Vous aimerez peut-être aussi
- Chemical Reaction Engineering (CRE) Is TheDocument22 pagesChemical Reaction Engineering (CRE) Is TheAmal ..Pas encore d'évaluation
- Lec 32Document24 pagesLec 32Amal ..Pas encore d'évaluation
- Critical Illness: Your Companion in Critical TimesDocument2 pagesCritical Illness: Your Companion in Critical TimesAmal ..Pas encore d'évaluation
- Methods and Advances in Metabolic Flux Analysis: A Mini ReviewDocument9 pagesMethods and Advances in Metabolic Flux Analysis: A Mini ReviewAmal ..Pas encore d'évaluation
- Preparation of PigmentDocument3 pagesPreparation of PigmentAmal ..Pas encore d'évaluation
- Apj Abdul Kalam Technological University Thiruvananthapuram, Kerala, INDIADocument26 pagesApj Abdul Kalam Technological University Thiruvananthapuram, Kerala, INDIAAmal ..Pas encore d'évaluation
- 7.7 Flame Arresters, Conservation Vents, and Emergency VentsDocument8 pages7.7 Flame Arresters, Conservation Vents, and Emergency VentsAmal ..Pas encore d'évaluation
- S14 - Additive ManufactoringDocument21 pagesS14 - Additive ManufactoringAmal ..Pas encore d'évaluation
- To Chemical Engineer ProfessionDocument39 pagesTo Chemical Engineer ProfessionAmal ..Pas encore d'évaluation
- Co 2 Recovery ProcessDocument5 pagesCo 2 Recovery ProcessAmal ..Pas encore d'évaluation
- Gujarat Technological UniversityDocument2 pagesGujarat Technological UniversityAmal ..Pas encore d'évaluation
- Nptel: Process Control and Instrumentation - Web CourseDocument4 pagesNptel: Process Control and Instrumentation - Web CourseAmal ..Pas encore d'évaluation
- Type KDocument4 pagesType KAmal ..Pas encore d'évaluation
- 477306S Introduction Non-Ideal Reactors PDFDocument13 pages477306S Introduction Non-Ideal Reactors PDFAmal ..Pas encore d'évaluation
- Qut Grading SystemDocument4 pagesQut Grading SystemAmal ..Pas encore d'évaluation
- Research Proposal PDFDocument1 pageResearch Proposal PDFAmal ..Pas encore d'évaluation
- Note Number 1 Examples of FRX Applications For DemonstrationDocument3 pagesNote Number 1 Examples of FRX Applications For DemonstrationAmal ..Pas encore d'évaluation
- Lab 8 - Biodiesel PDFDocument3 pagesLab 8 - Biodiesel PDFAmal ..Pas encore d'évaluation
- Udf Wall TempDocument7 pagesUdf Wall TempAmal ..Pas encore d'évaluation
- 10.1021@cen 09409 Buscon008Document1 page10.1021@cen 09409 Buscon008Amal ..Pas encore d'évaluation
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- Prototyping Approach To Neuro-Fuzzy Speed Control of Trapezoidal Brushless DC MotorDocument6 pagesPrototyping Approach To Neuro-Fuzzy Speed Control of Trapezoidal Brushless DC MotorJournal of ComputingPas encore d'évaluation
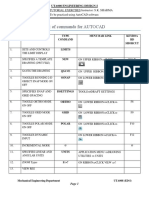
- List of Commands For Autocad: Cad Lab Tutorial Exercises Instructor: S.K. Sharma To Be Practiced Using Autocad SoftwareDocument15 pagesList of Commands For Autocad: Cad Lab Tutorial Exercises Instructor: S.K. Sharma To Be Practiced Using Autocad SoftwareShakeelPas encore d'évaluation
- GMAT Club Grammar BookDocument98 pagesGMAT Club Grammar Bookvinit.parkarPas encore d'évaluation
- Measure of Dispersion Kurtosi, SkiwnessDocument22 pagesMeasure of Dispersion Kurtosi, SkiwnessJOHN TUMWEBAZEPas encore d'évaluation
- Free-Falling Object ExperimentDocument9 pagesFree-Falling Object ExperimentUgur ASİT100% (4)
- DAA PPT DAA PPT by Dr. Preeti BailkeDocument21 pagesDAA PPT DAA PPT by Dr. Preeti BailkeKkPas encore d'évaluation
- JuliaPro v0.6.2.1 Package API ManualDocument480 pagesJuliaPro v0.6.2.1 Package API ManualCapitan TorpedoPas encore d'évaluation
- PPAP ChecklistDocument4 pagesPPAP ChecklistHirbod HirmandPas encore d'évaluation
- Interpreting Validity Indexes For Diagnostic TestsDocument10 pagesInterpreting Validity Indexes For Diagnostic TestsJudson BorgesPas encore d'évaluation
- National PDFDocument168 pagesNational PDFDINESH100% (1)
- L.04 Flexible Road Pavement Structural Condition Benchmark Methodology IncorporatingDocument15 pagesL.04 Flexible Road Pavement Structural Condition Benchmark Methodology IncorporatingAgustina ManurungPas encore d'évaluation
- Minevent 2006 PDFDocument12 pagesMinevent 2006 PDFJosé Manuel Berrospi CruzPas encore d'évaluation
- BlastingAKRaina Flyrock Factor of Safety Based Risk AnalysisDocument14 pagesBlastingAKRaina Flyrock Factor of Safety Based Risk Analysisshaik sakeemPas encore d'évaluation
- Power SeriesDocument2 pagesPower SeriesAbhi DebPas encore d'évaluation
- 1 Quarter: 5 Grade Benchmark Scope and Sequence Pacing Guide 2015-2016Document3 pages1 Quarter: 5 Grade Benchmark Scope and Sequence Pacing Guide 2015-2016api-292307509Pas encore d'évaluation
- GD&T PDFDocument109 pagesGD&T PDFBikash Chandra SahooPas encore d'évaluation
- Final Quiz 2 4Document4 pagesFinal Quiz 2 4Erick GarciaPas encore d'évaluation
- GATE 2020 Online Test Series:: Civil EngineeringDocument6 pagesGATE 2020 Online Test Series:: Civil EngineeringAvinash JhaPas encore d'évaluation
- AI - Lecture 2 - Uninformed SearchDocument20 pagesAI - Lecture 2 - Uninformed SearchHunterxHunter03Pas encore d'évaluation
- Abstract Classes Versus Interfaces: C# (And Other Languages) Polymorphism Explained To Young PadawansDocument4 pagesAbstract Classes Versus Interfaces: C# (And Other Languages) Polymorphism Explained To Young Padawanssridevishinas100% (1)
- Tutorial Letter 001/3/2021: Complex AnalysisDocument19 pagesTutorial Letter 001/3/2021: Complex AnalysisKyle MaharajPas encore d'évaluation
- Optimum Design PrinciplesDocument3 pagesOptimum Design PrinciplesJen Chavez100% (1)
- DT Q A DX DT Q KA DX: OverallDocument193 pagesDT Q A DX DT Q KA DX: OverallHARI B SPas encore d'évaluation
- Adaptive Control Design and AnalysisDocument45 pagesAdaptive Control Design and Analysishind90Pas encore d'évaluation
- Teoria de Control IIDocument11 pagesTeoria de Control IIRicardo ZapataPas encore d'évaluation
- Mca - Took FromDocument6 pagesMca - Took Fromvijayendiran_g100% (2)
- StatisticsDocument56 pagesStatisticsdimePas encore d'évaluation
- Full Download Ebook Ebook PDF Longitudinal Data Analysis by Donald Hedeker PDFDocument41 pagesFull Download Ebook Ebook PDF Longitudinal Data Analysis by Donald Hedeker PDFsarah.steir690100% (42)
- Assignment PDFDocument2 pagesAssignment PDFMoazzam HussainPas encore d'évaluation
- Influence of Organizational Culture and Compensation On Employee Performance With Motivation Work As A Mediation Variable at Pt. Jasaraharja Branch RiauDocument8 pagesInfluence of Organizational Culture and Compensation On Employee Performance With Motivation Work As A Mediation Variable at Pt. Jasaraharja Branch RiauInternational Journal of Innovative Science and Research TechnologyPas encore d'évaluation