Vous aimerez peut-être aussi
- Motors Technical Reference For Electric MotorsDocument78 pagesMotors Technical Reference For Electric Motorschidambaram kasiPas encore d'évaluation
- Aluminio 6061-T6 6061-T651Document2 pagesAluminio 6061-T6 6061-T651leroniusPas encore d'évaluation
- ASTM B881 17 Standard Terminology Relating To Aluminum and Magnesium Alloy ProductsDocument7 pagesASTM B881 17 Standard Terminology Relating To Aluminum and Magnesium Alloy Products오덕환Oh DuckhwanPas encore d'évaluation
- Aisi 9254 - Spring SteelDocument2 pagesAisi 9254 - Spring SteelSergio100% (1)
- DR - ABE - Bend: AMNC Ver.5 Additional Feature Instruction ManualDocument8 pagesDR - ABE - Bend: AMNC Ver.5 Additional Feature Instruction ManualxuantienhtPas encore d'évaluation
- Jfe Cold Rolled Steel SheetDocument26 pagesJfe Cold Rolled Steel SheetaayopercivalPas encore d'évaluation
- Engineering Materials Data SheetDocument6 pagesEngineering Materials Data Sheetrajarao1234Pas encore d'évaluation
- Metal Solid IronDocument48 pagesMetal Solid IronX800XL100% (1)
- Comaparação A572 G50-A992Document4 pagesComaparação A572 G50-A992Tiago CastelaniPas encore d'évaluation
- AÇOS VILLARES VF800-AT - InglesDocument2 pagesAÇOS VILLARES VF800-AT - InglesAmy Griffin100% (1)
- A560 - Castings Chromium Nickel AlloyDocument3 pagesA560 - Castings Chromium Nickel AlloychemtausifPas encore d'évaluation
- AluminizedDocument4 pagesAluminizedmarkengineerPas encore d'évaluation
- FW F436 P PDFDocument2 pagesFW F436 P PDFLuis CarlosPas encore d'évaluation
- Mazda Engineering Standard: Teruhisa MorishigeDocument10 pagesMazda Engineering Standard: Teruhisa Morishigemohammad yazdanpanahPas encore d'évaluation
- Guia de Materiales - MatricesDocument11 pagesGuia de Materiales - MatricesGracielaPas encore d'évaluation
- Norma ASTM A500 PDFDocument1 pageNorma ASTM A500 PDFAlonso FrairePas encore d'évaluation
- Tata Steel - YMPRESS S500MC - Data SheetDocument2 pagesTata Steel - YMPRESS S500MC - Data SheetpnagarajjPas encore d'évaluation
- ASTM A36 Steel, Plate: Metal Ferrous Metal ASTM Steel Carbon Steel Low Carbon SteelDocument1 pageASTM A36 Steel, Plate: Metal Ferrous Metal ASTM Steel Carbon Steel Low Carbon SteelStan HonPas encore d'évaluation
- Astm A240 Uns S32205Document3 pagesAstm A240 Uns S32205Mintone Sajayah BekabekaPas encore d'évaluation
- Ford-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgDocument9 pagesFord-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgdpfloresPas encore d'évaluation
- BasicCAM2 SmartInspect Basic v1.2 - FaroArm and FARO Gage Training Workbook - November 2014Document166 pagesBasicCAM2 SmartInspect Basic v1.2 - FaroArm and FARO Gage Training Workbook - November 2014raseen pPas encore d'évaluation
- Jis G0558 1977Document7 pagesJis G0558 1977Tuanbk NguyenPas encore d'évaluation
- Y14 43Document1 pageY14 43Adrian JoelPas encore d'évaluation
- TurningDocument64 pagesTurningSerhat DoğandemirPas encore d'évaluation
- Mpaps G-20Document6 pagesMpaps G-20PANKAJ CHAUHANPas encore d'évaluation
- Hammer Drive ScrewDocument1 pageHammer Drive ScrewNisa BN QAPas encore d'évaluation
- Astm D 7087 - 2010Document4 pagesAstm D 7087 - 2010Emmanuel BoquetPas encore d'évaluation
- Fasteners-Technical Data and ChartsDocument15 pagesFasteners-Technical Data and ChartsChrill DsilvaPas encore d'évaluation
- SCM 440Document2 pagesSCM 440weldmindPas encore d'évaluation
- Astm A307Document1 pageAstm A307SAlman Khan100% (1)
- 52812-FiatDocument10 pages52812-FiatAndres SuarezPas encore d'évaluation
- NES-M2032 - 2021 - (ColdRoll-High Tensile)Document13 pagesNES-M2032 - 2021 - (ColdRoll-High Tensile)dpfloresPas encore d'évaluation
- 42CD4 MaterialDocument1 page42CD4 MaterialADITYA_PATHAK100% (1)
- Interlloy 440C MartensiticDocument4 pagesInterlloy 440C MartensiticGuillaume BoyerPas encore d'évaluation
- AN834 Rev9Document36 pagesAN834 Rev9MAI_QualityPas encore d'évaluation
- 701 Steel InclusionRating DIN-50602Document1 page701 Steel InclusionRating DIN-50602ksathisPas encore d'évaluation
- Summary of Evidence Report: - Hydraulic Brake Hoses (FMVSS 106)Document13 pagesSummary of Evidence Report: - Hydraulic Brake Hoses (FMVSS 106)MarsellusProbstPas encore d'évaluation
- General Tolerances For Linear and Angular Dimnsions (Din Iso 2768 t1)Document1 pageGeneral Tolerances For Linear and Angular Dimnsions (Din Iso 2768 t1)VIVEK UPADHYAYPas encore d'évaluation
- Simufact - Professional Forming SimulationDocument12 pagesSimufact - Professional Forming SimulationMrLanternPas encore d'évaluation
- MaterialsDocument1 pageMaterialsakv030011Pas encore d'évaluation
- Nonmetallic Gasket Materials: Standard Classification System ForDocument12 pagesNonmetallic Gasket Materials: Standard Classification System ForOme100% (1)
- Rule #1 Explained: 2.7.1 Variations of Form (Rule #1: Envelope Principle)Document6 pagesRule #1 Explained: 2.7.1 Variations of Form (Rule #1: Envelope Principle)Anonymous 7ZTcBnPas encore d'évaluation
- Metric Thread - Extended Thread Size RangeDocument17 pagesMetric Thread - Extended Thread Size RangeM DhafinPas encore d'évaluation
- Tablas Cf574 - Sika Base AguaDocument13 pagesTablas Cf574 - Sika Base AguaDaniel PatronPas encore d'évaluation
- A 108 - 03 - Qtewoa - PDFDocument7 pagesA 108 - 03 - Qtewoa - PDFHanifiantoPas encore d'évaluation
- Flat Washers, ASTM F436, Thru-Hardened, Plain: Page 1 of 2 REV-03 Date: November 17, 2015 FW.F436.PDocument2 pagesFlat Washers, ASTM F436, Thru-Hardened, Plain: Page 1 of 2 REV-03 Date: November 17, 2015 FW.F436.PLuis CarlosPas encore d'évaluation
- Shot Peening MediaDocument21 pagesShot Peening Mediapak_hasimotoPas encore d'évaluation
- Bes MSDocument1 pageBes MSasdPas encore d'évaluation
- Zamak 5Document1 pageZamak 5san moedanoPas encore d'évaluation
- Technical Data: ApplicationsDocument3 pagesTechnical Data: ApplicationssushmaxPas encore d'évaluation
- Chemical Composition: Copper Alloy DataDocument12 pagesChemical Composition: Copper Alloy DataErujPas encore d'évaluation
- 2205 InfoDocument6 pages2205 InfoMave75Pas encore d'évaluation
- CRDocument8 pagesCRErfan EffendyPas encore d'évaluation
- Manganese 12 14%Document3 pagesManganese 12 14%Sreedhar Rakesh VellankiPas encore d'évaluation
- Aspac Royalloy enDocument7 pagesAspac Royalloy enNugroho Faris SudrajatPas encore d'évaluation
- Alloy & Special SteelsDocument33 pagesAlloy & Special Steelstanishka narayanPas encore d'évaluation
- Assab TableDocument8 pagesAssab TableIhfan MohdPas encore d'évaluation
- AK Hot Rolled Steel 062212 HSLA 60Document6 pagesAK Hot Rolled Steel 062212 HSLA 60Alexandre Lima LopesPas encore d'évaluation
- Tool Steels: Prepared byDocument35 pagesTool Steels: Prepared byabdsu75Pas encore d'évaluation
- Module 3-CUTTING TOOL MATERIALSDocument88 pagesModule 3-CUTTING TOOL MATERIALSsushilPas encore d'évaluation
- Tranter Heat Exchanger CatalogueDocument8 pagesTranter Heat Exchanger CatalogueAdverPas encore d'évaluation
- Oseco Elfab BioPharmaceuticalDocument3 pagesOseco Elfab BioPharmaceuticalAdverPas encore d'évaluation
- V83 Modular W Bypass Redundant Valve Manifold System 2ooxDocument15 pagesV83 Modular W Bypass Redundant Valve Manifold System 2ooxAdverPas encore d'évaluation
- Gestra Technical Information 2021 enDocument204 pagesGestra Technical Information 2021 enAdverPas encore d'évaluation
- IMI Norgren CatalogueDocument252 pagesIMI Norgren CatalogueAdverPas encore d'évaluation
- Gasket DesignDocument74 pagesGasket DesignAdverPas encore d'évaluation
- Compression Packing Selection Guide: Sealing Products For IndustryDocument13 pagesCompression Packing Selection Guide: Sealing Products For IndustryAdverPas encore d'évaluation
- Jotun Paint Condensation TestDocument4 pagesJotun Paint Condensation TestAdver100% (1)
- Cryogenic Valve Test Procedure PDFDocument9 pagesCryogenic Valve Test Procedure PDFazimr157100% (1)
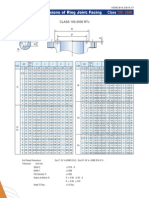
- RTJ Dimension ASME B16.5/B16.47Document1 pageRTJ Dimension ASME B16.5/B16.47parayilomer0% (1)
- TDS Tankguard Storage GB English ProtectiveDocument5 pagesTDS Tankguard Storage GB English ProtectiveAdverPas encore d'évaluation
- Tiempo KleinDocument43 pagesTiempo KleinIxchéel PilónPas encore d'évaluation
- SOP Tadano Crane 25TDocument32 pagesSOP Tadano Crane 25Tmahindra hardinataPas encore d'évaluation
- Das2019 PDFDocument15 pagesDas2019 PDFJian XuPas encore d'évaluation
- GAOTek SFP 202 PDFDocument7 pagesGAOTek SFP 202 PDFইমরানুল শহীদ আলভীPas encore d'évaluation
- Data Sheet 6ED1052-1HB08-0BA1: DisplayDocument2 pagesData Sheet 6ED1052-1HB08-0BA1: DisplayRuddy MariusPas encore d'évaluation
- Pasalgad@bec: EL. +0,00 MMDocument1 pagePasalgad@bec: EL. +0,00 MMoliver000008Pas encore d'évaluation
- IS31001UDocument2 pagesIS31001UCristhian La FayePas encore d'évaluation
- Pyramid Ias Academy: KaraikudiDocument12 pagesPyramid Ias Academy: KaraikudiArrow BuildersPas encore d'évaluation
- Alloy Data Sheet En-Aw 6063 (Almg0.7Si) : Type: General Extrusion Alloy)Document1 pageAlloy Data Sheet En-Aw 6063 (Almg0.7Si) : Type: General Extrusion Alloy)CocoPas encore d'évaluation
- 1705 Nurture Phase-II Paper-1 (E) JMDocument12 pages1705 Nurture Phase-II Paper-1 (E) JMrainavin10Pas encore d'évaluation
- Astm C 642-97 PDFDocument3 pagesAstm C 642-97 PDFVasco Sorte100% (1)
- Signature RedactedDocument165 pagesSignature RedactedCristhianPas encore d'évaluation
- User Manual: Color Doppler Ultrasound SystemDocument139 pagesUser Manual: Color Doppler Ultrasound SystemBilal AloulouPas encore d'évaluation
- 3149 LET-60-500-VTC Step and Touch Measurement DatasheetDocument2 pages3149 LET-60-500-VTC Step and Touch Measurement DatasheetkashifPas encore d'évaluation
- Periodic TrendsDocument4 pagesPeriodic TrendsDavid Jesus MoralesPas encore d'évaluation
- (Solution Manual) Fundamentals of Electric Circuits 4ed - Sadiku-Pages-774-800Document35 pages(Solution Manual) Fundamentals of Electric Circuits 4ed - Sadiku-Pages-774-800Leo AudePas encore d'évaluation
- SCH 201 - Chemical ThermodynamicsDocument3 pagesSCH 201 - Chemical Thermodynamicsjipson olooPas encore d'évaluation
- Unbalance Motor Vibrators Type-SeDocument2 pagesUnbalance Motor Vibrators Type-Sestalin63Pas encore d'évaluation
- Axler, James - Deathlands - 34 - DeathlandsDocument133 pagesAxler, James - Deathlands - 34 - Deathlandsgot2bme43Pas encore d'évaluation
- Chapter 4Document19 pagesChapter 4che syakirPas encore d'évaluation
- EMW Tech Book 1.2Document15 pagesEMW Tech Book 1.2samuel humphreysPas encore d'évaluation
- BCC M324-0000-10-003-VX44T2-050 Ordercode: BCC059Y: Single-Ended CordsetsDocument2 pagesBCC M324-0000-10-003-VX44T2-050 Ordercode: BCC059Y: Single-Ended Cordsetsarnal18Pas encore d'évaluation
- PEB2063 - Production Engineering IDocument39 pagesPEB2063 - Production Engineering IadlinaPas encore d'évaluation
- Calibration Requirements For Elemental Analysis of Petroleum Products and LubricantsDocument13 pagesCalibration Requirements For Elemental Analysis of Petroleum Products and LubricantsChulaka PitigalaPas encore d'évaluation
- Vector Control Assigment 4 PDFDocument10 pagesVector Control Assigment 4 PDFMìkz MíshrãPas encore d'évaluation
- Lecture Notes On SYNCHRONOUS GENERATORDocument72 pagesLecture Notes On SYNCHRONOUS GENERATORJeremiahPas encore d'évaluation
- CH-13 Fun With Magnets PPT-1Document24 pagesCH-13 Fun With Magnets PPT-1SUHANEERIYA100% (2)
- United States Patent (10) Patent No.: US 8,209,912 B2Document14 pagesUnited States Patent (10) Patent No.: US 8,209,912 B2pmurphPas encore d'évaluation
- Final Lesson Plan Class VIIIDocument26 pagesFinal Lesson Plan Class VIIIarchanaPas encore d'évaluation
- TFP1420 09 2004 PDFDocument14 pagesTFP1420 09 2004 PDFPhuNguyenHoangPas encore d'évaluation