Vous aimerez peut-être aussi
- Deep Nitrided 32crmov13 Steel For Aerospace Bearings ApplicationsDocument8 pagesDeep Nitrided 32crmov13 Steel For Aerospace Bearings ApplicationsmvanzijpPas encore d'évaluation
- Column Design Calculations PDFDocument2 pagesColumn Design Calculations PDFShelby50% (4)
- FD72 Technical Manual 28.10.09Document74 pagesFD72 Technical Manual 28.10.09cavgsi16vPas encore d'évaluation
- Engine Bearing MaterialsDocument12 pagesEngine Bearing MaterialsADPas encore d'évaluation
- Bearing Materials: Selection Criteria For A Bearing MaterialDocument6 pagesBearing Materials: Selection Criteria For A Bearing MaterialTamirat NemomsaPas encore d'évaluation
- Plain Bearings Failure Mode and RectificationDocument13 pagesPlain Bearings Failure Mode and RectificationengrsurifPas encore d'évaluation
- Introduction To Rolling Element Bearing Manufacturing ProcessDocument18 pagesIntroduction To Rolling Element Bearing Manufacturing ProcessRamakanth P JoshiPas encore d'évaluation
- Unit 2: Selection of MaterialsDocument14 pagesUnit 2: Selection of Materialshaqjmi0% (1)
- Lecture Notes On BearingsDocument24 pagesLecture Notes On BearingsJohn Milton100% (2)
- Bsmet01183079 Machine Design...Document6 pagesBsmet01183079 Machine Design...Hozaifa ShahadatPas encore d'évaluation
- Bearings PDFDocument23 pagesBearings PDFAbdulai WakoPas encore d'évaluation
- Bearing Materials21mme109Document33 pagesBearing Materials21mme109Ashish KumarPas encore d'évaluation
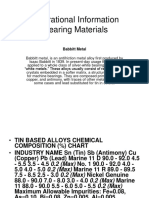
- Operational Information Bearing Materials: Babbitt MetalDocument4 pagesOperational Information Bearing Materials: Babbitt Metalargentum19619692Pas encore d'évaluation
- Introduction For BearingDocument28 pagesIntroduction For BearingBrahmpal BhardwajPas encore d'évaluation
- A Wahab CH 3Document23 pagesA Wahab CH 3Hamid iqbalPas encore d'évaluation
- Assignmnt Tribo DevDocument21 pagesAssignmnt Tribo Devdhimangaurav74Pas encore d'évaluation
- Application of Aluminum Alloys For Combustion Engine BearingsDocument6 pagesApplication of Aluminum Alloys For Combustion Engine BearingsJoffre Lautaro Benavides SeminarioPas encore d'évaluation
- Workbook 1Document11 pagesWorkbook 1Ysharath ChandramouliPas encore d'évaluation
- Case-Hardening Steel: Everything That Moves Needs Case-Hardened GearsDocument5 pagesCase-Hardening Steel: Everything That Moves Needs Case-Hardened GearsjeyakumarPas encore d'évaluation
- 8 P 4 R NZBCBMGDV Nobp 3 HJ QHNIQ8 XBpru WFX Myr 0 ZIDocument3 pages8 P 4 R NZBCBMGDV Nobp 3 HJ QHNIQ8 XBpru WFX Myr 0 ZImoonstarPas encore d'évaluation
- Operational Information Bearing Materials: Babbitt MetalDocument11 pagesOperational Information Bearing Materials: Babbitt MetalMeghali BorlePas encore d'évaluation
- Advanced High Strength SteelsDocument24 pagesAdvanced High Strength SteelsPrasanth SoundappanPas encore d'évaluation
- Final MT-4 & 5Document31 pagesFinal MT-4 & 5RajasekharKosuruPas encore d'évaluation
- Brazing, Soldering, AdhesivesDocument31 pagesBrazing, Soldering, AdhesivesAchinthya PereraPas encore d'évaluation
- Effect of Strain Hardening (Work Hardening) On Sheet Metal FormingDocument4 pagesEffect of Strain Hardening (Work Hardening) On Sheet Metal FormingAmer KhanPas encore d'évaluation
- SKF Materials For Bearing Rings and Rolling ElementsDocument2 pagesSKF Materials For Bearing Rings and Rolling ElementsKamolwan WeerachatsakulPas encore d'évaluation
- RepairDocument0 pageRepairPatricio TamayoPas encore d'évaluation
- Bearings Material Solutions in The Rolling Technology: August 2018Document25 pagesBearings Material Solutions in The Rolling Technology: August 2018Nano KusumaPas encore d'évaluation
- AL - CR - Ni Disc BrakeDocument56 pagesAL - CR - Ni Disc Brakeeshu50% (2)
- Engine Bearing Failures and How To Avoid Them PDFDocument8 pagesEngine Bearing Failures and How To Avoid Them PDFCarlos RamirezPas encore d'évaluation
- Tech Information From Mahle Clevite IncDocument2 pagesTech Information From Mahle Clevite Inceng_ebrahim_2000Pas encore d'évaluation
- Aircraft Material & HardwareDocument105 pagesAircraft Material & Hardwarevipin muraliPas encore d'évaluation
- Electrical Steel, Also Called Lamination Steel, Silicon Electrical Steel, Silicon Steel or Transformer Steel, Is SpecialtyDocument5 pagesElectrical Steel, Also Called Lamination Steel, Silicon Electrical Steel, Silicon Steel or Transformer Steel, Is SpecialtyShobhit MauryaPas encore d'évaluation
- Bearing MaterialsDocument32 pagesBearing MaterialsAleš NagodePas encore d'évaluation
- 2 ND Proposal With RamiDocument9 pages2 ND Proposal With Ramiyunus_mohammed1641Pas encore d'évaluation
- CVE 304 Steel 1819 Notes-1Document5 pagesCVE 304 Steel 1819 Notes-1Olanrewaju Rasheed OpeyemiPas encore d'évaluation
- Lecture-1, Plain Carbon SteelsDocument40 pagesLecture-1, Plain Carbon Steelssatish chinthamPas encore d'évaluation
- Akarshan Sood Graduate Marine Engineer Main Engine Bearing: Inserting Type Removable Shell BearingDocument7 pagesAkarshan Sood Graduate Marine Engineer Main Engine Bearing: Inserting Type Removable Shell Bearingakarshansood100% (4)
- Plain Carbon SteelDocument6 pagesPlain Carbon Steelحسين كاظم ياسينPas encore d'évaluation
- Deformation Bearing (Laminated Elastomeric Bearing)Document2 pagesDeformation Bearing (Laminated Elastomeric Bearing)sitti.aPas encore d'évaluation
- 45IJMPERDDEC201845Document14 pages45IJMPERDDEC201845TJPRC PublicationsPas encore d'évaluation
- Ceramic Ball BearingDocument8 pagesCeramic Ball BearingSachin Kadwadkar100% (1)
- Ceramic BearingDocument42 pagesCeramic BearingSHROUQ GAMALPas encore d'évaluation
- Chapter 1Document21 pagesChapter 1Arun VPas encore d'évaluation
- Review of SiluminDocument325 pagesReview of SiluminMukulPas encore d'évaluation
- Chrome MigrationDocument3 pagesChrome Migrationdk24991Pas encore d'évaluation
- Engine Bearing MaterialsDocument4 pagesEngine Bearing Materialspugazh MarinerPas encore d'évaluation
- Brazing Cooling Method PDFDocument4 pagesBrazing Cooling Method PDFs_manikandanPas encore d'évaluation
- Embeddability Behaviour of Tin-Based Bearing Material in Dry SlidingDocument7 pagesEmbeddability Behaviour of Tin-Based Bearing Material in Dry SlidingMuhammed Mohsin KhanPas encore d'évaluation
- Bicycle ProjectDocument4 pagesBicycle Projectgaming channelPas encore d'évaluation
- Galling InformationDocument3 pagesGalling Informationvp989Pas encore d'évaluation
- UNIT-8 Bearing Materials: SyllabusDocument8 pagesUNIT-8 Bearing Materials: SyllabusDebanjan SenPas encore d'évaluation
- 1.1 Background: Chapter 1 - IntroductionDocument12 pages1.1 Background: Chapter 1 - IntroductionPartth VachhaniPas encore d'évaluation
- Lec 9Document55 pagesLec 9Pejman HPas encore d'évaluation
- Bolted ConnectionsDocument9 pagesBolted ConnectionsClaudioDuarte100% (1)
- Training Notes 6.2 Aircraft Materials - NON-FERROUS (LP-13 To 28)Document10 pagesTraining Notes 6.2 Aircraft Materials - NON-FERROUS (LP-13 To 28)Jaspreet DhanjalPas encore d'évaluation
- Bead Wire and Spring SteelDocument11 pagesBead Wire and Spring SteelNilay JoshiPas encore d'évaluation
- Factors Affecting WearDocument23 pagesFactors Affecting WearhashimtkmcePas encore d'évaluation
- Properties of SteelDocument14 pagesProperties of SteelSIDDIQUI HasmataliPas encore d'évaluation
- Sheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkD'EverandSheet Metalwork on the Farm - Containing Information on Materials, Soldering, Tools and Methods of Sheet MetalworkPas encore d'évaluation
- Fixed Fire Fighting InstallationDocument1 pageFixed Fire Fighting Installationnarendra_katdarePas encore d'évaluation
- Design of The Anchoring EquipmentDocument14 pagesDesign of The Anchoring Equipmentnarendra_katdarePas encore d'évaluation
- Motors: Why Starters Are Not Used For Land Based Installations?Document12 pagesMotors: Why Starters Are Not Used For Land Based Installations?avm4343100% (1)
- Motors: Why Starters Are Not Used For Land Based Installations?Document12 pagesMotors: Why Starters Are Not Used For Land Based Installations?avm4343100% (1)
- Overhauling of TurbochargerDocument5 pagesOverhauling of Turbochargernarendra_katdarePas encore d'évaluation
- Ways of Starting and Testing Emergency GeneratorDocument4 pagesWays of Starting and Testing Emergency Generatornarendra_katdarePas encore d'évaluation
- Overhauling of TurbochargerDocument5 pagesOverhauling of Turbochargernarendra_katdarePas encore d'évaluation
- Motors: Why Starters Are Not Used For Land Based Installations?Document12 pagesMotors: Why Starters Are Not Used For Land Based Installations?avm4343100% (1)
- Cat Ho Dic Protection PrinciplesDocument4 pagesCat Ho Dic Protection Principlesnarendra_katdarePas encore d'évaluation
- Spare Part For Incinerator PDFDocument2 pagesSpare Part For Incinerator PDFnarendra_katdarePas encore d'évaluation
- Construction Methods and EquipmentsDocument2 pagesConstruction Methods and EquipmentsAngel Lyn BagonPas encore d'évaluation
- Tabel BajaDocument45 pagesTabel BajaHerdy DwiyanaPas encore d'évaluation
- Shear StrengthDocument56 pagesShear StrengthSamuel ChristianPas encore d'évaluation
- THE SHARD High Performance Structure Le PDFDocument10 pagesTHE SHARD High Performance Structure Le PDFkitstonPas encore d'évaluation
- Part RQ Qualification RequirementsDocument8 pagesPart RQ Qualification RequirementsMARCIOPas encore d'évaluation
- Strand Century Lighting 3601 Pollux 12-Inch Fresnel Spotlight Spec Sheet 6-77Document2 pagesStrand Century Lighting 3601 Pollux 12-Inch Fresnel Spotlight Spec Sheet 6-77Alan MastersPas encore d'évaluation
- PLA PBS Pbat: According To Established Standards & Certification SchemesDocument1 pagePLA PBS Pbat: According To Established Standards & Certification SchemesPonglert ChanthornPas encore d'évaluation
- Basement ExcavationDocument4 pagesBasement ExcavationAnonymous U6pIEKQghPas encore d'évaluation
- 19 Psheet Pro CASTDocument12 pages19 Psheet Pro CASTRahulChampPas encore d'évaluation
- 12 Marking Scheme: Worksheet (AS) : R I V RDocument1 page12 Marking Scheme: Worksheet (AS) : R I V RRuby ChongPas encore d'évaluation
- Plasticity of StructuresDocument1 pagePlasticity of StructuresNambiyanna DavanagerePas encore d'évaluation
- Objectives: Introduction and Basic ConceptsDocument1 pageObjectives: Introduction and Basic Conceptspriyanka_667739682Pas encore d'évaluation
- Appendix 7.4 - Culverts Inventory - EPE Final 19 Aug-6Document1 pageAppendix 7.4 - Culverts Inventory - EPE Final 19 Aug-6VISHALPas encore d'évaluation
- Plumbing Questionnaires PDFDocument53 pagesPlumbing Questionnaires PDFEmilySisnerosMenoriasPas encore d'évaluation
- Flax 7Document7 pagesFlax 7Rajyalakshmi MPas encore d'évaluation
- Conduction, Convection, RadiationDocument64 pagesConduction, Convection, RadiationMuhammad Iqbal Rasyidi0% (1)
- Henk JonkersDocument25 pagesHenk Jonkersestld2Pas encore d'évaluation
- API Method of Statement Brochure - EN 1Document4 pagesAPI Method of Statement Brochure - EN 1htc homePas encore d'évaluation
- Engineering Design Handbook - Hydraulic FluidsDocument166 pagesEngineering Design Handbook - Hydraulic Fluidsburreiro0% (1)
- sch80c July12019Document12 pagessch80c July12019alif suryantoPas encore d'évaluation
- Merik Garage Door Opener 711MBDocument80 pagesMerik Garage Door Opener 711MBpokmarthPas encore d'évaluation
- Internship TemplateDocument3 pagesInternship TemplateGua HantuPas encore d'évaluation
- Pile FoundationDocument17 pagesPile Foundationritam1991Pas encore d'évaluation
- Electrical Works - Transformer and HT LineDocument3 pagesElectrical Works - Transformer and HT LineSyed Abdul RawoofPas encore d'évaluation
- Military Stallna N KCMSL: DD, FW 672-1 J - M-"."Document3 pagesMilitary Stallna N KCMSL: DD, FW 672-1 J - M-"."Bryan MartinezPas encore d'évaluation
- Civil DIAGRIDDocument36 pagesCivil DIAGRIDKumar Abhishek50% (2)
- Specification For General Construction: A. Intent and Application of The Provision of This SectionDocument7 pagesSpecification For General Construction: A. Intent and Application of The Provision of This SectionJanice SubidoPas encore d'évaluation
- Rate ListDocument13 pagesRate ListUsamaQadirPas encore d'évaluation