Vous aimerez peut-être aussi
- Eprubete. Culori. UtilizareDocument3 pagesEprubete. Culori. UtilizareCuCUPas encore d'évaluation
- The Graha or The Planets in The ShastrasDocument48 pagesThe Graha or The Planets in The ShastrasAnthony Writer100% (4)
- Compressor Fundamentals, Performance CurvesDocument69 pagesCompressor Fundamentals, Performance Curvesใบบอนสิชล100% (3)
- Tristation 1131: Turbomachinery Control SoftwareDocument52 pagesTristation 1131: Turbomachinery Control Softwareali ibrahimPas encore d'évaluation
- Control of CompressorDocument35 pagesControl of CompressorAshik Jacob Oommen100% (1)
- CELLULAR RESPIRATION Review WorksheetDocument8 pagesCELLULAR RESPIRATION Review WorksheetYasi0% (1)
- Unloader Valve in Reciprocating Compressor Capacity ControlDocument8 pagesUnloader Valve in Reciprocating Compressor Capacity Controlfri_13th100% (1)
- Compressor TheoryDocument4 pagesCompressor TheoryGuillermo ArdenaPas encore d'évaluation
- Phase Equilibria: Basic Principles, Applications, Experimental TechniquesD'EverandPhase Equilibria: Basic Principles, Applications, Experimental TechniquesPas encore d'évaluation
- Compressor Choke or StonewallDocument2 pagesCompressor Choke or StonewallajaysapruPas encore d'évaluation
- Reciprocating CompressorDocument7 pagesReciprocating CompressorAlphy Thomas100% (1)
- Anti SurgeDocument12 pagesAnti SurgebatoqkaPas encore d'évaluation
- Centrifugal CompressorsDocument87 pagesCentrifugal Compressorswarakorn6jame100% (1)
- Design Procedure of Centrifugal CompressorsDocument16 pagesDesign Procedure of Centrifugal CompressorsSrujana KandagatlaPas encore d'évaluation
- Anti Surge ControlDocument33 pagesAnti Surge Controlgopinath87100% (1)
- Anti Surge Valves For CopressorDocument21 pagesAnti Surge Valves For CopressorSameer KaparePas encore d'évaluation
- Anti Surge ControlDocument23 pagesAnti Surge Controlotomasyon78100% (2)
- Anti Surge ControlDocument7 pagesAnti Surge Controlachueth100% (1)
- Sizing Shell and Tube Heat ExchangerDocument17 pagesSizing Shell and Tube Heat ExchangerCallum Biggs100% (3)
- Centrifugal Compressor System InteractionDocument6 pagesCentrifugal Compressor System Interactionshivajireturns100% (1)
- GG 01 01 2017 26Document5 pagesGG 01 01 2017 26Shaban RabiePas encore d'évaluation
- Kern Method Heat ExchangerDocument30 pagesKern Method Heat ExchangerCS100% (3)
- AIChE Surge Control PaperDocument38 pagesAIChE Surge Control Paperscongiundi100% (1)
- Why Do Surge Testing?Document4 pagesWhy Do Surge Testing?astromo100% (1)
- Reciprocating Compressor4Document19 pagesReciprocating Compressor4Vijay AcharyaPas encore d'évaluation
- Centrifugal Compressor Config-SelectionDocument44 pagesCentrifugal Compressor Config-SelectionRajiv Santhanam100% (2)
- Compresores Reciprocantes Arranque y Metodos de ControlDocument8 pagesCompresores Reciprocantes Arranque y Metodos de Controlroberdani12Pas encore d'évaluation
- Understanding Centrifugal Compressor Capacity ControlsDocument5 pagesUnderstanding Centrifugal Compressor Capacity Controlsjuancgr77100% (1)
- Compressor Control, Load Sharing and Anti-SurgeDocument6 pagesCompressor Control, Load Sharing and Anti-SurgeJason Thomas100% (1)
- CentrifugalandAxialCompressorControlInstructorsGuide 1Document133 pagesCentrifugalandAxialCompressorControlInstructorsGuide 1Abelio TavaresPas encore d'évaluation
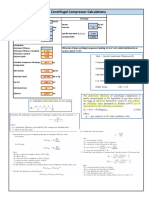
- Centrifugal Compressor Calculations: Suction Discharge Input ParametersDocument1 pageCentrifugal Compressor Calculations: Suction Discharge Input Parametersankur20610% (1)
- Wa - 03 - 02 - e Capacity Control (Reciprocating Compressor Capacity Control)Document15 pagesWa - 03 - 02 - e Capacity Control (Reciprocating Compressor Capacity Control)achmadh_2010100% (1)
- BPHS Santhanam Vol 2Document552 pagesBPHS Santhanam Vol 2Marius Macuc90% (10)
- Recip-Compressor-Capacity Control Methods PDFDocument8 pagesRecip-Compressor-Capacity Control Methods PDFChem.EnggPas encore d'évaluation
- Compressors Capacity ControlDocument12 pagesCompressors Capacity Controlvalentinlupascu33100% (1)
- Troubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersD'EverandTroubleshooting Vacuum Systems: Steam Turbine Surface Condensers and Refinery Vacuum TowersÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Compressor Instrument and ControlDocument129 pagesCompressor Instrument and ControlAlaa ShahwanPas encore d'évaluation
- Article Surge Control Analysis For Centrifugal CompressorsDocument3 pagesArticle Surge Control Analysis For Centrifugal CompressorsHatem Ali100% (1)
- Transportation of Ethane Dense PhaseDocument7 pagesTransportation of Ethane Dense Phaseadarsh_arya_1Pas encore d'évaluation
- Bypass Method For Recip Compressor Capacity ControlDocument4 pagesBypass Method For Recip Compressor Capacity Controlel mouatez billah messiniPas encore d'évaluation
- SVS.4054.1014 Compressor Seal Replacement and UpgradesDocument8 pagesSVS.4054.1014 Compressor Seal Replacement and UpgradeslubangjarumPas encore d'évaluation
- CentrifugalCompressor5 (1) SelectionDocument5 pagesCentrifugalCompressor5 (1) SelectionbsssnivasPas encore d'évaluation
- TurboExpander ProcessDocument18 pagesTurboExpander ProcessdndudcPas encore d'évaluation
- PVRV SizingDocument233 pagesPVRV Sizingkarthick100% (1)
- Dry Gas Seal Control SystemDocument9 pagesDry Gas Seal Control SystemnetozxPas encore d'évaluation
- Reciprocating Compressor Discharge TemperatureDocument6 pagesReciprocating Compressor Discharge TemperaturesalleyPas encore d'évaluation
- Surge ProtectedDocument42 pagesSurge ProtectedRaul Roque Yujra100% (2)
- SOP CalculationDocument8 pagesSOP Calculationmatteo2009Pas encore d'évaluation
- Application Guide Line For Centrifugal Compressor Surge Control Systems PDFDocument75 pagesApplication Guide Line For Centrifugal Compressor Surge Control Systems PDFmoralesmjyPas encore d'évaluation
- Difference Between ANSI & API PumpsDocument2 pagesDifference Between ANSI & API PumpsAnonymous KpVxNXs100% (3)
- Valve Seat Material GuideDocument1 pageValve Seat Material GuideAndresPas encore d'évaluation
- Compressor Anti Surge DynamicsDocument5 pagesCompressor Anti Surge Dynamicsapple0444100% (2)
- Testing of Semifinished Products of Thermoplastics Bases - Indications Directive DVS 2201-1Document4 pagesTesting of Semifinished Products of Thermoplastics Bases - Indications Directive DVS 2201-1OscarPas encore d'évaluation
- Fundamentals of CompressorDocument15 pagesFundamentals of CompressorAnuj GuptaPas encore d'évaluation
- Antisurge ControllerDocument6 pagesAntisurge ControllerGeorge J AlukkalPas encore d'évaluation
- Surge ExplainedDocument33 pagesSurge Explainedjudegj100% (4)
- 4Dx - Series B Capital Raising IMDocument42 pages4Dx - Series B Capital Raising IMsamPas encore d'évaluation
- What Is A Centrifugal Compressor SurgeDocument8 pagesWhat Is A Centrifugal Compressor SurgeMaruthiramPas encore d'évaluation
- Field Performance Testing For Centrifugal CompressorsDocument7 pagesField Performance Testing For Centrifugal CompressorsRicardo BecPas encore d'évaluation
- Understand Centrifugal CompressorDocument16 pagesUnderstand Centrifugal Compressorramanathan72-1100% (2)
- Centrifugal Compressor Surge and Speed ControlDocument14 pagesCentrifugal Compressor Surge and Speed ControlWaqas AhmedPas encore d'évaluation
- Air CompressorsDocument59 pagesAir Compressorsommech2020Pas encore d'évaluation
- Centrifugal Compressor BasicsDocument45 pagesCentrifugal Compressor BasicsAnkit Gandhi100% (1)
- Centrifugal Compressor SRL 454 - Ge Oil&gasDocument20 pagesCentrifugal Compressor SRL 454 - Ge Oil&gasKamal Buddy50% (2)
- Centrifugal Compressors MAN-GEDocument20 pagesCentrifugal Compressors MAN-GEIbc Cbs Ibc CbsPas encore d'évaluation
- Surge Control Dynamic Simulation Centrifugal CompDocument3 pagesSurge Control Dynamic Simulation Centrifugal CompAnil B YadavPas encore d'évaluation
- Protecting A Centrifugal Compressor From SurgeDocument2 pagesProtecting A Centrifugal Compressor From SurgeDylanAdams100% (1)
- Stepless Variable Capacity ControlDocument7 pagesStepless Variable Capacity Controlswapneel_kulkarniPas encore d'évaluation
- 11 Compressor Terms Acronyms Units of MeasureDocument8 pages11 Compressor Terms Acronyms Units of MeasureLe Anh DangPas encore d'évaluation
- Distributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979D'EverandDistributed Computer Control System: Proceedings of the IFAC Workshop, Tampa, Florida, U.S.A., 2-4 October 1979T. J. HarrisonPas encore d'évaluation
- ASME Impact Test RequirementDocument6 pagesASME Impact Test RequirementJ.SIVIRAPas encore d'évaluation
- Welingkar LeafletDocument8 pagesWelingkar LeafletAnonymous KpVxNXsPas encore d'évaluation
- RTJ FlangeDocument1 pageRTJ FlangeAnonymous KpVxNXsPas encore d'évaluation
- MAT Score Card PDFDocument1 pageMAT Score Card PDFAnonymous KpVxNXsPas encore d'évaluation
- Nature's Wheels Grind Slowly, But They Grind Very, Very Thoroughly, B& Nothing Escapes Them. True Heroism Is To Conquer Your Own Nature.Document1 pageNature's Wheels Grind Slowly, But They Grind Very, Very Thoroughly, B& Nothing Escapes Them. True Heroism Is To Conquer Your Own Nature.Anonymous KpVxNXsPas encore d'évaluation
- Mechanical 2009Document27 pagesMechanical 2009Anonymous KpVxNXsPas encore d'évaluation
- ASG - CrackedGasCompressors - FinalDocument5 pagesASG - CrackedGasCompressors - FinalAnonymous KpVxNXsPas encore d'évaluation
- Djokovic Murray HoroscopesDocument1 pageDjokovic Murray HoroscopesAnonymous KpVxNXsPas encore d'évaluation
- Weight of SA 516 GR 60 Base Plate PDFDocument2 pagesWeight of SA 516 GR 60 Base Plate PDFAnonymous KpVxNXsPas encore d'évaluation
- Air Cooled Heat Exchanger - ChE GuideDocument5 pagesAir Cooled Heat Exchanger - ChE GuideAnonymous KpVxNXsPas encore d'évaluation
- ASME Impact Test RequirementDocument6 pagesASME Impact Test RequirementJ.SIVIRAPas encore d'évaluation
- Amazon Code PDFDocument1 pageAmazon Code PDFAnonymous KpVxNXsPas encore d'évaluation
- Filter CalculationsDocument5 pagesFilter CalculationsAnonymous KpVxNXsPas encore d'évaluation
- Nakshatra RevatiDocument5 pagesNakshatra RevatiAstroSunilPas encore d'évaluation
- How To Determine The Number of Shell PassesDocument5 pagesHow To Determine The Number of Shell PassesAnonymous KpVxNXsPas encore d'évaluation
- Sandia Lab New Heat ExchangerDocument48 pagesSandia Lab New Heat ExchangerKoza43Pas encore d'évaluation
- Yamini Tentative TobDocument1 pageYamini Tentative TobAnonymous KpVxNXsPas encore d'évaluation
- Rectification Needed Navamsa Lagna Rahu NakshatraDocument1 pageRectification Needed Navamsa Lagna Rahu NakshatraAnonymous KpVxNXsPas encore d'évaluation
- How To Choose Mutual FundsDocument18 pagesHow To Choose Mutual FundsAnonymous KpVxNXsPas encore d'évaluation
- Mutual Fund OverviewDocument10 pagesMutual Fund OverviewAnonymous KpVxNXsPas encore d'évaluation
- MFDocument3 pagesMFAnonymous KpVxNXsPas encore d'évaluation
- All Mutual Funds - PerformanceDocument3 pagesAll Mutual Funds - PerformanceAnonymous KpVxNXsPas encore d'évaluation
- Large Cap Mutual Fund - Detailed AnalysisDocument6 pagesLarge Cap Mutual Fund - Detailed AnalysisAnonymous KpVxNXsPas encore d'évaluation
- Pediatric Medication Dosing GuildelinesDocument2 pagesPediatric Medication Dosing GuildelinesMuhammad ZeeshanPas encore d'évaluation
- HooksDocument7 pagesHooksapi-233765416Pas encore d'évaluation
- FPSB 2 (1) 56-62oDocument7 pagesFPSB 2 (1) 56-62ojaouadi adelPas encore d'évaluation
- Absenteeism in Public Sector: Presented byDocument25 pagesAbsenteeism in Public Sector: Presented byPravin Rathod50% (2)
- The Effect of Gas Metal Arc Welding (GMAW) Processes On Different Welding Parameters - DoneDocument5 pagesThe Effect of Gas Metal Arc Welding (GMAW) Processes On Different Welding Parameters - DoneAsim AliPas encore d'évaluation
- HRM Report CIA 3Document5 pagesHRM Report CIA 3SUNIDHI PUNDHIR 20221029Pas encore d'évaluation
- Impact of Textiles and Clothing Industry On EnvironmentDocument15 pagesImpact of Textiles and Clothing Industry On Environmentranjann349Pas encore d'évaluation
- FISPQ - Innova - Force - ADY - EN - 7143812336Document6 pagesFISPQ - Innova - Force - ADY - EN - 7143812336Talia EllaPas encore d'évaluation
- QM SyllabusDocument2 pagesQM SyllabusSanthosh Chandran RPas encore d'évaluation
- Baseline Capacity Assessment For OVC Grantee CSOsDocument49 pagesBaseline Capacity Assessment For OVC Grantee CSOsShahid NadeemPas encore d'évaluation
- Ragin Cajun PDFDocument2 pagesRagin Cajun PDFjosemfcPas encore d'évaluation
- Monopoly Tycoon TipsDocument8 pagesMonopoly Tycoon TipsVictoria SmithPas encore d'évaluation
- Clay Analysis - 1Document55 pagesClay Analysis - 1JCSPas encore d'évaluation
- Cen-Tech 63759Document8 pagesCen-Tech 63759GregPas encore d'évaluation
- Osteoarthritis DissertationDocument8 pagesOsteoarthritis DissertationPaperHelpJackson100% (1)
- Elasticity, Plasticity Structure of Matter: by DR R. HouwinkDocument9 pagesElasticity, Plasticity Structure of Matter: by DR R. HouwinkKhlibsuwan RPas encore d'évaluation
- TQM Assignment 3Document8 pagesTQM Assignment 3ehte19797177Pas encore d'évaluation
- Activity 2: College of EngineeringDocument3 pagesActivity 2: College of EngineeringMa.Elizabeth HernandezPas encore d'évaluation
- Peoria County Booking Sheet 03/01/15Document8 pagesPeoria County Booking Sheet 03/01/15Journal Star police documentsPas encore d'évaluation
- Laboratory Diagnosis of Parasitic DiseasesDocument57 pagesLaboratory Diagnosis of Parasitic DiseasesAmanuel MaruPas encore d'évaluation
- Cardiac AmyloidosisDocument3 pagesCardiac AmyloidosisPrasad SrbPas encore d'évaluation
- Fishing Broken Wire: WCP Slickline Europe Learning Centre SchlumbergerDocument23 pagesFishing Broken Wire: WCP Slickline Europe Learning Centre SchlumbergerAli AliPas encore d'évaluation
- B1 SpeakingDocument5 pagesB1 SpeakingHoàng Nam Thắng100% (2)
- Serbia Malta & Bermuda Medical Instructions PDFDocument3 pagesSerbia Malta & Bermuda Medical Instructions PDFGISI KeyBOarD0% (1)
- Unipole Multipole-973098Document225 pagesUnipole Multipole-973098Medes GraciaPas encore d'évaluation
- Scots-Supply Chain ManagementDocument3 pagesScots-Supply Chain Managementgamer godPas encore d'évaluation