2) United States Patent
Palumbo et al.
US007S53553B2
US 7,553,553 B2
Jun, 30, 2009
(10) Patent No.:
(45) Date of Patent:
(54) ARTICLE COMPRISING 4 FINE-GRAINED.
METALLIC MATERIAL AND A POLYMERIC
MATERIAL
(75) Inventors: Gino Palumbo, Toronto (CA); Jonathan
MeCrea, Toronto (CA); Klaus
‘Tomuntschger, Mississauga (CA); Ta
Brooks, Tomato (CA); Dachyun Jeong,
Oakeille (CA); Dave Limoges,
Etobicoke (CA); Konstantinos
Panagiotopoulo, Toronto (CA): Uwe
Erb, Toronto (CA); Andrew Wang,
Toroato (CA)
(TB) Assignee: Intogran Technologies, Inc, Toronto
(cay
(7) Notice: Subject aay disclaimer, de term ofthis
pateat is extended or adjusted uader 35
USC 154(b) by 77 days
(21) Appl.Nos 12/000,382
(22) Filed: Dee. 12,2007
) Prior Publication Data
{US 200810090066.A1 Apr 17, 2008
Related US. Application Data
(G8) Continuation of application No. 1/300,579, fled on
Dee. 15, 2005, now Pat. No. 7.354384, which is a
continuation-in-part of application No. 110013456,
filed on Dec. 17,2004, nave Pat. No. 7,387,578,
(1) Intel
B32B 1508 (2006 01)
AGB 53/12 (2006.01)
A63B 5310 (2006001)
(2) US. 4281626; 4281413; 281458
“428/459, 4284461; 4281512
(58) Field of Classification Search. None
‘See application ile for complete search history.
66) References Cited
US, PATENT DOCUMENTS
97.265. Lebowitet al
3516296 A, Beene al
3625039 A, Kubach tal
360.789 A, Hepter
3655453 A, Poppe eal.
Been a
Burgess
3806429 A, aves tal
3856613 A. Waller
3867.264 A, carson
949.988 A, Sister
397408 A 81976 Trem
(Contin)
FOREIGN PATENT DOCUMENTS
OMLOB AL 11980
(Continued)
Primary Examiner John J, Zimmerman
Assistant Examsner—Aaron Austin
(4) ttornes, Agent, or Firm—Bacon & Thomas, PLLC
6 ABSTRACT
Lightweight articles comprising a polymeric material at east,
parially coated witha fine-grained metallic material are dis
closed. The fine-grained metallic material has an average
ria size of 2m to 5,000nm, thickness between 25 micron
and Sem, and a hardness bereen 200 VEIN and 3,000 VEN
‘The lightweight articles are stong and ductile and exhibit
high coefficients of restitution and a high stiffness and are
particularly suitable for a variety of application including
aerospace and automotive pats, sporting goods, andthe ike
4 Claims, 7 Drawing Sheets
US 7,553,553 B2
Page 2
US. PATENT DOCUMENTS 6106417 A 82000 Lt
G139.444 A 102000 Renata
4085519 A, Van Aken 6152504 A 112060 Dickson eta
4128208 Bums 68836 BI 1/2001 ‘Kukansis eta
S193 A, “Tremmet 6179736 BI 12001 ‘Thar
S1S8082 A Yanagioka 6198614 BI 22001, Sasamo a
(218937 4 Albrecht ta 6334824 BI 12002 Filice ta
315045 A 2 Dilan al 6346052 Bi 22002 Chippll
431.750 A, Roy 6354960 BI 3.2002 Perryman ta.
4369.500 A, Papeahagen al 6403.168 B2 62002 Meyer tal
398,758 A, “Tabares 468672 B1 102002 Donan, Ita
44290020 A, Lich 6500.107 B2 12003. Ding etal
4533146 A, Schaar 6580320 B2 62000 Fendel
4552626 A LL98S. Stevenson 6645557 B2 11.2008 Joshi
4556607 A 121985 Sasi 66778 BL 12004 Hench ta
AS98457 A TH9RS. Kink, 6692377 B2-22004
608168 A 81986 Lineal 6706326 BI 32004
4671852 A 69ST Anderon ea G7i2948 BI 32004
4906532 A 311990 Spencer. te 6729970 B2 $2004 Horwood w a,
4951953 81990 Kim {802.232 B2 102004 Buekley etal
4999227 A 34991. Vander Togt 6805642 B2 102001 Meyer
SO1S339 A $1991. Peniton (684.716 B2 1/2005 Haein’ t a
Sonam A 61991 Daly 860821 B2 3.2008 nose al
5028464 A 71991. Shigeoh (6860372 BL 32005 Higgnbotham etal
G16} A 121991 Bauman 860.732 B2 42008. Takeuei eta
131985 A 74992 Harada a 690278 B2 62005 Marenoteet a
S1g782 A 91999 Bengston 66915964 B2 72005 “Tapoen et al
SUT8956 A 11999 Rychwalski tal 719.395 B Henin etl
S302414 A 41904 AMHimoW ea 7318781 B Deshmukh
A 611904 Hamat 2001/0051589 AL Inoue et
A 61994 Zedan ao0200%4985 AL Pym ta
A 61994 Minami 20020061374 AL O'Brien eal,
A 101994 beta 20020082111 AL Hediok el
316.248 A 12/1904 Cond etal 200210008006 AL sa
SH21989 A 61995 Stamp eta 2o020119829 AL Cheng
SA33797 A 71908 Exbet al aoovn4ge2s AL Horwood a
A 81998 Akaka etal 20040088675 AL Kuramot tal
‘A 1211995 Yamanaka o040092%29 AL Meyer
A 11996 Schmid ca 20040002330 AL Maye ta
A 61996 Pond doovor2i864 AL Momow el
A 71986 Damerow eta 20040147346 AL Cassa, J
5538769 A 71996 Sandnan, J 2040244888 AL Hovimura at
SS47S58 A 81996. Sakamoto et 200s 0003266 AL Smith ta
SS7SISE A LL1996 Bauman oosioto3408 AL Kuehn ta
SSOTAIL A L99T Ragpeet a ao0s 0.07182 AL Meyer tal
S599.20 A 21997 Soluiche ta 20050124433 AL Sesugps ea
S03667 A 21997 rahi tal do0st1103 AL Lind
S6SS981 A RIB97 Reed 20060160636 AL 72006 Palumbo ct
565441 A 911997 Suave ea donoowsre2 AL £2006 Miura ta
S666155 A LL1997 Suave eta DOUTODOSS48 AL 122007 Hocknal et a.
5713800. 21998 Su
S7S5A26 A $1998 Beach a. FOREIGN PATENT DOCUMENTS,
STII A 61908 Feroretal
SBSIISE A 121998 Wintow al 2 stars A 10/1994
S881605 A 41999 Doolitle «a 2 3266967101997
5900.19 A $1999 Dishson eta 2 3285569 A 11997
5935018 A $1999 Tale 2 2o0o.61008 A 22000
S941329 A 81999 Iehioka ta WO WooHoaLIGO Al 1272003
5967904 A 101999 Naga eal WO Wo200H07H580 AL 92004
010,196 X 1.2000. Wang eta WO Wo2004002450 AL 10°2004
GOT6S02 A 62000 Maier WO WO2004004039 AI 11/2004
US. Patent Jun, 30,2009 Sheet 1 of 7 US 7,553,553 B2
US. Patent Jun. 30,2009 Sheet 2 of 7 US 7,553,553 B2
FIG. 2
US 7,553,553 B2
Sheet 3 of 7
Jun, 30, 2009
US. Patent
FIG, 3
US 7,553,553 B2
Sheet 4 of 7
Jun, 30, 2009
US. Patent
FIG. 4
US. Patent Jun. 30,2009 Sheet S of 7 US 7,553,553 B2
Fixed Suppor
ib
0.000__5.552 11.104 _16.857(in)
FIG. 5
US. Patent
NODAL SOLUTION
| STEPSt
| sua
im
[usu (avg)
| RSYS=0
| WX =24.626
| SMX =24,626
yy
|
|
| z
|
|
} 0
L
Jun. 30,2009 Sheet 6 of 7 US 7,553,553 B2
eam sc ee
5.473 10.945 16.418 21.89
238 8.208 45.681 19.154 24.626 |
ee
US. Patent Jun. 30,2009 Sheet 7 of 7 US 7,553,553 B2
FIG.7
US 7,553,553 B2
1
ARTICLE COMPRISING A FINE-GRAINED.
METALLIC MATERIAL AND A POLYMERIC
MATERIAL
CROSS-REFERENCE TO RELATED
APPLICATION
‘Tis isa continuation of US. application Se. No, 11/300,
‘579, fled Dee. 15, 2005, which i a Continuation-in-Pant of
US. application See. No” 11/013,456, filed Dec 17,2004,
FIELD OF THE INVENTION
‘This invention relates to applying thick (+25 ym), fine
tained (average grain size 2 nm to $.000 nm) metals, metal
alloys ormetal matrix composites with high specific strength,
toughness and resilience (20.25 MPs) to polymeric substrates.
inorder achievea structral shell Antcles mde according
tothe invention ind use ina variety of applications where the
use of the high strength sizuctural shell oa polymer of
‘composite substrate allows for substantial weight savings.
Applications include automotive components, aerospace
pars, defense pars, consumer products, medical compeneats
‘and sporting goods. Suitable industrial pars include, among
‘thers, tubes orshafts use eg. sporting goods such as ski
and hiking poles, shing ros, golf lub shafs, hockey sticks,
Tacrosse sticks, haseballsftall bats, bicycle frames, skate
blades, snow boards platos such as gof cub head faceplates;
as well as complex shapes such as sports racquets (tenis,
‘racquetball squash an the ike}, golf elub heads, avlomtive
arillguards; brake, gs or clutch pedals; fool als eunning
boars: spoilers; mule tips, wheels, vehicle frames, struc
tural brackets and the ike, Pars are at lest partially coated
with said fine-grained metallic materials,
‘Theinventionalso relates to depositing fine-grained metal-
lic materials dreely onto suitable substrates such as eylin-
Arica, conical or tapered shafis. Alternatively, fine-grained
‘metallic plates or foils ad the like can be formes and subse~
ickel based alloys for the purpose of providing a wear
resistant costing, The electroless aickelebating of ee is
20 um hick and the depsition ime is 20s, esuing ina
cium silicate, silica, eleium carbonate, alumina, titanium
oxide, ferrite, and mixed silicates. Minera-filled, plating
rade polyamide resins containing powdered (e., 002-20,
‘mierons) mineral filers such as tale, calcium silicate, silica,
calcium carbonate, alumina, tianium oxide, fete, and
nixed silicates (eg, bentonite or pumice) having mineral
contents of up to about forty percent by weigh and providing,
high stength at relatively law cost are particularly suitable
substrates. Suitable polyamides are available from a number
‘of vendor including Allied Chemical Firestone, DuPont and
‘Monsanto, 1 name a few. Other suitable substrates include
acrylonitie-butadienestyrene (ABS) and. thermoplastic
polyolefins (TPO), available in “plating grades” and option
ally reinforced by variety of filles including plas fiber.
US 7,553,553 B2
ul
“The surface of the polymere pat as prepared by any sit-
able molding oF forming operation is typically quite smooth
andthe surface roughness Ra0.1 jum. To enhance the adhe
siono the metalic coating the surface tobe coated is rough
coed by any number of suitable means including, eg,
‘mechanical abrasion, plasma andl chemical etching o achieve
‘surface roughness in the range of Ra-0.25 um to Ra=25 un,
The following isting describes suitable operating param-
er ranges for practicing the invention:
esis Lger Dk xi Stan.upt§ ca
Msi Ate Gat ie Rane 1m,
Msn ics VEN ‘30, 30400
sso aie VN) its 250 5000
Dente Rate ae: {ose
‘Yeu Sten Rane 20MPato 2750 Pe
Minin Noda of Rese fe ase) MPs
acre Met ayer 2p Sia Tee
ationm Mes Reine of he 12s 25 Me
lane Lin Rage oasiezars
Pate Cote Rens 207%
Sytehine
Minima Sire Sure Rouges [Run] 025.04.05,
anim State Sree Rohs sans
asta
‘Thefine-grained metallic materials ofthe present invention
cptionally contain at least 2.5% by volume particulate, pe
erably a east 5% and up to 75% by volume particulate. The
particulate can be selected from the group of metal powders,
‘metal alloy powders and metal oxide powders of Ag, Al,Co,
Cu, In, Mg, Ni, Si, So, Pt, Ti, V; W ad Zn; nitrides OFA, B,
Si and Ti; C (graphite carbon, carbon nanotubes, or ia-
mond); carbides of B, Cr Bi, Si, Ti, W: MoS, ceramies, glass
‘and onganie materials such as PTFE and other polymeric
‘materials (PVC, PE, PP. ABS), The particulate average par-
ticle size is typically below 10.000 (10 x), 5,00 am (S
am), 1,000 nm (1 um), and more preferably below S00 nm.
Te present invention provides for applying fine-grained
metallic materials having a thickness of at least 0025 mum,
preferably more than 0030 mm, more preferably more than
(0.05 mum and even more preferably more tat 0.1 mato the
surface of appropriate antics, Suitable ariles include sport-
ing goods such as golf club heads, insets for gol lub heads,
faceplates lor got clus: shals for golfelubs, hockey sticks,
hiking and skiing pols, fishing poles, arrows ete. andanticles
‘withcomplex shapes suchas baseball bas skate blades, snow
boards and tennis rackets. Suitable automotive articles
include gilhpuards, brake, as or clutch pedals, fuel als,
running boards, spiles, muller tips, wheels, vehicle frames,
structural brackets.
The fine-grained metalic materials ofthis invention have
an average grain size under 5 ym (5,000 nm), preferably
‘under I (1,000 nm), preferably inthe range of 210750nm,
more preferably between 10 and $00 nm and even more
preferably between 15 nm and 300 nm.
“Thefige-grained metalic material ofthis invention havea
modulus of resilience oft last 0.25 MPa, preferably at eat
| MPa, more preferably atleast” MPa, more preferably at
least 5 MPa and even more preferably a east? MPa and up
1025 MPa,
vo
8
s
12
‘The fine-grained metallic materials ofthis invention have
anclatc limit oft least bout 0.75%, and preferably greater
than about 1.0%; and preferably greater than 1.5% an up t0
20%.
‘To ensue part reliability, iis preferable to maintain the
average thickness to average gruia size ratio of the fine-
rained metallic material layer at a minimum value of 10,
preferably greater than 500, and more preferably greater than
1,000: and upto 1,250,000 and as much a 25,000,000.
Ina prefered embodiment ofthe proces ofthis invention,
dispersion sttegthening ofthe fine-grained metallic materi
als is performed by a subsequent heat-treatmeat,
‘According to this invention, patches oF sections can be
formed on selected area ofthe polymeric substrate, without
the need 1 coat the eatire artile
“According to this iaventon patches o sleeves of the fie-
rained metalic materials are not necessarily uniform. in
thickness and can be applied in order to eg. enable a thicker
‘deposit on selected setion or sections particularly prone to
Ineavy use suc 2s golf club faceplates, the tip end of fishing
poles snd shafs forgot clubs, king or hiking poles et.
BRIEF DESCRIPTION OF THE DRAWINGS
In order to better illustrate the iaveation by way of
examples, descriptions are provided for suitable embodi-
‘meus of the method)processapparatus according to the
invention in which:
FIG. 1is a picture of a ewss-sectional view of a m-Ni
coating appli io a graphitelepoxy hybrid golf shat.
FIG. 2isa picture ofa polymer amaunition casing (0.233
caliber) that has been reinforced by a layer of fine rained
[Ni20Fe, afer firing.
FIG, 3isanimageofa Smm thick n-Ni—Prepoxy laminate
produced to form thick (5 mm) laminated assemblies.
FIG. disa picture of an-Ni-lOFe adhesive tape applied to
«tubular automotive part
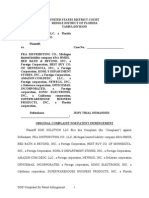
FIG, Sshows plastic grille-guard fora tack containing 3
fine-grained metalic coating 1 add stifiess. (6 mm plastic
‘with 0.01" n-Ni20Fe coating)
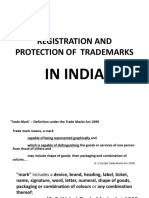
FIG. 6 shows the deflection of the plastic gril-uad con-
taining a fine-grained metallic coating with a 280 Tp load
applied atthe eross beam, (Faget dellection: <25 mm; Per-
formance 24.6 ma
FIG. 7 shows scctions of nanocoated-PC/ABS (left) and
stainless steel cight) automotive running board parts.
‘The present invention is intended for depositing fine-
grained metallie materials ont ates nthe form of external
or internal coatings or eletroforming fine-grained metallic
‘materials comprising a metal or alloy selected from Cu, Co,
Cr, Ni, Fe, Sa, Mo and Zn optionally with particulate dis
persed in the fine-grained layer and subsequently applying
the fine-grained metallic materials to the substrate.
DETAILED DESCRIPTION OF PREFERRED
EMBODIMENT
This invention eles on producing fine-grained, coatings
by suitable metal deposition processes including DC or pulse
@ electrodepostion.
‘The person skilled in the at of plating, in conjunction eg.
with US. Pat. No. 5,352,266 (1994), US. Pat, No. 5,433,797
(1995) andin DE 10,288,325 (2005) [-US. Ser. No, 10/516,
'300(2002) and WO2004/001 100.1 2002 cited already. will,
‘know how to electrodepsit selected fine-grained metals or
alloys by selecting suitable plating bath fomnulatons and
plating conditions. These patents ar incorporated herein by
US 7,553,553 B2
13
reference for their disclosure of electrodeposition methods
Optionally, solid particles can he suspend inthe electrolyte
‘and are included ia the deposit as described ia DE 10,288,323
(2008).
The person skilled inthe art of PVD, CVD and cod spr
{ng willalso know how to deposit selected fine-grained metal-
lic layers on suitable substrates.
‘Minimizing the weight of articles, which is desirable for
‘numerous applications, can be achieved by increasing the
strength of the metalic materials by grain-size reduction. 10
Depending on the ductility required, the grain size of eg.
[Nicbasd coatings in the range of 2m fo 5,000 nm, prefer:
ably 10 nm 500 nm provide suitable mechanical properties.
epening on th requirements of the particule spplica-
tion, the material properties canalso be altered, eg. by incor.
porating dy lubricants suchas MoS, and PTFE), abrasion or
‘wear resistant particles, Incorporating a suficient volume
fraction of particulate can therefore be used to further
chance the material properties. Generally, the particulates
«ean be selected from the group of metal powders, metal alloy
powders and metal oxide powders of Al, Co, Cu, In, Mg, Ni,
Si, Sn and Zn; nitrides of Al, B, Si and Ti; C (graphite,
diamond, nanotubes, andlor Buckminster Fullerenes) cat-
bides of B, Si, Ti, Ws self lubricating materials such as MoS.,
‘organic material such as PTFE and polyinerie materials
‘As noted above, particularly sited applications forthe
fine-grained moalic materials disclosed herein inclu gol
shall ski poles, fishing rods, hockey sticks, tennis racquets,
bicycle frames and other articles and structures comprised of
conventional metal, polymer or graphite composites that are
coated on at east pat ofthe interior andor exterior surfaces,
or altematively are net-shape formed with the use ofa tem-
porary substrate and subsequently applied to the permanent
substrate. Conventional metals eg. aluminum, copper, nickel
and their alloys are relatively soft, permanently deform and
break easly asa result of the bending and torsional loads
encountered during use. Furthermore, these materials with
conventional grain-sizes above 10 um, generally exhibit alow
resistance to abrasion and cut or scratch easily andcan benoit
from the fine-grained metallic layer described in this inven-
tion, Shalis made from composites of syathetic resins and
filaments are more resilient under bending forces than alumi
‘oum, but lack sufficient strength. Ths deficiency, however,
can he overcome by applying a fine-grained metallic layer
according tothe present invention.
‘The rebound distance of an object, eg. a got ball, tenis
ball, baseball or the lke when it impacts a certain material is
a funetion of the modulus of resilience, U,,of the material,
Which is expressed as:
(Goals Handbook, Nath Eiion, Volume 8, Mechasial
“Testing, American Society for Metals, Materials Park, Ohio,
44073)
‘Where; isthe maximum restrain at the yield pint, 0,
represent the yield tenth and E the modulus of esti.
‘As ine-prined mates deseribad in this invention possess
yield strength valves, which arethreeto five and up o ten
Times aester hat those of conventional coarse-grained met-
als, the sence (rebound distance capacity) can hereore
boners nine to went ved and upto re fl.
‘Themodulusof els E, however, isypically not aleted
by nolucing the arain size of a given metic mistrial, pro
s
4
vided the material is flly dense. The modulus of elasticity,
however, can be altered eg. by using metal matrix compos=
ites,
Material properties required fora numberof applications
also ince a high elastic stran-to-faiture limit, Low damp-
ing characteristics (ow absorption and high release of
energy) ensure that even ae high load and siress deforma
‘tion the material springs back wits orginal shape as required
fn sce faces, eg. i selected automotive applications or
sporting goods such as poled faceplates and baseball bats
Conventional metals have elastic stain limits of 0.65% oF
less. The curent invention is dzected to metalic mateils.
having elastic limits of at least about 0.75%, preferably
rear than about 1.0%; and preferably greater than 1.5%
and up 102.0%.
FIG, 1 is a picture of @ cross-sectional view of a a-Ni
coating aplied to praphitetepoxy golf shat, Carbon fiber
‘composites possess much higher specife iidity and lower
density than steel; however the light-weight, carbon-fber
golf exhibits undesirable twisting othe club head relative to
the shaft on down-swing and particularly at ball contact,
resulting in por accuracy and lying distance. This limitation
can be overcome by coating at lest 10% of the composite
shaf's external and/or intemal surface with the fine-grained
metallic ayer described
FIG. 2isapietureofa polymerammunitions earidge with
a base that has been reinforced by a layer of fine-grained
1Ni-20Fe, The fine-grained metallic material layer provides
high steagth and a low coeficent of friction.
FIG. 3 isan image ofa $ mm thick a-Ni—Prepoxy resin
laminate produced to form thick (oS mm) laminated assem-
biies according to one prefered embodiment
FIG. disa pious ofann-Ni-10Fe adhesive tape applied to
tubular automotive part. As will be described in greater
etal below this fine-grained metallic layerean be applied as
an adhesive tape to at lest pat of polymer article.
FIG. § shows. plastie gril guard fora track containing
fine-grained metalli coating (n-Ni-20Fe) to ad sifiness
‘This partis blow-molded in PC/ABS and with plastic alone,
doesnot moot the dellection and vibration requirements for
‘theapplicaton. The performance requirements can be met by
adding te tf, ightweight fine-grained metalic costing
FIG. 6 shaws the deflection encountered hy the plastic
aill-guand containing the fine-grained metallic coating with
2501bf applied atthe erss-beam toe 24.6 mm which meets
the requirement of a maximum deflection of 25 mim.
FIG.7 shows sections of nanocoated-PC/ABS and stain-
less see automotive running board parts
‘Various non-metallic materials ae now commonly usedia
the manufseture of sporting goods, automotive components,
aerospace pars or industrial articles and include polymeric
resin malrix composites employing materials including ear-
bon fibers, ceramic mati, aramid fibers, polyethylene fibers,
boron, fiberglass, and various thermoplastics ineluding, but
sot limited to, polypropylene. polyethylene, polystyrene,
vinyls, aerylies, nylon and polyearbonates, among oer
As highlighted numberof processes ean be used 0 apply
the fine-grained metallic material to the polymer substrates.
Inthe case of PVD, CVD, cold spraying or the application of
‘an aesive fine-grained metal tape, the sufice of the sub-
strate may not require any preeatment. If eleceoplatiag is
used to apply the fine-grained moalic material a good bond.
canbe achieved when suitably roughening the surface ofthe
substrate, Non-conduetive polymer substrates can be ren
ered suitable for electroplating by applying a thin layer of a
‘conductive material eg, by electroless deposition, physical or
chemical vapor deposition, or applying electrically conduc-
US 7,553,
15
tive paints by various means. It should beclearto those skilled
‘nthe art thatthe subject invention encompasses the use of
virally any substate material
According toa further preferred embodiment ofthe present
invention, its also possible to produce fine-pained coatings
by electroplating without the need to enclose the area of the
ariele wo Be coated and frm a plating bath around it, Selec
tive brush or tampon plating is suitable alteratve, particu
larly whea only a small portion of the workpiece isto be
plated. The brush plating anparatus wypically employs a
0um
‘ofc ged BON 20Fe and
Ss Nyon a rot
‘ile ied IN: 20 ant
984 ABS Compote
‘inn 358.76 gine
ho 36 iin >10 a)
104)
gle, gs einoed
sain Nel gan soe
Onn)
a ow
ms as
an
ar)
429
noo
so w
186
o
Example 2
1-Ni Costed Graphite Epoxy Golf Shaft—25% Ni
Peake arophite epoxy Light LS S-Fex and Penley™
-85X- Flex graphite epoxy shalls were used. The S-Flex
shaliswere characterized, stnppd of he sn. Thesuraceot
te shafts was mechanically abraded using snd blasting toa
surface eovghness of Ra-2.1 yun and subseguenty plated
‘ith coarse and fine-grained coatings. Pate -Flex shafts
and unplated X Plex shafts having otal overall weight o89
2 Were perfomance ested The Nisleeves were apple o he
outside ofthe S-Flex graphite golf lb shafts (OD, 0.586",
tapering down to OD,-0.368" over a length of 405°) by
clecteleposton in a modified Wats nickel bath and using a
vo
8
18
ynatronix (Dynanet PDPR 20-30-100; www dynatronix.
com) pulse power supply. The starting mass of each S-Flex
shafl was 7.5 gand prior electroplating approximately 6.0,
‘2 of paint was stripped of. The coating procedure comprised
three steps, namely (1) a thin electroless nickel plating to
chance the electical conductivity using a procedure and
chemicals povided by MacDemnid Industral Products (w=
‘wanacixustrialprodvcts com) to achieve an average metal
film thickness of 0.4 micron at a deposition rate of 17 wavhe
and (2) electroplating 10 form the fine-grained or course-
‘trained coating by varying the duty cycle and he peakcurret
density. The electrolyte composition was 300 nickel sul-
fate, 45 gl nickel chloride, 45 wl boric acd (11,B0,),2 gt
saccharin and 3 mil NPS-91. Standard levers and bright-
‘ners were employed and Inco nickel “R-ouads Were used.
fas anode material, The weight of the metal coating was
approximately 20g, The electroplating conditions and metal-
lic layer properties used are summarized ia Table 3. FIG. 1
provides a picture of a eross-sectional view of the n-Ni coat
ing applied toa graphitelepoxy golf shat.
TABLES
“Hest oni
Fine Goae
ate! Ora
‘Depstion epee (C] @ @
Dat OrlePs) 8 ry
Den a ate 5 ts
gene Thetis ja] 3S *
‘eng Gain Si) bos
YikdSieagh (a) 9 26
ars [EN] 0 0
Flexural stiffness was measured with a GolfSmith™ Fre
quency Analyzer and the frequency was comverted 0 a
FlexRating (sill, X-extra sti). The torque values were
determined using a GolfSmith™ Torque Arm with 1 16
torque 2” fom the tip end ofthe shaft, The data are summa-
‘ized Table 4and indicate that significant improvement ia
the torque values canbe obtined by replacing some fraction
ofthe original weight of a graphite shat with an electrode
posited costing, while maintaining the overall otal weight.
Professional yolfers also teste these gol clubs. The eel
bockreceived suggested tha the clubs made according to this
invention exhibited a superior feel when compated to con-
ventional graphite or steel shafts. Furthermore, the fine~
tained costed graphite shafls performed unlike either con-
‘ventional graphite or steel shafs. Compared to graphite the
ball uajectory was reported to more coasisent, as expected
from te significantly improved torque value measurements
ABLE 4
‘Soomarinna Gol Sh Pores,
Gupkie Fine Coase
sie ‘Shit _Gninol Grint
CGnphae Sak Wegh Belew —=wBS TLE TL
Cosh
Delton Ref Coating x os 8
“are ale Cong oe
aug weit (a, Na 2 200
Taleo BS ONS is
‘Tague Aer Cotig eee
US 7,553,553 B2
19
Similar performance benefits are achieved when he coated
anicles were fishing ods, hockey sticks, baseball als, tennis
racquets, bicycle frames and the like as well as automotive,
aerospace and other industrial components
Example 3
Ni Coated Graphite Epoxy Golf Shaft—$-90% Ni
Example 2 illustrates the benefit of relatively thi, fine- 10
grained metalic coatings with a thickness of >25 um and a
Fine-grained metal content of about 22% of the total weight
‘To investigate the effet of futher increasing metal content,
haybrid graphite epoxy/metl golf shafis were prepared and
cbaroctrized. True Temper Prolaunch®™ (A-Flex) driver
‘uaphite epoxy shafts were mechanically abraded using
Scotch-Brite to an average surface roughness of Ra-1.7 um
and subsequently coated with fine-grained metallic nickel
layers of varying weighs. The process and the characteriza
tion techniques employed are described in Example 2, Table
5 shows the torsional stillness at a function of the meal
content of graphite/metal composite golf shats, ‘The data
reveal thatthe torsional stifles per uit weight ofthe article
containing a metalic coating representing 5% of the total
‘weight i improved by atleast about St when compared to 2
the torsional stillness ofthe same article nt containing the
‘metallic coating Further improvements in the torsional silf-
ress are obtained when the relative metal content of the
haybrd shafts frther increased at arateof appeoximatelyone
percent improvement in torsional siTness per percent rela
tive metal content.
“The torque and defletion data indicate that a significant
performance improvement can be obiined by increasing the
‘relative metal weight of the composite graphite epaxy/metal
shafls. Graphite!metal compesite gol shafts incorporating a
‘metallic coating representing atleast 5%, preferably more
than 108% and even more preferably more than 20% ofthe
total weigh provide a substantial iiprovement over the per-
formance of uncoated graphite shafts
Similar performance benefis were achieved when the
coated anicles were fshingrods, hockey sticks, baseball ats,
Lacrosse sticks, tennis racquets, biycle frames andthe ikea
well as automotive, aerospace snd other industrial pars
x“
TABLES G
uve Changes Ton
Met Coste fight Shah Sif per Une Weigh
(eight 94 NaF] perdegreikg) “
3 3
5 3
Bxample 4 a
row Shafi NiFe on GraphiteEpoxy—Brash
Plating
(Over time a numberof articles inching archery arrows,
baseball bts, hockey and Lacrosse stick, bowling pins pro
grossed from being made out of Wood ta aluminum. Spec
s
20
cally to €g, amows, aluminum arows are about 25% lighter
than cedar wood arrows but with repeated use aluminum.
mows tendo bend causing inconsistent trajectories and hss
in accuracy. More recently. graphite composite artows
appeared, made from carbon fiberspolyvigl or polyester
resins, Graphite composite arrows are lighter an tougher
than slumium and they do not bend when striking hard
objet. The lighter weightalso lads to increased sped resit-
{ng in delivering higher kinetic energy’ on impacting the tar-
se. Sateo thea graphite eomposite arms, however, also
hhavea numberof imitations. They tend to oseillate along the
shu, which causes inaccuracies in ight and reduced pen-
tration afer hing game. Due to the raivly limited
“spine weight” and their low stiffness, it is dificlt to use
‘bem with Bows with more than $0 Tb draw weight. Purher-
‘more, upon penetrating the target the lietion generated heats
up the tp section ofthe shaft oa temperature of over 150+
200°C, which is significantly above the maximum tempera-
ture the grophit ferepoxy resin composite i able to with-
stand, resulting in degradation of the graphite fiberiepoxy
resin composite shaf, deterioration of its performance and
‘imately fre ofthe sha
‘To demonstrate the performance of composites made of
fine-grained metallic materials with polymers selected 30"
mows were used including 4" outer diameter sraphite-2p-
onyifiberlass arows and Ye" outer diameter Alumina
cored srapite-eponyfiberlass arrows. To improve the shat
performance and reduce the impact damage the test shafts
‘were reinforced with an outer layer thickness: 4 mils) of
fine-grained Ni-20Fe alloy around the tip section after
mechanically abrating the surtace to be plated with Scorch
Brite to an average surface roughness of Ra-O 6 ym. The
reinforcement layers extended par ofthe way (eg. 4") o all.
the way up the length of the base shat making the shat more
resistant to impacts an thus inereasing its drab
The brosh plating procedure described in U.S. Ser. No.
10/516,300 was flowed for coating arow shafts with fine-
asad Ni-20Fe with an averoge grain size of 20 nm wsing
selective plating unit supplied by Sifeo Selective Plating
(wwwbrusiplaingcom). A DC. power supply was
employed. Standard subsrate cleaning and activation proce-
dures provided by ifeo Selective Plating were used. Afterthe
portion ofthe shaft be plated ws abraded and metalized
by silver spraying, a fine-grained Ni-20Fe layer was pated
onto the outside casing from the baseto between about balf'o
the entre overall length by mounting the sha in rotator
‘wich also provide forthe electrical contact tothe metal-
lized layer graphite anode brush wrapped in suitable
absorber was brought into contact withthe rotating araw 10
deposit the fine-grained! Ni-20Fe layer (averaae grain size 20
1m). The eleewolyte was & modified Watt's bath foe nickel.
containing 300 g/ nickel slate 45 pl ickel chloride 45 gil
boric acid (HB0;), 2 saccharin and 3 mil NPA-O1, To
form the desired n-Ni20Fe alloy 12 a FeCl, 0, 81 gl
FeSO, 7H,0 and gl Na-Citrate were added to the modified
‘itis, Standard levelers and brighteners were employed
‘The -Ni20Fe was deposited using DC (100% duty eye at.
current density of 100 mAVem® and 6 C.
Test samples wer prepared with the fine-grained Ni20Fe
coating representing between Sand 50% ofthe total arrow
‘weigh. The haf were ite with field tips, nek and sit.
able vanes and submited to tests using a compound bo with
a draw weight of 60 Ib, Overall the amows containing the
fine-grained metallic coating consistently outperformed the
coated arrows, Samples witha fine-rained metal layer of
at least 5% of the total weight of the aow displayed a
performance superior to that of conventional graphite fiber!
US 7,553,
a
epoxy and aluminum arrow shafts. Reinforeng the arrow
shaft in the tp section (2° to 8") with a 0.001"-0.008" thick
‘fine-grained coating proved particularly beneficial.
Example S s
Polymer Ammunition Casings; NiFe on Glass-Filled
Nylon
Ammusition containing plastic components including
polymer cartidge casings are kaowabuttodatebavenot been
produced economically in commercial quantities with
‘acceptable safety and consistent ballistic characteristics,
Lightweight, polymer-cased ammunition utilizing standard
projectiles, primers, and propellants have the potential t0
significantly educe the weight of ammunition, Deficiencies
encountered to date include:
the possibility exists that the projectile ean be pushed into
the cartridge casing or fall ut:
‘moisture uptake and sang problems can occur filing to
keep the propellant dy
‘ poor fit ia the chamber can cause problems with incon-
‘stat projectile accuracy de to the variation ia the as
pressure during firings
during the residence time ofthe caatrige inthe weapon >
(affer chambering and before firing) the cartridges can
be exposed fr some time o high temperatures of up to
200 oF even 300° C., eg, in automatic weapons which
an degrade the polymer.
‘when fired plastic casings can pormanently deform or ro
Vide insuicient elastic spring back causing dificulies
during extraction;
portions ofthe polymer eartridge casing can break off or
lisategrate upon fring
problems can be encountered with ease ad eliabibty of
spent polymer cartridge extraction reqiting a metal
base ofa metal inser:
{jamming in automate weapons can occur particularly dar
ing ejection ofthe casings
insulfcient lubricity of the casing fils to ensure reliable
extroction and jection; and
‘excessive cost ca be incurred due to complex designs and
‘manfactring processes required,
‘To demonstrate the performance of composites made of
fine-grained metallic materials with polymers 61mm (0.223 4s
caliber) polymer ammunition casings made of ZytelR,atype
66 polyamide containing 40% glass filler, were sedand were
reinforced with a fine-grained metallic layer. Prior to plating,
the outside diameter ofthe casing obe plated was reduced to
accommodate 0.001" to 0.010" thick coatings without chang
ing the outer diameter. The average surlace roughness was
determined to he Ra~O5 un, No adjustments were made to
the inner diameter ofthe casing in ease the inside surface was
plated. The electrolyte deseribed in Example 4 vas used for
coatingallthepolymerammunition casings with fine-grained
1Ni-20Fe with an average grin size of 20 um. Inco Ni “R™
rounds and electrolytic ion chips were used as anode mate
rial in typical tank plating setup. The portion of the easing
‘ot to be plated was masked off and the area to be plated
metallizad by silver spaying. The casing was mounted in
suitable holder and submersed iato the plating tank, The
fine-grained Ni-20Fe layer was plated onto the outside easing
fromthebaseto betwoen about halftothe entre overall length
whilethe casing wos oat inthe tanking DC 100% ty
cycle) at a current density of 100 mAVem™ at 60° C. Test 6
ampes were prepared with the fine rained Ni-20Fe coating
representing between S und 50% ofthe foal casing Weight
8
553 B2
2
‘Thecasings were fited with primers suitable powder charges,
‘and 35 grin FMI projectiles and submited to test firing in an
[M-16 weapon. The performance ofthe cartridges with respect
to chambering, eectng and aecuraey was monitored Spent
casings were examined with respect to their mechanical
integrity and signs of disintegration/racking. Cracks and
signs of polymer disintegration were observed frequently in
the uncoated casings. Depending oa the coating thickness
‘sed, cracks and disintegration ofthe polymer was observed
(Cracks inthe fine-grained coating were at times noted, to,
‘pica initiated inthe extractor groove, where the cating
Was the thinnest. Overall, the easings containing the fine
rained metalic coating consistently outperformed the
‘uncoated casings Samples witha fine-grained metal layer of
at least $9 of the total weight of the casing displayed a
performance equivalent o that of conventional bass casings.
‘The overall weight of the casings containing fine-grained
coatings displaying, acceptable overall performance was
reduced hy betvaen 10 and 75% when compared to brass
cartidges. Benefits in reliability and performance of the
‘metal-polymer hybrid casings were observe irespective of
‘whether the casing was coated on the outer surface the inner
surface o both, Reinforcing the easing acu the base as illus
trated in the sample shown in FIG. 2 proved particularly
beneficial
Example 6
Ni Coated ABS5.90% NiFe
Suitable materials for use in golf heads include thermo-
plastic elastomers including styrene co-polymers, co-polyes-
fers, polyurethanes, polyamides, olefins and voleanates. Suit-
able thermoset polymers include epoxides, polyimides and
polyester resins, In this experiment 2 | mm thick faceplate
‘made ofa platable ABS chemically etched using a suluric~
acidichromie-acid solution. The average surface roughness
‘was determined to be Ra-0.45 wm. After metalizing using
the chemical Ag-spray the coupons wer lating using a con-
ventional tank electroplating cell setup and employing the
‘Watts bath as described in Example 2 to deposit a 04 mm
thick layer of fae-grained nickel on one surface. The nickel-
layer surface was polished to a “miror finish” ultimately
using 1 um diamond paste. A sample containing a 04 ma
thick layer of conventional coarse-grined nickel was pre-
pared a described in Example 2. The two samples were
stitably mounted ona horizontal plate anda steel ball (3 mm.
ameter) was dropped from a height of 60 em onto the
samples. The rebound height was determined to be 2.9 mm
forthe conventional nickel layer, while the rebound height of
the fine-grained nickel sample was detemniaed tobe 28.8 an,
‘The rebound height off the fine-grained Ni-smple improved
bya factor of approximately 10, as expected based on the 10
fold improvement in resilience (Table 6),
TABLES
soli Contos,
This tention Por
(linea) sane ped)
renee Coning Tckoe fics) ry
‘ere Gras Sa “2s ”
RaioCasingThkeeeGnin Sie 16900 »
Depo te a] ‘s ik
Datyeyse 4) s 1
Degen Tepes.) w o
US 7,553,
23
‘TABLE 6-continued
pang Coins
Thitnemion eA
(Gear) four gies)
‘Ye Sten [MPs] om 76
Ress, MPa us on 0
‘Reound eile} 28 2»
Inpovenem inRetows Hei) °
Example 7
‘-Co—Ti02 Faceplates MMC on Polyurethane
A nanocrystalline Co—TiO, nanocomposite of 0.12 mm
average coating thickness was deposited onto a number of
polyurethane golf head faceplates oma mealfed Watts bath
for cobalt using a soluble anode made of electrolytic cobalt
pieses and a Dynstronix (Dynanet PDPR 20-30-100) pulse 2
power supply The electrolyte used comprised 300 gl cobalt.
sulfite, 45 gl cobalt chloride, 45 g/ boric acid, 2p saccharin
and 4 mill NPA-91. Suspended in the bath were 0-500 g/l
titania particles (<1 jm particle size) with the id of 012 gi
[iklad™ particle dispersant (McDermid Ine.). The eectro-
plating conditions and metalic layer properties used are sum
‘marized in Table 7, Prior to electroplating the polyurethane
substrate surface was mechanically abraded using Seotch-
rite wo an average surface roughaess of Ra-1.5 ys fal-
lowed by metallizing using commercial silver spaying,
A series of coated samples was produced using the modi
fied Watts bath with the addition of TO, panicles (particle
size <1 jm) ranging from 50 a 0 500 g/l. Table 8 ilusrates
8
the popes ofthe deposits °
TABLET,
Eesplang onion .
Dep prone PC @
Day eye ss
Deen Rae jt) *
‘es Conn These] a
‘wens Gain Si i) tons
uo Caine Tiss Sine 00 5
BLES
CTO, Mel as Como Pps. s
aio, Sie TO,
‘Cm Digest fo Fn Mi
certian Consent inept tare
samle “el ta “Tonk ohmnes) MNT gy
unio ry
ee cea oes ase
5 om 3 7 oR
ssn 8 6 oo ow 6
553 B2
4
Example 8
‘-NiP FacepltesBrush Plate, HT Prepare
Laminate Gluing Together with Adhesive
10410 cm wide, $0 hick sameryslline N-0.6P fils
(average grin size: 13m, 780VHN) were deposited ont a
polished Ti cathode immersed in a meted Wats bath for
nickel as describe in U.S. Ser.No. 10516300 (-WO20)
001100). soluble anode of Ni rounds contined in ta
ium wite basket was used. The ellosing plating conditions
‘were employed
Average current density: 150 mien
Day Cycle: 100%
Deposition Rate: 0.075 mavhe
Electrolyte temperature: 65°C
"eewust cvlation ate 0.15 liter per min and en* ea
ode area
The electrolyte used comprised 137 pl nickel slate, 36
nickel carbonate, / phosphorous acd and 2 soca
Fa. The cecieoplating conditions and metallic layer proper
ties used are summarized Table9, The fine grained N-0.6P
frils wore sobsoquentlyheat-teaed as indicated to fue
chance the mechanical properties by precipitation harden-
ing
‘\ aminate part was prepared by stacking an joining 10
Ieabteted N-O.6P fi samples estas at 400° C
‘sing an epony resin adhesive (3M™ Scoich-Weld™ Epoxy
“Adhzsve 1838 BIA: www3m.com) FIG. 3 shows 2 cos
Seetional view ofthe laninat. The laminae was eu 1 ize
foruseasa fice pla inser on a gol hb ead
TABLES
tmp Conus
Depeton Tepes) s
buy cys Pa uo
Dapein Rae a] 0
eng Cosig The: on) 50
sverige ri So) ‘ats
io Cea Tikes Ga Sze sas
ares (VEN) "a0
(ar 20m [VEN]
nde ee Tenet
(ar Ct pon 20°C hs) VEN
mo
Alteratvely, fine-grained metal and metaalloy fils can
be prepared by CVD or PVD, 0. using reo-to-rel system,
Similarly, cold spraying as described in U.S. Pat. No. 5,302,
414canbe used toe g. prepare fine-grained metal and metal~
alloy layers
Example 9
_NiFe Tape on Graphite poxy Resin Mountain
Bike Frame Tube
Using a drumplter nanoerystalline Ni-2SRe alloy foils
(average grain size 15 am, Hardness: 750 Vickers) were
0mm «Ste ——«SD ke
POABS+Stclbncite mm Mmm MOUS
Ser BC ABS Son 3mm tie Ta
Ser POABS wa Som 26mm = WSHe ADE
Example 11
requirements for this automotive application namely a deflec-
tion of less than 1" with a 250 Ib force applied and a first
natural frequency of above 30 Hz. Upon analysis, stiffening
by increasing te plastic thickness required to stiffen the part
‘went beyond the limitations of the blow molding process
‘used, To mee the silness requirements, formed ste! brack-
«etsserewed onto the backplate could be used bt increases the
cost and weight ofthe grille guard A0.001" (0.025 um) thick
lightweight, fine-grained Ni-20Fe coating was applied to
reinforce the pat aftr abrading the surface to becoated to an
average surface roughness of Ra-0.6 um, The addition ofthe
fine-grained metal layer to the polymer part substantially
increased the stiffness of the part and met the defection and
frequency performance required. The fine-grained Ni-20Fe
coating only added 153 grams of weight to the part keeping
itbelow the target weight of 50 Ibs. FIG. 6 shows the deflac-
tion of grille guard containing fine-grained metallic coating
‘ith 250IbFapplied atthe cross beam. The maximum deflec~
‘ion tolerated is 1" (25 mm) and the deflection encountered
‘with the par as illustrated is 246 mum, Similarly, with respect.
to the natural frequency the grille guard conning a fine-
arained metallic coating displayed a frequency of 30.3 Hz
‘which met the requirement ofthe target frequency of over 30
Te,
s
-NiFe Coated ABS Running Board
‘To demonstrate the henefis of polymer parts reinforced
‘with # nanostructured material, commercial stainless stel
aulomotive runing boards were sourced, Standanl 3.5" OD
PCIABS tubes were also obtained for plating to achieve a
structural shell with similar stiffness fo the ste) euning
board. After suitable activation (initially the substrate surface
‘was roughened with Scotch-Brite to enhance coating adhe
sion; ech tube was metalized using silver spray followed.
by a Cu pre-plte to reader it conductive enough for subse-
quent electrodeposition of the fine-grained material. The
entire outer surface was coated with a layer of n-Ni-20Fe
(average grain size 20 nm) as described in Example 5 to a
thickness of 0000". The average surface roughness Was var
fed between Ra-05 pm and Re-15.0 wm by changing the
abrasive media accordingly. After the application ofthe fine=
‘rane coating, the surface roughness decreased to between
about 1s and o the original value due tothe leveling effet
ofthe electrodeposited layer, Sections of the original metal
running board and nanocoated PC/ABS runing boards are
showin FIG. 7.
US 7,553,553 B2
27
‘Table 12 indicates tata 3.5" diameter PCIABS tube with
10.009" coating of -Ni20Fe (average grin size 20 am)
enhances the sifhes of the polymer part tobe equivalent to
the steel part yet yield a 43% weight savings.
ABLE 12
Rew of Sui Anais fr Nano Rune Ba
Pesan
JO4Suinss oglsw —_CIABS
Sette Shel fll 30% ae Fi
‘inate Bera 30 35 3s
“hss ‘ins oa ois
ess [] s a 1
(Nea)
Ebsieer 8:2 soot a
est ol ey
Ms 10 2
Fae Grud Caing NA pnidire
‘Ths = = oe
Desi (et) = = ts
Mode East = 18
(st
Exsiess[N- a 439
Mas] = = uN
FantedPodae 06S CABS CARS
‘Sel Sal 386 Gla Fl
‘a ‘ere
sisi [8a s aa S20
Mas kl 2 Ib 333
‘Nei Sng ve s
MASS Bl
‘The nanostructured coatings passed standard peel tests,
although it was observed thatthe coating adhesion improved
significantly with ineweasing the surface roughness of the
substrate before plating. Specifically a surface roughness of
the substrate in the Ra-0.25 im to Ra-S.0 ym range proved
particularly beneficial while not compromising the appeat-
‘ance, Selected parts were exposed toa variety of mechanical
tests, The results indicated that hybrid nanostructured metal
28
polymer running boards provided adequate durability and
Performance while reducing the weight by 40-50% wen
‘compared with, eg. stel runing boards
Similar performance benefits are achieved when substrates
5 including carboniepoxy, PTOs, polyamide, polypropylene
‘and wood were coated using the same approach.
Variations
“The foregoing deseription of the invention has been pre-
sented describing certain operable and prefered embod
‘mens. 1 is aot intended that the invention should be so
Timited since variations and modifications thereof will be
‘obvious to those skilled in thea al of which are within the
spirit and seope of the invention,
‘Wha is claimed is
1. Anarticle comprising:
(@)a permanent substate comprising a polymer material
with or without particulate addition, and
) a fine grained metalic Iyer having 2 gran size inthe
range of 2 10 5,000 nm, a thickness ranging fom 30
ricrons © 5 em, a modulus of resilience ranging from
(0.25 o 25 MPa; and
‘wherein a surface of sid polymer substrate is costed over at
least a portion thereof with the fine grained metallic layer or
an intemeiate conductive layer whieh is coated with said
Fine rained metalic layer and hasan average surface rough-
nessof 0.2510 25 micron over at east the portion whichis
coated.
2, An article aoording to claim 1, wherein said article
contains a layer intermediate () and (i selected from the
aroup of a metalic intermediate layer, a polymeric adhesive
intermediate layer and a conductive polymere intermediate
layer containing conductive particulates
'3. The ale of claim 1 which has a yield strength of at
leas 25 MPaanda bending stiliaess peruait weight improved
35 by a east 58% compared otha of the same article without a
fine grained metallic layer and an intermediate layer.
4. The article of claim 3 whichis a mold.
w
Vous aimerez peut-être aussi
- Shoe Dog: A Memoir by the Creator of NikeD'EverandShoe Dog: A Memoir by the Creator of NikeÉvaluation : 4.5 sur 5 étoiles4.5/5 (537)
- The Yellow House: A Memoir (2019 National Book Award Winner)D'EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Évaluation : 4 sur 5 étoiles4/5 (98)
- Advance Products & Systems v. CCI Piping SystemsDocument5 pagesAdvance Products & Systems v. CCI Piping SystemsPriorSmartPas encore d'évaluation
- Richmond v. Creative IndustriesDocument17 pagesRichmond v. Creative IndustriesPriorSmartPas encore d'évaluation
- VIA Technologies Et. Al. v. ASUS Computer International Et. Al.Document18 pagesVIA Technologies Et. Al. v. ASUS Computer International Et. Al.PriorSmartPas encore d'évaluation
- ATEN International v. Uniclass Technology Et. Al.Document14 pagesATEN International v. Uniclass Technology Et. Al.PriorSmartPas encore d'évaluation
- Perrie v. PerrieDocument18 pagesPerrie v. PerriePriorSmartPas encore d'évaluation
- Mcs Industries v. Hds TradingDocument5 pagesMcs Industries v. Hds TradingPriorSmartPas encore d'évaluation
- Dok Solution v. FKA Distributung Et. Al.Document99 pagesDok Solution v. FKA Distributung Et. Al.PriorSmartPas encore d'évaluation
- Multiplayer Network Innovations v. IgtDocument8 pagesMultiplayer Network Innovations v. IgtPriorSmartPas encore d'évaluation
- Shenzhen Liown Electronics v. Luminara Worldwide Et. Al.Document10 pagesShenzhen Liown Electronics v. Luminara Worldwide Et. Al.PriorSmartPas encore d'évaluation
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeD'EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeÉvaluation : 4 sur 5 étoiles4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingD'EverandThe Little Book of Hygge: Danish Secrets to Happy LivingÉvaluation : 3.5 sur 5 étoiles3.5/5 (400)
- Grit: The Power of Passion and PerseveranceD'EverandGrit: The Power of Passion and PerseveranceÉvaluation : 4 sur 5 étoiles4/5 (588)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureD'EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureÉvaluation : 4.5 sur 5 étoiles4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryD'EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryÉvaluation : 3.5 sur 5 étoiles3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceD'EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceÉvaluation : 4 sur 5 étoiles4/5 (895)
- Team of Rivals: The Political Genius of Abraham LincolnD'EverandTeam of Rivals: The Political Genius of Abraham LincolnÉvaluation : 4.5 sur 5 étoiles4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItD'EverandNever Split the Difference: Negotiating As If Your Life Depended On ItÉvaluation : 4.5 sur 5 étoiles4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerD'EverandThe Emperor of All Maladies: A Biography of CancerÉvaluation : 4.5 sur 5 étoiles4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaD'EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaÉvaluation : 4.5 sur 5 étoiles4.5/5 (266)
- On Fire: The (Burning) Case for a Green New DealD'EverandOn Fire: The (Burning) Case for a Green New DealÉvaluation : 4 sur 5 étoiles4/5 (74)
- The Unwinding: An Inner History of the New AmericaD'EverandThe Unwinding: An Inner History of the New AmericaÉvaluation : 4 sur 5 étoiles4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersD'EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersÉvaluation : 4.5 sur 5 étoiles4.5/5 (345)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyD'EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyÉvaluation : 3.5 sur 5 étoiles3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreD'EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreÉvaluation : 4 sur 5 étoiles4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)D'EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Évaluation : 4.5 sur 5 étoiles4.5/5 (121)
- Her Body and Other Parties: StoriesD'EverandHer Body and Other Parties: StoriesÉvaluation : 4 sur 5 étoiles4/5 (821)
- KDC19 Container Concept C Mk3a 17 10 19 Rev E Master S7 - ModelDocument1 pageKDC19 Container Concept C Mk3a 17 10 19 Rev E Master S7 - Modelعصام السامرائيPas encore d'évaluation
- Vaidehi Ipr 18010126071 Div ADocument12 pagesVaidehi Ipr 18010126071 Div AUjjwal AnandPas encore d'évaluation
- Case No.13 - Knitwaves, Inc. vs. Lollytogs, LTD., Inc.Document2 pagesCase No.13 - Knitwaves, Inc. vs. Lollytogs, LTD., Inc.juliPas encore d'évaluation
- Fij 5aDocument7 pagesFij 5aolim owletPas encore d'évaluation
- Registration and Protection of Trademarks: in IndiaDocument17 pagesRegistration and Protection of Trademarks: in Indiamanju umaPas encore d'évaluation
- Part 1 Mil-Legal, Ethical and Societal Issues and Information Part1Document60 pagesPart 1 Mil-Legal, Ethical and Societal Issues and Information Part1Aian Cortez86% (7)
- Jungheinrich Service Manual Program SH v4!37!02 En2 09 2023Document20 pagesJungheinrich Service Manual Program SH v4!37!02 En2 09 2023codysmith231084jsm100% (100)
- Parvatibai Jondhale Womens Law CollegeDocument18 pagesParvatibai Jondhale Womens Law CollegeRahul DholePas encore d'évaluation
- DissertationDocument15 pagesDissertationTruptiPas encore d'évaluation
- Examples of Registered Trade DressDocument84 pagesExamples of Registered Trade DressDaniel BallardPas encore d'évaluation
- Iso 7724-2-1984 ColorimetryDocument9 pagesIso 7724-2-1984 ColorimetryArof Rachman HakimPas encore d'évaluation
- Traumatic Realism The Demands of Holocaust RepresentationDocument16 pagesTraumatic Realism The Demands of Holocaust RepresentationabijosPas encore d'évaluation
- Sina Bulilit at KulilitDocument33 pagesSina Bulilit at KulilitHazel Penix Dela Cruz100% (1)
- Trade Marks Act, 1999Document104 pagesTrade Marks Act, 1999KRISHNA GANDHIPas encore d'évaluation
- Blincoe AngevinSocietyDocument663 pagesBlincoe AngevinSocietyzamindarPas encore d'évaluation
- Deeni Taleem001Document17 pagesDeeni Taleem001Ibrahim FarooqiPas encore d'évaluation
- Environmental Science: Nonrenewable Energy SourcesDocument16 pagesEnvironmental Science: Nonrenewable Energy SourcesKelly TranPas encore d'évaluation
- Vogue's New Book For Better SewingDocument171 pagesVogue's New Book For Better SewingMinh NguyenPas encore d'évaluation
- Exemptions of Prohibition of Anti-Competitive AgreementsDocument9 pagesExemptions of Prohibition of Anti-Competitive AgreementsSiddharthPas encore d'évaluation
- La Complementariedad en La ParejaDocument9 pagesLa Complementariedad en La ParejaAbraham MoralesPas encore d'évaluation
- Chambers and PartnersDocument13 pagesChambers and PartnersrashiPas encore d'évaluation
- Print Center - MusicnotesDocument7 pagesPrint Center - MusicnotesJose RuanoPas encore d'évaluation
- CalculusDocument47 pagesCalculus邱俊祥Pas encore d'évaluation
- Manual of Patent Office PracticeDocument357 pagesManual of Patent Office PracticeAJW1976Pas encore d'évaluation
- Intellectual Prperty RightsDocument38 pagesIntellectual Prperty RightsAbhilash KlosePas encore d'évaluation
- Aparato Respiratorio 2° ParteDocument20 pagesAparato Respiratorio 2° ParteAngel GarciaPas encore d'évaluation
- Velez de Cea - Emptiness in The Pali Suttas and Nagarjunas OrthodoxyDocument23 pagesVelez de Cea - Emptiness in The Pali Suttas and Nagarjunas OrthodoxyLucy CostaPas encore d'évaluation
- Spectrum Diversified Designs v. Harman - ComplaintDocument57 pagesSpectrum Diversified Designs v. Harman - ComplaintSarah BursteinPas encore d'évaluation
- Die BoodskapDocument232 pagesDie BoodskapGeovanaPas encore d'évaluation
- WhyWeSing KirkFranklin 1Document9 pagesWhyWeSing KirkFranklin 1NataliePas encore d'évaluation