore d'évaluation
- Actividad 4. Costos Procesos Soldadura - Resuelto JCDPDocument6 pagesActividad 4. Costos Procesos Soldadura - Resuelto JCDPKat Milagros Peña CarbajalPas encore d'évaluation
- ETAPAS MOLDEO ARENA FUNDICIÓN METALESDocument5 pagesETAPAS MOLDEO ARENA FUNDICIÓN METALESEdwin WlaPas encore d'évaluation
- Informe EmbutidoDocument5 pagesInforme EmbutidoMiguel Buendia QuilichePas encore d'évaluation
- Preguntas CementacionDocument4 pagesPreguntas CementacionSantiago GarciaPas encore d'évaluation
- Fundicion Por RevestimientoDocument12 pagesFundicion Por RevestimientoEl Chocorrol ChocolatosoPas encore d'évaluation
- Segundo Parcial ProcesosDocument3 pagesSegundo Parcial ProcesosJairo Andres Oñate BarriosPas encore d'évaluation
- Examen de Mecánica de Fluidos - 02-2020-1Document5 pagesExamen de Mecánica de Fluidos - 02-2020-1arnolPas encore d'évaluation
- Doblado y curvado de chapasDocument8 pagesDoblado y curvado de chapasPaco PaquetePas encore d'évaluation
- Laboratorio 9 ProbetaDocument8 pagesLaboratorio 9 ProbetaElizabethPas encore d'évaluation
- Linea de Energia y Linea PiezometricaDocument9 pagesLinea de Energia y Linea PiezometricaRojas Cazo EfrainPas encore d'évaluation
- Informe Soldadura PDFDocument14 pagesInforme Soldadura PDFCrystal Scott71% (7)
- Clase 1 - Soldadura 1Document24 pagesClase 1 - Soldadura 1tyson0319Pas encore d'évaluation
- Examen de Mecanica de Fluidos II ChambiDocument4 pagesExamen de Mecanica de Fluidos II Chambigelsin yosmelPas encore d'évaluation
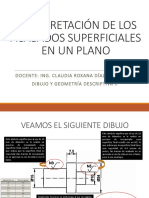
- Interpretación de Los Acabados Superficiales en Un PlanoDocument3 pagesInterpretación de Los Acabados Superficiales en Un PlanoMichelle LópezPas encore d'évaluation
- 4° Informe Previo-Procesos de ManufacturaDocument8 pages4° Informe Previo-Procesos de ManufacturaJORGE LUIS OCAMPO GUEVARAPas encore d'évaluation
- Cálculo del carbono equivalente y temperatura de precalentamientoDocument13 pagesCálculo del carbono equivalente y temperatura de precalentamientoAndre Méndez VidalPas encore d'évaluation
- Matriz de monedaDocument13 pagesMatriz de monedaLuis PilcoPas encore d'évaluation
- UNI-ING MECÁNICA - Procesos de ManufacturaDocument42 pagesUNI-ING MECÁNICA - Procesos de ManufacturakarenPas encore d'évaluation
- Reembutido y Estiarado de La Chapa Segunda Parte PDFDocument68 pagesReembutido y Estiarado de La Chapa Segunda Parte PDFJuancito TucupeiPas encore d'évaluation
- Chavetas, ChaveterosDocument14 pagesChavetas, ChaveterosSebastian Felipe Ramirez HernandezPas encore d'évaluation
- Clasificación y tipos de aceros y fundicionesDocument28 pagesClasificación y tipos de aceros y fundicionesJose Rodrigo Acosta GongoraPas encore d'évaluation
- Aceros para EngranajesDocument11 pagesAceros para EngranajesMauri Alvarez100% (1)
- Soldadura de uniones y posiciones en estructuras metálicasDocument18 pagesSoldadura de uniones y posiciones en estructuras metálicasMarvin Raul Intriago ZambranoPas encore d'évaluation
- Lámina 1 - Ayrton PDFDocument1 pageLámina 1 - Ayrton PDFAyrton Chipana ArellanoPas encore d'évaluation
- Variacion de Parametros de Soldadura SMAWDocument18 pagesVariacion de Parametros de Soldadura SMAWJesús Larez100% (1)
- Alexander. Mango Del MartilloDocument1 pageAlexander. Mango Del MartillolidesPas encore d'évaluation
- Guia Examen ExtraordinarioDocument3 pagesGuia Examen ExtraordinarioJesús PardoPas encore d'évaluation
- Ejemplo de Aplicación Brochadora Laboratorio de MecanicaDocument1 pageEjemplo de Aplicación Brochadora Laboratorio de MecanicaGABRIEL STELLAPas encore d'évaluation
- Guia de Soldaduras para Ingenios AzucarerosDocument2 pagesGuia de Soldaduras para Ingenios AzucarerosCarlos Humberto Velez UsechePas encore d'évaluation
- Análisis PESTADocument5 pagesAnálisis PESTAAndres VelasquezPas encore d'évaluation
- 6TAPRACTICADocument1 page6TAPRACTICADaniel Diaz GutierrezPas encore d'évaluation
- Cálculos de Engranaje (Fabricación en El Taller)Document5 pagesCálculos de Engranaje (Fabricación en El Taller)mariacmantillabPas encore d'évaluation
- Lab 1 IND 3226Document8 pagesLab 1 IND 3226pibemau0% (1)
- Capvi. - Chavetas3Document47 pagesCapvi. - Chavetas3Oliver Gálvez ZavaletaPas encore d'évaluation
- Informe 3 SMAWDocument7 pagesInforme 3 SMAWrobertoPas encore d'évaluation
- Comparación Entre Modelo Vdi 2221 y Modelo Metodologico I+p+d3Document13 pagesComparación Entre Modelo Vdi 2221 y Modelo Metodologico I+p+d3PercyPas encore d'évaluation
- Informe Afilado de CuchillasDocument6 pagesInforme Afilado de Cuchillaspiojito87Pas encore d'évaluation
- Procesos de colada - Taller No.4Document4 pagesProcesos de colada - Taller No.4Juan Felipe Sanabria Losada0% (2)
- (127617721) Laboratorio SoldaduraDocument18 pages(127617721) Laboratorio SoldaduraMaurizio SoledispaPas encore d'évaluation
- BielaDocument4 pagesBielarichard_17dPas encore d'évaluation
- Evaluación Diseño Elementos MáquinasDocument6 pagesEvaluación Diseño Elementos MáquinasAndresPas encore d'évaluation
- Reporte5 Verde MM62Document8 pagesReporte5 Verde MM62Janet RamirezPas encore d'évaluation
- Flujo de Fluidos 3Document66 pagesFlujo de Fluidos 3Rixard MelgarejoPas encore d'évaluation
- Henrry DiapositivasDocument15 pagesHenrry DiapositivasHJ CDPas encore d'évaluation
- Clase Nº3 Control de ArenasDocument61 pagesClase Nº3 Control de ArenasAngel de JesusPas encore d'évaluation
- Monografia de Ensayos en Materiales DuctilesDocument77 pagesMonografia de Ensayos en Materiales Ductilesjose mamaniPas encore d'évaluation
- PSICOMETRIADocument4 pagesPSICOMETRIAjose mamaniPas encore d'évaluation
- Humedad y temperatura de rocío en Tambobamba y CuscoDocument4 pagesHumedad y temperatura de rocío en Tambobamba y Cuscojose mamaniPas encore d'évaluation
- Ecuaciones No LinealesDocument8 pagesEcuaciones No Linealesjose mamaniPas encore d'évaluation
- Resistencia de Materiales 1: A-A L LDocument3 pagesResistencia de Materiales 1: A-A L Ljose mamaniPas encore d'évaluation
- Apuntes de DINAMICA DE FLUIDOSDocument31 pagesApuntes de DINAMICA DE FLUIDOSjose mamaniPas encore d'évaluation
- Apuntes ESTATICADocument74 pagesApuntes ESTATICAjose mamaniPas encore d'évaluation
- Teoria D Ela ConfiabilidadDocument18 pagesTeoria D Ela ConfiabilidadHedrel LopezPas encore d'évaluation
- Relación de Humedad SicuaniDocument2 pagesRelación de Humedad Sicuanijose mamaniPas encore d'évaluation
- Apuntes de Circuitos Electricos 1Document42 pagesApuntes de Circuitos Electricos 1jose mamaniPas encore d'évaluation
- PC8 PDFDocument3 pagesPC8 PDFroger jhonarPas encore d'évaluation
- Resistencia de Materiales 1Document4 pagesResistencia de Materiales 1jose mamaniPas encore d'évaluation
- Apuntes de Arranque de Viruta 1Document20 pagesApuntes de Arranque de Viruta 1jose mamaniPas encore d'évaluation
- Resistencia de Materiales 1: Q A B C DDocument3 pagesResistencia de Materiales 1: Q A B C Djose mamaniPas encore d'évaluation
- Apuntes Mecanica de Fluidos1Document25 pagesApuntes Mecanica de Fluidos1jose mamaniPas encore d'évaluation
- ING225 EjerciciosDocument18 pagesING225 Ejerciciosjose mamaniPas encore d'évaluation
- Diseño de Instalaciones ElecttricasDocument58 pagesDiseño de Instalaciones ElecttricasArq Arq ArqPas encore d'évaluation
- Factores de SeguridadDocument1 pageFactores de Seguridadjose mamaniPas encore d'évaluation
- Carga Axial - Ejemplo Con Varios Casos PDFDocument36 pagesCarga Axial - Ejemplo Con Varios Casos PDFjose mamaniPas encore d'évaluation
- Cuaderno MC2143 Tema 02Document13 pagesCuaderno MC2143 Tema 02jose mamaniPas encore d'évaluation
- Cuaderno MC2143 Tema 03Document7 pagesCuaderno MC2143 Tema 03jose mamaniPas encore d'évaluation
- TEMA 01 Fatiga - Factores Que Afectan La ResistenciaDocument32 pagesTEMA 01 Fatiga - Factores Que Afectan La ResistenciaDiana Alfeiran50% (2)
- Problemas de Fatiga PDFDocument8 pagesProblemas de Fatiga PDFDaniel Sierra50% (2)
- Cuaderno MC2143 Tema 04Document9 pagesCuaderno MC2143 Tema 04jose mamaniPas encore d'évaluation
- Lineas de InfluenciaDocument14 pagesLineas de InfluenciaKike Vargas SepulvedaPas encore d'évaluation
- MC2143 Mecánica de Materiales IIIDocument2 pagesMC2143 Mecánica de Materiales IIIjose mamaniPas encore d'évaluation
- Problemas de Fatiga PDFDocument8 pagesProblemas de Fatiga PDFDaniel Sierra50% (2)
- TEMA 01 Resistencia A La Fatiga - IntroduccionDocument13 pagesTEMA 01 Resistencia A La Fatiga - Introduccionjose mamaniPas encore d'évaluation
- Diseño PlasticoDocument18 pagesDiseño PlasticoJorge SatakePas encore d'évaluation
- Analisis Matricial de EstructurasDocument31 pagesAnalisis Matricial de EstructurasdiallodePas encore d'évaluation
- Selección de herramientas de corte para CNCDocument39 pagesSelección de herramientas de corte para CNCModesto Ruz CuencaPas encore d'évaluation
- 1.01 Obras Preliminares: Hoja de MetradosDocument12 pages1.01 Obras Preliminares: Hoja de MetradosJesus Ravello SanchezPas encore d'évaluation
- Especificaciones Técnicas de Suministro EléctricoDocument122 pagesEspecificaciones Técnicas de Suministro Eléctricokevin medina quiroz100% (1)
- Ficha Tecnica Tuerca Remachable Acero A2k 4 MMDocument1 pageFicha Tecnica Tuerca Remachable Acero A2k 4 MMjosePas encore d'évaluation
- Tabulador PDFDocument2 686 pagesTabulador PDFyeseniaPas encore d'évaluation
- Relacion de Insumos - ClasDocument18 pagesRelacion de Insumos - ClasMarco Antonio Llanque ChambiPas encore d'évaluation
- Precios Unitarios Casa SaludDocument3 pagesPrecios Unitarios Casa SaludJosue VillanuevaPas encore d'évaluation
- ACES DTP E 026 METALDECK PLUS 2 FORMALETA 1035 065 Nov2022Document1 pageACES DTP E 026 METALDECK PLUS 2 FORMALETA 1035 065 Nov2022Mike OrtizPas encore d'évaluation
- Tema #1. Fundamentos de La Cementación de Pozos y Naturaleza Del Cemento 2-2018Document50 pagesTema #1. Fundamentos de La Cementación de Pozos y Naturaleza Del Cemento 2-2018DianaPas encore d'évaluation
- Fichastecnicas de ValvulasDocument22 pagesFichastecnicas de ValvulasJuan Carlos Parra DiazPas encore d'évaluation
- Revesta 73Document4 pagesRevesta 73Adrian Alberto MartinezPas encore d'évaluation
- Citas y Referencias en Norma ApaDocument2 pagesCitas y Referencias en Norma ApaKEYLA YANET CORREA CALLEPas encore d'évaluation
- 4.8 Recalculo de Coeficientes de ReajustesDocument3 pages4.8 Recalculo de Coeficientes de ReajustesLuis Angel Solis AyoraPas encore d'évaluation
- Cangilones Elevadores de Acero Al Carbono Estilo AADocument9 pagesCangilones Elevadores de Acero Al Carbono Estilo AAamantessPas encore d'évaluation
- Qué es la aleación y ejemplos de aleaciones usadas en la industria navalDocument13 pagesQué es la aleación y ejemplos de aleaciones usadas en la industria navalAndres GuaiguaPas encore d'évaluation
- Informe de CeramicosDocument4 pagesInforme de CeramicosCuritaP.AguilarPas encore d'évaluation
- Tesis 3 Cascarilla de Arroz Como Sustituto de Agregado en ConcretoDocument137 pagesTesis 3 Cascarilla de Arroz Como Sustituto de Agregado en ConcretoVictor AlonsoPas encore d'évaluation
- Materiales para La Construccion de MoldesDocument48 pagesMateriales para La Construccion de MoldesErubey Ibarra SanchezPas encore d'évaluation
- Conectores Grapas y Herrajes de DistribucionDocument12 pagesConectores Grapas y Herrajes de DistribucionEduardo Antonio Juarez CarreonPas encore d'évaluation
- Bobinas y Planchas Laminadas en FrioDocument10 pagesBobinas y Planchas Laminadas en FrioPablo KaienPas encore d'évaluation
- Conectores bimetálicos certificadosDocument59 pagesConectores bimetálicos certificadosSICON ProyectosPas encore d'évaluation
- Corrosion y Desgaste 2do TrabajoDocument11 pagesCorrosion y Desgaste 2do TrabajoDavid Villamizar Da CortePas encore d'évaluation
- Informe AceroDocument53 pagesInforme Acerodhalmas_next79% (14)
- SteelfraimingDocument9 pagesSteelfraimingExpendedoras CorrientesPas encore d'évaluation
- Modulo de ElasticidadDocument30 pagesModulo de ElasticidadCarlos Jesus Moya EgoavilPas encore d'évaluation
- 1 Lista de Materiales-1Document15 pages1 Lista de Materiales-1Jose Luis RamosPas encore d'évaluation
- Cenizas Volatiles y Microsílice Como Aditivo para ConcretoDocument3 pagesCenizas Volatiles y Microsílice Como Aditivo para ConcretoElvis Anthony Palacios ChanaméPas encore d'évaluation
- Aleaciones y Obtencion Del AluminioDocument10 pagesAleaciones y Obtencion Del AluminioRaysa MelendezPas encore d'évaluation
- Proyecto Avanze 3Document45 pagesProyecto Avanze 3CESAR VICTOR DELGADO TORRESPas encore d'évaluation
- Pdvsa: Especificaciones Generales para La Construccion de GasoductosDocument5 pagesPdvsa: Especificaciones Generales para La Construccion de GasoductosjoseoliverosPas encore d'évaluation