Académique Documents
Professionnel Documents
Culture Documents
Practicas Soldadura
Transféré par
Eric SanchezTitre original
Copyright
Formats disponibles
Partager ce document
Partager ou intégrer le document
Avez-vous trouvé ce document utile ?
Ce contenu est-il inapproprié ?
Signaler ce documentDroits d'auteur :
Formats disponibles
Practicas Soldadura
Transféré par
Eric SanchezDroits d'auteur :
Formats disponibles
CECyT. 1 G.V.V.
Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Practica No.1 RAYADO
Unidad 1, RAP Involucrado maneje los diferentes equipos de soldadura por arco
eléctrico para la unión de metales ferrosos y no ferrosos
Objetivo de la práctica: Que el estudiante, identifique, describa y siga
procedimientos para el uso de equipo de protección y utilización de los elementos
de una maquina de soldar por arco eléctrico, con electrodo revestido, conforme a
norma.
Introducción
Los riesgos de aplicar soldadura de arco eléctrico con electrodo revestido, emiten
una gran cantidad de radiación y luz muy brillante, los rayos producidos son
infrarrojos y ultravioleta, los ojos deben ser protegidos correctamente; así como la
piel expuesta a la radiación, ya que esta exposición puede producir consecuencias
importantes.
Si sufre una exposición puede aplicar compresas limpias y frías durante 5 o 10
minutos y llame al doctor.
De igual manera el humo y los gases pueden ser nocivos para la salud, debe
habituarse a retirar la cabeza de la columna de humo y los gases que produce el
arco, y prender los ventiladores del área de trabajo para mayor seguridad.
Debe mantener el área de trabajo limpia y despejada evitando que el chisporroteo
y las salpicaduras producidas por el arco realicen un incendio.
Procúrese un bote limpio para deshacerse de las colillas de electrodos sobrantes.
Procedimiento
1.- Colóquese el peto, las perneras, las polainas, los guantes y la careta antes de
entrar a la cabina de trabajo.
2.- Coloque la placa, solera o material en el que vaya a practicar el rayado sobre la
mesa de trabajo , las cuales deben encontrarse totalmente secas, libres de grasa,
aceite u otro liquido flamable que pueda ocasionar un percance.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 1
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
3.- Con los guantes (que deben encontrarse completamente secos) ya puestos
coloque el electrodo al portaelectrodos o maneral, lo que evitara un choque
eléctrico si la fuente de poder se encuentra energizada, jamás cambie el electrodo
colocándolo debajo de brazo, apague la maquina y cámbielo, ya que si su cuerpo
produce sudor humedeciendo su ropa esto lo convierte en un perfecto conductor
eléctrico, de igual manera nunca enfrié el electrodo con agua porque puede sufrir
una descarga, o descomponer el aislamiento del instrumento.
4.- Cubra sus ojos con la careta e inicie a dar pequeños golpes o trate de rayar la
pieza de práctica para producir el arco eléctrico.
5.- En cuanto produzca el arco intente realizar girando la muñeca diferentes
acciones sobre la placa de trabajo y así sucesivamente hasta que domine el uso
del maneral y la forma de producir el arco y desplazarlo sobre las placas de
trabajo.
6.- Presente su trabajo al guía para supervisión y/o corrección de procedimiento.
Materiales a utilizar
Careta, peto, perneras, polainas, guantes, piqueta, cepillo de alambre, solera de
3/8” X 3” en diferentes tamaños, electrodos E6013, planta de soldar, con sus
respectivos componentes.
Desarrollo de la práctica.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 2
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Esquematización de la práctica.
Conclusiones. Investigar características del procedimiento.
Bibliografía.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 3
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Practica No.2 POR PUNTOS
Unidad 1, RAP Involucrado maneje los diferentes equipos de soldadura por arco
eléctrico para la unión de metales ferrosos y no ferrosos
Objetivo de la práctica: Que el estudiante, practique el procedimiento de
producción de punteado por medio de una maquina de soldar por arco eléctrico,
con electrodo revestido, utilizando el equipo de protección adecuado.
Introducción
La potencia y la entrada de calor dependen de los parámetros del arco. Todo
aquello que afecte la corriente y la tensión provoca un cambio en la potencia.
Generalmente se considera que una modificación del 10% en la corriente o del 7%
en la tensión representan un cambio esencial. Si modificamos el diámetro del
electrodo los modificamos y por lo tanto la longitud del arco.
Los fundentes y los gases de protección determinan el funcionamiento del arco,
que a su vez hace variar la tensión y la corriente, es por consiguiente motivo por el
cual se debe reconsiderar cualquier variación de los materiales a trabajar para no
provocar variables críticas, y dado que la distribución y el flujo de calor dependen
de la masa del objeto que se esté soldando, el metal delgado se calienta más
rápido que el metal grueso, como también los cambios en la aleación pueden
afectar la conductividad térmica.
Procedimiento
1.- Colóquese el peto, las perneras, las polainas, los guantes y la careta antes de
entrar a la cabina de trabajo.
2.- Coloque la placa, solera o material en el que vaya a practicar el punto sobre la
esquina derecha de la mesa de trabajo , las cuales deben encontrarse totalmente
secas, libres de grasa, aceite u otro liquido flamable que pueda ocasionar un
percance.
3.- Sostenga el electrodo en un ángulo aproximado de 30° con respecto a la
perpendicular alrededor de una pulgada por encima del borde izquierdo de la
placa.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 4
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
4.- Cubra sus ojos con la careta e inicie a dar pequeños golpes o trate de rayar la
pieza de práctica para producir el arco eléctrico, colocando el electrodo
aproximadamente de 3 o 5 mm es decir aproximadamente el núcleo del alambre
del electrodo con respecto a la placa acción que ya práctico en la primera sesión.
5.- Adopte una postura cómoda, no apriete demasiado el portaelectrodo ya que lo
cansara encienda el arco del lado izquierdo de la placa inclinando un poco hacia la
derecha el electrodo, el electrodo debe apuntar hacia el charco con un ángulo de
10 o 15° con respecto a la vertical, siendo este el ángulo de empuje o arrastre.
6.- En cuanto produzca el arco intente realizar girando la muñeca un punto sobre
la placa de trabajo y así sucesivamente hasta que domine la actividad de
punteado el aporte de material no debe ser excesivo ya que esto le producirá
chipotes y no puntos, el electrodo se funde cada vez que se enciende, por lo tanto
hay que ir compensando la distancia para que no desaparezca el arco.
7.- Se debe elegir un punto de trabajo y tratar de formar el arco en el lugar elegido.
8.- Golpee con la piqueta sus puntos y limpie con el cepillo de alambre para evitar
puntos porosos.
9.- Presente su trabajo al guía para supervisión y/o corrección de procedimiento.
Materiales a utilizar
Careta, peto, perneras, polainas, guantes, piqueta, cepillo de alambre, solera de
3/8” X 3” en diferentes tamaños, electrodos E6013, planta de soldar, con sus
respectivos componentes.
Desarrollo de la práctica.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 5
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Esquematización de la práctica.
Conclusiones. Investigar características del procedimiento.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 6
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Bibliografía.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 7
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Practica No.3 CORDON CIRCULAR
Unidad 1, RAP Involucrado maneje los diferentes equipos de soldadura por arco
eléctrico para la unión de metales ferrosos y no ferrosos
Objetivo de la práctica: Que el estudiante, practique el procedimiento de
producción de cordones circulares por medio de una maquina de soldar por arco
eléctrico, con electrodo revestido, utilizando el equipo de protección adecuado.
Introducción
La soldadura comienza con un charco de metal fundido, a la cual se le llama zona
de la soldadura ó área calentada por el arco o la flama, dicha zona actúa como un
crisol en donde el metal de la placa y el metal de aporte se mezclan, este charco
debe producirse de forma uniforme y en forma de recorrido para poder realizar
cordones, procurando mantener una distancia de aproximadamente el 50% del
diámetro entre punto y punto para producir cordones circulares, de esta forma
debe tener en cuenta que el agua y la humedad son las principales fallas en la
soldadura, ya que el hidrogeno que contiene el agua no se mezcla con la
soldadura llegando a los límites de los granos del metal y se abre paso después
para salir de la soldadura dejando que se acumulen esfuerzos en ciertos puntos
que producen grietas y otros defectos en ella.
Las piezas que se trabajan deben estar libres de aceite, grasa, aceite, pintura y
polvo del aire ya que cualquiera de estos elementos se mezcla con el charco
contaminándolo y formando compuestos químicos extraños que disminuyen la
resistencia de la soldadura ya que penetran en los límites de grano, contribuyendo
a la propagación de fisuras que debilitaran la estructura soldada.
Procedimiento
1.- Colóquese el peto, las perneras, las polainas, los guantes y la careta antes de
entrar a la cabina de trabajo.
2.- Coloque la placa, solera o material en el que vaya a practicar el cordón sobre la
esquina derecha de la mesa de trabajo de preferencia fíjelas con una mordaza, las
cuales deben encontrarse totalmente secas, libres de grasa, aceite u otro liquido
flamable que pueda ocasionar un percance.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 8
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
3.- Con los guantes (que deben encontrarse completamente secos) ya puestos
coloque el electrodo al portaelectrodos o maneral, lo que evitara un choque
eléctrico si la fuente de poder se encuentra energizada, jamás cambie el electrodo
colocándolo debajo de brazo, apague la maquina y cámbielo, ya que si su cuerpo
produce sudor humedeciendo su ropa esto lo convierte en un perfecto conductor
eléctrico, de igual manera nunca enfrié el electrodo con agua porque puede sufrir
una descarga, o descomponer el aislamiento del instrumento.
4.- Cubra sus ojos con la careta e inicie a dar pequeños golpes o trate de rayar la
pieza de práctica para producir el arco eléctrico, acción que ya práctico en la
primera sesión.
5.- En cuanto produzca el arco intente realizar girando la muñeca un punto sobre
la placa de trabajo y otro aproximadamente a la mitad del primero así
sucesivamente hasta que domine la realización de un cordón circular esto debe
simular la acción de la escritura lo que le permitirá que el aporte de material no
sea excesivo y no producirá hoyos en su cordón , tampoco se sobrecalentara ni
se dejaran aportes pobres lo que le provocaría derrames defectuosos, procure ir
dominando el peso del maneral y la forma de producir el arco y desplazarlo
secuencialmente sobre las placas de trabajo produciendo cordones regulares.
6.- Una vez que se enfrié su cordón golpéelo con la piqueta y límpielo con el
cepillo de alambre para evitar porosidad en su cordón.
7.- Presente su trabajo al guía para supervisión y/o corrección de procedimiento.
Materiales a utilizar
Careta, peto, perneras, polainas, guantes, piqueta, cepillo de alambre, solera de
3/8” X 3” en diferentes tamaños, electrodos E6013, planta de soldar, con sus
respectivos componentes.
Desarrollo de la práctica.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 9
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Esquematización de la práctica.
Conclusiones. Investigar características del procedimiento.
Bibliografía.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 10
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Practica No.4 CORDON MEDIA LUNA
Unidad 1, RAP Involucrado maneje los diferentes equipos de soldadura por arco
eléctrico para la unión de metales ferrosos y no ferrosos
Objetivo de la práctica: Que el estudiante, practique el procedimiento de
producción de cordón media luna por medio de una maquina de soldar por arco
eléctrico, con electrodo revestido, utilizando el equipo de protección adecuado.
Introducción
La soldadura comienza con un charco de metal fundido, a la cual se le llama zona
de la soldadura ó área calentada por el arco o la flama, dicha zona actúa como un
crisol en donde el metal de la placa y el metal de aporte se mezclan, este charco
debe producirse de forma uniforme y en forma de recorrido para poder realizar
cordones, procurando mantener una distancia de aproximadamente el 25% del
diámetro entre punto y punto para producir cordones media luna, de esta forma
debe tener en cuenta que el metal que se funde al soldar es una mezcla compleja
de materiales, los cuales si los observamos a través de un microscopio, está
formado por pequeños elementos llamados granos, los cuales son parecidos a las
piedras unidas con cemento que produce una pared, lo cual quiere decir que los
granos se presentaran en diferentes tamaños y formas, las cuales reciben
nombres particulares, las cuales dependiendo de su forma determinan la
resistencia de la soldadura y otros factores.
Las piezas que se trabajan deben estar libres de aceite, grasa, aceite, pintura y
polvo del aire ya que cualquiera de estos elementos se mezcla con el charco
contaminándolo y formando compuestos químicos extraños que disminuyen la
resistencia de la soldadura ya que penetran en los límites de grano, contribuyendo
a la propagación de fisuras que debilitaran la estructura soldada.
Procedimiento
1.- Colóquese el peto, las perneras, las polainas, los guantes y la careta antes de
entrar a la cabina de trabajo.
2.- Coloque la placa, solera o material en el que vaya a practicar el cordón sobre la
esquina derecha de la mesa de trabajo de preferencia con una mordaza , las
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 11
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
cuales deben encontrarse totalmente secas, libres de grasa, aceite u otro liquido
flamable que pueda ocasionar un percance.
3.- Con los guantes (que deben encontrarse completamente secos) ya puestos
coloque el electrodo al portaelectrodos o maneral, lo que evitara un choque
eléctrico si la fuente de poder se encuentra energizada, jamás cambie el electrodo
colocándolo debajo de brazo, apague la maquina y cámbielo, ya que si su cuerpo
produce sudor humedeciendo su ropa esto lo convierte en un perfecto conductor
eléctrico, de igual manera nunca enfrié el electrodo con agua porque puede sufrir
una descarga, o descomponer el aislamiento del instrumento.
4.- Cubra sus ojos con la careta e inicie a dar pequeños golpes o trate de rayar la
pieza de práctica para producir el arco eléctrico, acción que ya práctico en la
primera sesión.
5.- En cuanto produzca el arco intente realizar girando la muñeca un punto sobre
la placa de trabajo y otro aproximadamente a una cuarta parte del primero así
sucesivamente hasta que domine la realización de un cordón media luna el aporte
de material no debe ser excesivo ya que esto le producirá hoyos en su cordón
media luna , tampoco se sobrecalentara ni se dejaran aportes pobres lo que le
provocaría derrames defectuosos, procure ir dominando el peso del maneral y la
forma de producir el arco y desplazarlo secuencialmente sobre las placas de
trabajo produciendo cordones media luna regulares.
6.- Una vez que se enfrié su cordón golpéelo con la piqueta y límpielo con el
cepillo de alambre para evitar porosidad en su cordón.
7.- Presente su trabajo al guía para supervisión y/o corrección de procedimiento.
Materiales a utilizar
Careta, peto, perneras, polainas, guantes, piqueta, cepillo de alambre, solera de
3/8” X 3” en diferentes tamaños, electrodos E6013, planta de soldar, con sus
respectivos componentes.
Desarrollo de la práctica.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 12
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Esquematización de la práctica.
Conclusiones. Investigar características del procedimiento.
Bibliografía.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 13
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Practica No.5 CORDON ZIG-ZAG
Unidad 1, RAP Involucrado maneje los diferentes equipos de soldadura por arco
eléctrico para la unión de metales ferrosos y no ferrosos
Objetivo de la práctica: Que el estudiante, practique el procedimiento de
producción de cordón zigzag por medio de una maquina de soldar por arco
eléctrico, con electrodo revestido, utilizando el equipo de protección adecuado.
Introducción
Cuando los metales se unen a causa del calor de la soldadura, se modifica su
estructura, por eso es importante conocer los efectos del calentamiento sobre el
metal y la forma de controlarlo. Al estar producidos los metales a partir de
minerales algunas de las propiedades de estos mejoran las propiedades
generales para utilizarlos en ingeniería. Haciéndolo más blando o más duro, más
resistente o más débil, más dúctil o quebradizo, por lo tanto dependiendo de estas
características es importante saber seleccionar el la varilla de aporte o electrodo
adecuado para una soldadura efectiva. Es muy importante saber identificar las
propiedades mecánicas del material tales como los esfuerzos unitarios,
deformación, resistencia a la tracción, límite de cedencia, ductilidad, maleabilidad,
fragilidad, elasticidad, dureza y tenacidad y las respectivas pruebas de
identificación de las mismas ya que esos factores son determinantes a la hora de
seleccionar el proceso de soldadura.
Con la práctica y la experiencia se llega muchas veces a ser capaz de identificar
un metal por su color, apariencia, forma o por el uso que se le va a dar, Algunas
piezas fundidas, como las carcasas para bomba, etc., tienen marcas de moldes,
las vigas y apoyos estructurales se reconocen por la forma de sus secciones
transversales y porque están hechos de acero laminado en caliente y por lo tanto
es gris obscuro cubierto de un óxido, no así el laminado en frío que tiene un color
más brillante no está cubierto de óxido, su superficie es lisa y las orillas son
cuadradas.
Otros metales como el aluminio, el estaño, el cobre y el acero inoxidable tienen
colores característicos apreciables al limpiarlos.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 14
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Procedimiento
1.- Colóquese el peto, las perneras, las polainas, los guantes y la careta antes de
entrar a la cabina de trabajo.
2.- Coloque la placa, solera o material en el que vaya a practicar el cordón sobre la
mesa de trabajo , las cuales deben encontrarse totalmente secas, libres de grasa,
aceite u otro liquido flamable que pueda ocasionar un percance.
3.- Con los guantes (que deben encontrarse completamente secos) ya puestos
coloque el electrodo al portaelectrodos o maneral, lo que evitara un choque
eléctrico si la fuente de poder se encuentra energizada, jamás cambie el electrodo
colocándolo debajo de brazo, apague la maquina y cámbielo, ya que si su cuerpo
produce sudor humedeciendo su ropa esto lo convierte en un perfecto conductor
eléctrico, de igual manera nunca enfrié el electrodo con agua porque puede sufrir
una descarga, o descomponer el aislamiento del instrumento.
4.- Cubra sus ojos con la careta e inicie a dar pequeños golpes o trate de rayar la
pieza de práctica para producir el arco eléctrico, acción que ya práctico en la
primera sesión.
5.- En cuanto produzca el arco intente realizar girando la muñeca un cordón sobre
la placa de trabajo desplazándolo en zigzag así sucesivamente hasta que domine
la realización de un zigzag el aporte de material no debe ser excesivo ya que esto
le producirá hoyos en su cordón , tampoco se sobrecalentara ni se dejaran aportes
pobres lo que le provocaría derrames defectuosos, procure ir dominando el peso
del maneral y la forma de producir el arco y desplazarlo secuencialmente sobre
las placas de trabajo produciendo cordones regulares.
6.- Una vez que se enfrié su cordón golpéelo con la piqueta y límpielo con el
cepillo de alambre para evitar porosidad en su cordón.
7.- Presente su trabajo al guía para supervisión y/o corrección de procedimiento.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 15
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Materiales a utilizar
Careta, peto, perneras, polainas, guantes, piqueta, cepillo de alambre, solera de
3/8” X 3” en diferentes tamaños, electrodos E6013, planta de soldar, con sus
respectivos componentes.
Desarrollo de la práctica.
Esquematización de la práctica.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 16
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Conclusiones. Investigar características del procedimiento.
Bibliografía.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 17
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Practica No.6 UNION A TOPE
Unidad 1, RAP Involucrado maneje los diferentes equipos de soldadura por arco
eléctrico para la unión de metales ferrosos y no ferrosos
Objetivo de la práctica: Que el estudiante, practique el procedimiento de
producción de unión a tope por medio de una maquina de soldar por arco
eléctrico, con electrodo revestido, utilizando el equipo de protección adecuado.
Introducción
El término configuración se refiere a la forma de un objeto o la disposición de las
partes que componen un cuerpo. En soldadura, la configuración de una unión es
su forma o la manera como están colocadas sus partes. Existen cinco tipos de
uniones básicas para placas: la unión a tope, la unión en traslape, la unión en T, la
unión en ángulo y la unión de borde.
Todas las uniones de placa se pueden llevar a cabo con soldadura de cordón, con
soldadura de ranura o con soldadura de filete, sin embargo las laminas planas y
las placas también se pueden unir por medio de la soldadura de tapón o de
ranura.
Cuando dos piezas metálicas se juntan para formar una unión, los espacios que
quedan entre ellas dependerán de la preparación que se haya hecho a los bordes.
Los cortes chuecos, los bordes mellados y las variaciones de espesor, son todos
factores negativos para una unión.
Las orillas deben ser derechas, uniformes, limpias y lisas. De otra manera, la
separación en el fondo de la unión será variable, lo cual puede provocar que la
penetración no sea pareja y la unión quede falsa.
Las piezas que se trabajan deben estar libres de aceite, grasa, aceite, pintura y
polvo del aire ya que cualquiera de estos elementos se mezcla con el charco
contaminándolo y formando compuestos químicos extraños que disminuyen la
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 18
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
resistencia de la soldadura ya que penetran en los límites de grano, contribuyendo
a la propagación de fisuras que debilitaran la estructura soldada.
Procedimiento
1.- Colóquese el peto, las perneras, las polainas, los guantes y la careta antes de
entrar a la cabina de trabajo, prepare su maneral y la varilla.
2.- Coloque las dos placas perfectamente preparadas para la unión, las cuales
deben encontrarse totalmente secas, libres de grasa, aceite u otro liquido flamable
que pueda ocasionar un percance.
3.- Realice dos puntos uno en cada extremo de la unión, si los puntos están bien
colocados tenga la seguridad de que su unión no cambiara de forma en el
momento de ser soldada, ya que cualquier factor que modifique la forma de unión
afectara la penetración, los puntos actuaran como grapas que alinearan las orillas
de la placa, lo cual permitirá la soldadura final, una vez realizado esto a partir de
uno de los dos puntos el que más le facilite su operación desplace la soldadura en
forma de cordón (circular, media luna) hasta que una ambas placas.
4.- Una vez que se enfrié la unión realizada y limpie su unión, voltee la pieza y
practique un cordón en la otra cara de las piezas soldadas para reforzar su unión.
5.- No olvide limpiar ambas caras de su unión para evitar porosidades en la
misma, recuerde que no debe enfriar su material al agua dado que esto provocaría
el temple y cambiaria la estructura molecular de la misma.
6.- Presente su trabajo al guía para supervisión y/o corrección de procedimiento.
Materiales a utilizar
Careta, peto, perneras, polainas, guantes, piqueta, cepillo de alambre, solera
preparada para unión a tope de tramos de solera de 3” X 3” y ½” de espesor,
electrodos E6013, planta de soldar, con sus respectivos componentes.
Desarrollo de la práctica.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 19
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Esquematización de la práctica.
Conclusiones. Investigar características del procedimiento.
Bibliografía.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 20
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Practica No.7 UNION A TRASLAPE
Unidad 1, RAP Involucrado maneje los diferentes equipos de soldadura por arco
eléctrico para la unión de metales ferrosos y no ferrosos
Objetivo de la práctica: Que el estudiante, practique el procedimiento de
producción de unión a traslape por medio de una maquina de soldar por arco
eléctrico, con electrodo revestido, utilizando el equipo de protección adecuado.
Introducción
El diseño de las uniones es muy importante en la industria manufacturera,
especialmente cuando los costos son importantes, su bajo costo es razón principal
por la cual las uniones en traslape es muy utilizada, y hasta cierto punto es porque
requieren una preparación mínima.
La soldadura para traslape se considera que tiene dos patas que vienen a ser las
líneas que se encuentran perpendiculares entre sí para efectos de la unión , dos
contornos que serán el extremo que forma la placa de encima con su longitud
superior y la superficie de la placa de abajo, así como una raíz y un talón que se
encuentran en el vértice que se forma en la unión de las placas, la superficie de la
soldadura que se produce en este tipo de unión es conocido como cara, el cuello
de la soldadura es la distancia que existe entre la raíz o talón y la superficie de la
cara. Se considera que se produjo un cuello efectivo cuando la distancia entre la
raíz y la cara de la soldadura coincide con una línea que forma un ángulo de 45°
con respecto al contorno, o bien entre contorno y contorno.
Este tipo de análisis se realiza para determinar la resistencia de la soldadura.
Procedimiento
1.- Colóquese el peto, las perneras, las polainas, los guantes y la careta antes de
entrar a la cabina de trabajo, prepare su maneral y la varilla.
2.- Coloque las dos placas perfectamente preparadas para la unión a traslape,
las cuales deben encontrarse totalmente secas, libres de grasa, aceite u otro
liquido flamable que pueda ocasionar un percance.
3.- Realice dos puntos uno en cada extremo de la unión, si los puntos están bien
colocados tenga la seguridad de que su unión no cambiara de forma en el
momento de ser soldada, ya que cualquier factor que modifique la forma de unión
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 21
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
afectara la penetración, los puntos actuaran como grapas que alinearan las orillas
de la placa, lo cual permitirá la soldadura final, una vez realizado esto voltee la
pieza y suelde del lado contrario al que aplico los puntos desplace la soldadura en
forma de cordón (circular, media luna) hasta que una ambas placas.
4.- Una vez que se enfrié la unión realizada y limpie su unión, voltee la pieza y
practique un cordón en la otra cara de las piezas soldadas para reforzar su unión.
5.- No olvide limpiar ambas caras de su unión para evitar porosidades en la
misma, recuerde que no debe enfriar su material al agua dado que esto provocaría
el temple y cambiaria la estructura molecular de la misma.
6.- Presente su trabajo al guía para supervisión y/o corrección de procedimiento.
Materiales a utilizar
Careta, peto, perneras, polainas, guantes, piqueta, cepillo de alambre, solera
preparada para unión traslape de solera de 3” X 3” y 3/8” de espesor, electrodos
E6013, planta de soldar, con sus respectivos componentes.
Desarrollo de la práctica.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 22
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Esquematización de la práctica.
Conclusiones. Investigar características del procedimiento.
Bibliografía.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 23
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Practica No.8 UNIÓN EN T
Unidad 1, RAP Involucrado maneje los diferentes equipos de soldadura por arco
eléctrico para la unión de metales ferrosos y no ferrosos
Objetivo de la práctica: Que el estudiante, practique el procedimiento de
producción de unión en T por medio de una maquina de soldar por arco eléctrico,
con electrodo revestido, utilizando el equipo de protección adecuado.
Introducción
Los bordes para soldar se pueden cortar manual, mecánicamente o a soplete,
cuando las orillas de dos placas se juntan, se forma una ranura, dependiendo su
forma del trazo del borde, la preparación básica a las orillas puede ser desde la
más simple orilla recta o cuadrada, hasta el bise o chaflán que viene a ser una
preparación angular, lo cual puede dar la posibilidad de formar una pendiente
recta o curva este tipo de preparaciones se emplean para controlar el suministro
de calor , la penetración de la soldadura y la cantidad de material de aporte, es
importante determinar cual será la forma que se desea trabajar ya que una
combinación de una sola forma representa una soldadura económica y las
compuestas por dos formas diferentes nos aumentan el costo.
Siempre que el material este expuesto a una temperatura ambiente baja se debe
precalentar, al igual si ha estado expuesto a la intemperie o en días de invierno.
Procedimiento
1.- Colóquese el peto, las perneras, las polainas, los guantes y la careta antes de
entrar a la cabina de trabajo.
2.- Coloque la placa, solera o material en el que vaya a practicar el punto sobre la
mesa de trabajo , las cuales deben encontrarse totalmente secas, libres de grasa,
aceite u otro liquido flamable que pueda ocasionar un percance.
3.- En una unión en T, una de las placas se coloca perpendicularmente, es decir,
con un ángulo de 90° con respecto a la otra, por lo que su sección transversal
parece letra T.
4.- Es importante que las superficies de contacto ajusten bien ya que si las partes
no embonan adecuadamente y las orillas estar disparejas, será más difícil
soldarlas, si existe espacio entre las piezas este debe ser uniforme.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 24
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
5.- Hay que depositar puntos de soldadura de al menos una pulgada de longitud
en la placa vertical o perpendicular mientras se sostiene en el sitio adecuado en
cada extremo de uno de los lados de la unión.
6.- Una vez que se punteo se inicia a realizar el cordón de unión procurando un
ángulo de trabajo del electrodo de aproximadamente 10 a 15° para depositar un
filete vertical en el lado opuesto al punteado el ángulo que el electrodo debe
guardar en el portaelectrodos debe ser aproximadamente también a 45°, ya
realizada esta soldadura, se suelda del lado en que se depositaron inicialmente los
puntos; realizar la operación de esta manera reduce la probabilidad de que se
distorsione el ensamble.
7.- Presente su trabajo al guía para supervisión y/o corrección de procedimiento.
Materiales a utilizar
Careta, peto, perneras, polainas, guantes, piqueta, cepillo de alambre, solera de 3”
X 3” y 3/8” de espesor, electrodos E6013, planta de soldar, con sus respectivos
componentes.
Desarrollo de la práctica.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 25
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Esquematización de la práctica.
Conclusiones. Investigar características del procedimiento.
Bibliografía.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 26
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Practica No.9 UNION EN ANGULO (INTERIOR Y EXTERIOR)
Unidad 1, RAP Involucrado maneje los diferentes equipos de soldadura por arco
eléctrico para la unión de metales ferrosos y no ferrosos
Objetivo de la práctica: Que el estudiante, practique el procedimiento de
producción de unión en ángulo por medio de una maquina de soldar por arco
eléctrico, con electrodo revestido, utilizando el equipo de protección adecuado.
Introducción
Cuando se suelda una unión en esquina se suelda en filete, el miembro vertical
tiende a inclinarse, hacia el lado de la soldadura, por lo tanto es posible que al
soldar se incline el miembro vertical hacia el lado contrario que se va a soldar,
porque la contracción que produce la soldadura provocara que la pieza se mueva
hacia la posición deseada, otro método consiste en biselar el miembro vertical
para contrarrestar la inclinación de la placa y provocar el ángulo requerido, pero en
este caso se soldara cuidadosamente ya que si se suelda de mas habrá
deformación en ese lado de la unión.
Las fuerzas de contracción jalan la placa hacia la línea central de la soldadura es
por ello que debemos compensar dicha contracción para que en una unión en
ángulo no se deforme.
Procedimiento
1.- Colóquese el peto, las perneras, las polainas, los guantes y la careta antes de
entrar a la cabina de trabajo.
2.- Coloque las placas de solera o material en el que vaya a practicar la unión
sobre la mesa de trabajo, las cuales deben encontrarse totalmente secas, libres de
grasa, aceite u otro liquido flamable que pueda ocasionar un percance, si es
posible límpielas con el cepillo de alambre, colóquelas formando un ángulo de 90°
revisando que la separación sea uniforme a lo largo de toda la unión.
3.- Coloque el electrodo al portaelectrodos o maneral en un ángulo de 90°.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 27
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
5.- Coloque dos separadores perfectamente escuadrados, para separar
exactamente a 90° su unión, realizando dos puntos en los extremos, para poder
realizar la unión en ángulo.
6.- Retire los separadores y coloque la estructura en posición para soldar,
realizando su cordón de unión, en el lado contrario al punteado, el movimiento
para el condón debe realizarse de manera oscilatoria con movimientos de latigazo.
7.- Una vez que se enfrié su cordón golpéelo con la piqueta y límpielo con el
cepillo de alambre para evitar porosidad en su cordón.
8.- Presente su trabajo al guía para supervisión y/o corrección de procedimiento.
Materiales a utilizar
Careta, peto, perneras, polainas, guantes, piqueta, cepillo de alambre, solera de 3”
X 3” y 3/8” de espesor, electrodos E6013, planta de soldar, con sus respectivos
componentes.
Desarrollo de la práctica.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 28
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Esquematización de la práctica.
Conclusiones. Investigar características del procedimiento.
Bibliografía.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 29
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Practica No.10 CORDON POSICION HORIZONTAL
Unidad 1, RAP Involucrado maneje los diferentes equipos de soldadura por arco
eléctrico para la unión de metales ferrosos y no ferrosos
Objetivo de la práctica: Que el estudiante, practique el procedimiento de
producción de cordón posición horizontal por medio de una maquina de soldar
por arco eléctrico, con electrodo revestido, utilizando el equipo de protección
adecuado.
Introducción
La soldadura en posición horizontal es una posición complicada, sin embargo no
es muy difícil trabajar en esta posición si se realiza constantemente su práctica.
La soldadura en posición horizontal se emplea para trabajar con placas verticales.
El cordón se deposita sobre la superficie vertical, ya sea de izquierda a derecha o
de derecha a izquierda.
Algunas uniones en filete son soldaduras horizontales. En éstas una pata de la
unión se coloca verticalmente y la otra sobre la placa plana.
Existen dos diferencias entre la soldadura horizontal y la plana, en primer lugar en
la soldadura horizontal el cordón tiende a escurrirse; y en segundo lugar, hay una
tendencia a la formación de rebajos en el borde superior del cordón. Este último
fenómeno se puede deber a que no se maneja correctamente el electrodo, a que
la velocidad de avance no es la adecuada o a que el nivel de la corriente es muy
elevado.
Para que esto no suceda se debe emplear la corriente adecuada, el ángulo del
electrodo y las velocidad de avance apropiados y manejar correctamente el
electrodo.
Procedimiento
1.- Colóquese el peto, las perneras, las polainas, los guantes y la careta antes de
entrar a la cabina de trabajo.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 30
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
2.- Se requiere más habilidad para soldar en posición horizontal ya que se realiza
en placas verticales.
3.- Trace una línea a lo largo de la placa con el marcador, la cual debe estar a ½”
de la orilla inferior de la placa.
4.- Coloque la placa con la línea marcada en la parte inferior.
5.- Sujete el electrodo en el portaelectrodos con un ángulo de 45°
aproximadamente.
6.- Empezar del lado izquierdo de la placa. Sostener el electrodo de manera que
apunte hacia arriba con un ángulo de entre 5 y 15°, empleando un ángulo de
arrastre de entre 10 y 15° respecto a la placa.
7.- Mueva el electrodo hacia la derecha con un movimiento de latigazo o
zigzagueo, o con un movimiento en C, con cualquiera de estas maniobras el
charco se enfría un poco, lo cual contribuye a que solidifique y evite que se
escurra. Cuando se vaya a efectuar el movimiento en C, no se debe olvidar hacer
una pausa en la parte superior de la C.
8.- El segundo cordón rectilíneo, y todos los que sigan, deberán traslaparse sobre
la tercera parte superior del cordón de abajo, esto permite que la superficie de la
soldadura resulte uniforme en cuanto a su altura, sin valles ni depresiones.
Materiales a utilizar
Careta, peto, perneras, polainas, guantes, piqueta, cepillo de alambre, solera de 3”
X 3” y 3/8” de espesor, electrodos E6013, planta de soldar, con sus respectivos
componentes.
Desarrollo de la práctica.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 31
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Esquematización de la práctica.
Conclusiones. Investigar características del procedimiento.
Bibliografía.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 32
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Practica No.11 CORDON VERTICAL (ASCENDENTE Y DESCENDENTE)
Unidad 1, RAP Involucrado maneje los diferentes equipos de soldadura por arco
eléctrico para la unión de metales ferrosos y no ferrosos
Objetivo de la práctica: Que el estudiante, practique el procedimiento de
producción de cordón vertical (ascendente y descendente) por medio de una
maquina de soldar por arco eléctrico, con electrodo revestido, utilizando el equipo
de protección adecuado.
Introducción
Cuando se calienta el metal base, se transforma en líquido al alcanzar la
temperatura de fusión. Como se sabe, los líquidos tienden a fluir hacia abajo como
respuesta a la acción de la fuerza gravitatoria, pero la tensión superficial trata de
mantener el charco en su lugar.
Para poder realizar la soldadura ascendente se empieza en la parte inferior de la
unión y se avanza hacia arriba. Y en la soldadura descendente el procedimiento
se realiza a la inversa, no se debe confundir la soldadura descendente con la
soldadura en posición plana o hacia abajo.
La soldadura descendente se utiliza principalmente en tuberías de pared delgada,
en los cuales el ángulo incluido es muy pequeño y el tamaño del cordón es
mínimo. La soldadura descendente no se adapta a cualquier tipo de trabajo, pero
en los casos en los que se recomienda usarla resulta ser método rápido y barato.
El electrodo E6010 produce un charco que se enfría rápidamente por lo que es
muy útil para soldar en posición vertical, tanto en dirección escendente como en
forma descendente.
Procedimiento
1.- Colóquese el peto, las perneras, las polainas, los guantes y la careta antes de
entrar a la cabina de trabajo.
2.- Coloque el electrodo en el portaelectrodos con un ángulo de 45°, posición para
cualquier soldadura en vertical.
3.- Acomodar la unión de manera que el eje de las piezas queden de forma
vertical sobre la parte derecha de las mesa de trabajo.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 33
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
4.- Colóquese de manera que el electrodo quede en medio de las dos placas,
inclinando el electrodo ligeramente hacia arriba, con un ángulo de entre 10 y 15°
con respecto a la placa.
5.- Para la primera pasada se enciende el arco en la parte inferior de la unión, en
el lugar donde se juntan las dos placas, sosteniendo el arco hasta que el charco
adquiera una anchura entre ¼” y 5/16” en el sitio de la unión de las dos placas.
6.- Efectué movimientos de latigazo con el electrodo hacia arriba y a la derecha,
tal como si estuviera rayando en zigzag, manteniendo un arco largo tanto al alejar
como al acercar el electrodo al charco.
7.- Mantenga un arco de longitud normal conforme se acerca el electrodo al
charco. Detenerse un instante y efectuar un movimiento de latigazo para alejar el
electrodo del charco nuevamente.
8.- Para la segunda pasada, se debe empezar del lado izquierdo de la ranura,
produciendo movimientos en forma de triangulo, tomando como punto 1 el punto
hacia la izquierda de la unión, detener un instante para dar tiempo a que el metal
forme un charco, cuando este ya se haya formado, hay que desplazar lentamente
el electrodo hacia el punto dos en forma lineal hacia la derecha, detenerse
nuevamente para dar tiempo a que se rellenen los rebajos que se hayan formado,
posteriormente se da un latigazo para pasar al punto tres arriba y al centro entre 1
y 2 en el centro del charco, a medida que el charco cambia de color, se debe
regresar el electrodo al punto 4 . Se detiene nuevamente y se vuelve a producir el
relleno hasta terminar la secuencia de la unión, el electrodo debe regresar por el
lado que dejo el charco.
Materiales a utilizar
Careta, peto, perneras, polainas, guantes, piqueta, cepillo de alambre, solera de 3”
X 3” y ½” de espesor, electrodos E6013, planta de soldar, con sus respectivos
componentes.
Desarrollo de la práctica.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 34
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Esquematización de la práctica.
Conclusiones. Investigar características del procedimiento.
Bibliografía.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 35
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Practica No.12 UNION POR PUNTOS POR RESISTENCIA ELECTRICA
RAP Involucrado en la práctica: Efectúa la unión de piezas metalicas por medio de
la soldadura de resistencia eléctrica.
Objetivo de la práctica: Que el estudiante, practique el procedimiento de
producción de diferentes soldaduras por medio de una maquina punteadora.
Introducción
Procedimiento
1.- Colóquese el peto, las perneras, las polainas, los guantes y la careta antes de
entrar a la cabina de trabajo.
2.-
3.-
4.-
5.-
6.-
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 36
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Materiales a utilizar
Desarrollo de la práctica.
Esquematización de la práctica.
Conclusiones. Investigar características del procedimiento.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 37
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Bibliografía.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 38
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Practica No.13 UNION DE METALES CON Y SIN MATERIAL DE APORTE
RAP Involucrado: Utiliza los procedimientos de soldadura y corte, con flama de
oxigeno y acetileno en la unión de metales ferrosos y no ferrosos.
Objetivo de la práctica: Que el estudiante, opere diferentes métodos de soldadura
por flama de oxigeno y acetileno en metales ferrosos y no ferrosos
Introducción
Durante miles de años, se ha utilizado el calor de las flamas para trabajar los
metales. Durante todos estos siglos, quienes se han dedicado a este oficio han
inventado todo tipo de dispositivos para controlar la temperatura y las propiedades
de las flamas. Los herreros,, por ejemplo, inventaron los fuelles para soplar el
fuego y, de esta manera, lograron aumentar el calor de las forjas. No fue hasta
finales del siglo XIX, y principios del XX, que los científicos e ingenieros
aprendieron a controlar con precisión las flamas. Descubrieron como obtener
diferentes gases combustibles, al igual que el oxígeno, y cómo mezclarlos para
generar flamas controladas.
La soldadura con gas, como se conoce, se hizo comercialmente factible en 1892.
En este año, James T. Morehead y Thomas L. Wilson descubrieron
accidentalmente la manera de producir acetileno barato. Intentaban obtener calcio
metálico en un horno eléctrico, utilizando una mezcla de cal viva, alquitrán de hulla
y carbón. Cuando sumergieron la sustancia caliente en una cubeta de agua con
objeto de enfriarla, se desprendió gran cantidad de gas. Este gas hizo combustión
liberando nubles repletas de carbono. Poco después, se supo que el gas era
acetileno. La sustancia que Morehead y Wilson produjeron era carburo de calcio,
que con el contacto con el agua forma acetileno.
En la actualidad, las flamas oxiacetilénicas y oxicombustibles en general, se
utilizan para soldar, cortar, aplicar soldadura fuerte, acondicionar el acero
(preparación de bordes), calentar y dar tratamientos térmicos y hasta aplicar
soldadura blanda. En todo el mundo se pueden conseguir tanto los gases como el
equipo y los accesorios necesarios.
La flama que se utiliza en los procesos de soldadura con gas oxicombustible es
idéntica a las demás produce humos y gases derivados del proceso de
combustión. Los gases quemados consisten en su mayor parte de bióxido de
carbono y vapor de agua, pero también pueden contener cantidades pequeñas de
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 39
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
monóxido de carbono y gas combustible que no se ha quemado. Además puede
aparecer humo, producto de la combustión incompleta del gas combustible.
Procedimiento
1.-
Materiales a utilizar
Anteojos de seguridad y gafas para soldadura con lentes del número 5 ó 6,
guantes de cuero, equipo para soldar con gas oxicombustible, piqueta, martillo de
bola, tenazas o pinzas, marcador o tiza, regla flexible, limpiador para boquilla,
trozos de placa de ¼” ó ½”.
Desarrollo de la práctica.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 40
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Esquematización de la práctica.
Conclusiones. Investigar características del procedimiento.
Bibliografía.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 41
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Practica No.14 CORTE DE MATERIALES POR OXIACETILENO
RAP Involucrado: Utiliza los procedimientos de soldadura y corte, con flama de
oxigeno y acetileno en la unión de metales ferrosos y no ferrosos.
Objetivo de la práctica: Que el estudiante, opere diferentes métodos de corte por
flama de oxigeno y acetileno en metales ferrosos y no ferrosos
Introducción
Durante la primera mitad de este siglo, algunas personas intentaron obtener
misteriosamente combinaciones de gases combustibles que pudieran rivalizar con
la flama de acetileno. Sin embargo, ninguna mezcla alcanzo las elevadas
temperaturas y la eficiencia del acetileno puro. En la actualidad, además del
acetileno, sólo existen algunos gases combustibles que son comercialmente útiles
en procesos de soldadura y corte. Entre ellos se encuentran el hidrógeno,
propano, propileno, metano y metilacetileno- propadieno estabilizado.
El descubrimiento de James T. Morehead y Thomas L. Wilson, produjo en la
industria del acetileno un gran impulso. En muy poco tiempo se establecieron
fábricas para producir carburo de calcio. El acetileno obtenido de esta sustancia
tenía gran cantidad de aplicaciones, como en los faros de los automóviles, en las
lámparas de alumbrado y por supuesto en procesos de soldadura y corte. Cuando
se suministra la cantidad de oxigeno adecuada a la flama de acetileno, ésta emite
una luz blanca que se considera que se parece a la luz del sol, más que la que se
obtiene con cualquier otro medio artificial.
En la actualidad, las flamas oxiacetilénicas y oxicombustibles en general, se
utilizan para soldar, cortar, aplicar soldadura fuerte, acondicionar el acero
(preparación de bordes), calentar y dar tratamientos térmicos y hasta aplicar
soldadura blanda. En todo el mundo se pueden conseguir tanto los gases como el
equipo y los accesorios necesarios.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 42
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Procedimiento
1.-
Materiales a utilizar
Anteojos de seguridad y gafas para soldadura con lentes del número 5 ó 6,
guantes de cuero, equipo para soldar con gas oxicombustible, piqueta, martillo de
bola, tenazas o pinzas, marcador o tiza, regla flexible, limpiador para boquilla,
trozos de placa de ¼” ó ½”.
Desarrollo de la práctica.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 43
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Esquematización de la práctica.
Conclusiones. Investigar características del procedimiento.
Bibliografía
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 44
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
INSTRUMENTO PARA EVALUAR CONOCIMIENTOS PREVIOS PROCESOS
INDUSTRIALES TM
Escribir las respuestas completas a la izquierda , regulares en
el centro y escasos en la derecha
Indicadores = evidencias Cuenta con
= de conocimiento los
Conoce algo de la Ignora lo básico para la
conocimiento
especialidad especialidad
s
sobradamente
Menciona 10 reglas de la 10 reglas 6 reglas 3 reglas
normatividad para la
especialidad Procesos
Industriales
Menciona como mínimo 10 10 normas. 6 normas 3 normas.
normas de seguridad
Industrial para el trabajo
adecuadamente
Menciona el equipo 10 6 3
correspondiente para el
trabajo adecuadamente
Que herramientas de taller
conoces
Que maquinaria conoces
Sabes operar alguna
máquina- herramienta
Sabes operar algún equipo
de taller
Menciona características de .
soldadura
Menciona 10 materiales 10 6 3
que conozcas para trabajo
en área metal mecánica
Explica la forma de solicitar
material en taller
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 45
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
RUBRICA PARA EVALUAR EL DESEMPEÑO DE COMPETENCIAS EN
PROCESOS INDUSTRIALES TM
Indicadores = Nivel de logro o desempeño
evidencias =
producto, logro o Excelente Bueno Malo
desempeño
Asiste al área de Respeta la hora de Se presenta después Se presenta sin
talleres con entrada no rebasando de los diez minutos de respetar tolerancias y
puntualidad, el límite de los 10 tolerancia, pero dentro rebasando la media
disponibilidad y minutos a la entrada de la primera media hora de trabajo.
deseos de trabajar hora de trabajo.
Asiste Asiste al taller con Asiste al taller sin el
responsablemente a bata, zapatos mas mínimo respeto
Utiliza las normas del su práctica con bata, industriales, pero a los normas del
taller , para el cabello recogido, sin
aretes, pulseras,
presenta cabello mismo.
trabajo
adecuadamente anillos, zapatos suelto, y elementos de
industriales. riesgo como (anillos
pulseras, etc.)
Respeta la A veces respeta la No respeta la
Utiliza las normas de señalización, zonas señalización, zonas de señalización, zonas
seguridad Industrial de riesgo y zonas de riesgo y zonas de de riesgo y zonas de
para el trabajo seguridad, seguridad. seguridad, ni aplica
adecuadamente aplicándolas normas de seguridad
conforme a norma. industrial.
Dependiendo de su Utiliza solo algunos No utiliza el equipo
Utiliza el equipo
actividad utiliza elementos para necesario en cada
correspondiente para
gogles, tapones
el trabajo algunas operaciones actividad
auditivos, guantes,
adecuadamente
polainas, peto, etc.
Realiza su vale de Realiza su vale de No sabe requisar su
herramienta, y herramienta y equipo, vale para solicitar
herramienta de
Conoce y solicita equipo incluyendo regresando algunas
trabajo.
herramienta, de todos los elementos ocasiones al almacén
manera adecuada. necesarios para la por elementos
operación de las olvidados.
maquinas.
Conoce y solicita Realiza su vale de Realiza su vale de No sabe requisar su
equipo de manera equipo incluyendo equipo, regresando vale para solicitar
adecuada. equipo de trabajo.
todos los elementos algunas ocasiones al
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 46
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
necesarios para la almacén por
operación de las elementos olvidados.
maquinas.
Identifica las Conoce algunas de las No identifica las
diferentes maquinas maquinas de taller maquinas de taller.
Conoce y solicita
maquinaria de de su taller, y las
manera adecuada. solicita
adecuadamente
Utiliza las Realiza el afilado de Opera la herramienta No intenta afilar la
herramientas de su herramienta de de corte sin considerar herramienta
corte los diferentes afilados solicitando
corte de acuerdo al
correspondientes a la dependiendo de la constantemente que
operación a realizar
maquinado que operación otra persona realice
en su trabajo realiza esta operación.
Opera la maquinaria Trabaja de forma Se desplaza Juega, no trabajo y
y equipo de manera, ordenada y cordial constantemente hacia realiza acciones que
correcta y otras áreas del taller interrumpen el
responsable. trabajo de los demás.
Administra los Utiliza los recursos Utiliza los recursos y No considera la
recursos disponibles eficientemente. de vez en cuando utilización eficiente
desperdicia materiales. de materiales
teniendo en cuenta
las restricciones y el
trabajo de los demás
para el logro de sus
metas.
Toma sus decisiones Las decisiones que A veces no reflexiona Es irresponsable en
de manera toma en el desarrollo en las decisiones que el desarrollo de sus
toma en el desarrollo actividades.
responsable en el de sus actividades son
de sus actividades
desarrollo de su responsables.
trabajo.
Intercambia puntos Solicita asesoramiento No se asesora, no
de vista sobre el pero no comparte sus comparte
conocimientos. conocimientos, ni
Su trato hacia los trabajo, solicita
acepta
demás es cordial, de asesoramiento interpelaciones.
cooperación y cuando lo necesita, y
colaborativo. comparte sus
conocimientos con el
equipo.
Sus actividades Apoya tanto las Apoya a su equipo Interfiere las
contribuyen al pero obstruye las actividades dentro
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 47
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
actividades de su actividades de los del taller en todo
desarrollo de las demás. momento.
equipo como
actividades del grupo
en tiempo y forma.
grupales propiciando
la integración grupal.
Asume las Reconoce sus errores Reconoce sus errores No reconoce sus
consecuencias de sus y trata de corregirlos y no trata de errores y trata de
corregirlos delegarlos
comportamientos y sin que generen
decisiones en el consecuencias al
desarrollo de su desarrollo de las
trabajo. actividades del
equipo sin delegarlos.
Sigue instrucciones y Sabe trabajar Sigue instrucciones y No reflexiona ni sigue
procedimientos de desarrollando procedimientos, instrucciones y
improvisa estrategias y retrasa el alcance de
manera reflexiva, estrategias de
comete algunos los objetivos.
comprendiendo operación errores, pero
como cada uno de procurando realizar finalmente alcanza los
sus pasos contribuye los procedimientos objetivos.
al alcance de un establecidos, de la
objetivo. misma manera que
propicia sus propias
estrategias
eficazmente.
Asume su Mantiene sus Limpia su área de No respeta normas
responsabilidad materiales y trabajo pero entrega de higiene y
material y herramienta seguridad en el
sobre el cuidado de herramientas así
sucia o viceversa. desarrollo de sus
su área de trabajo como su área de operaciones.
para que esta trabajo limpia,
permanezca limpia. entregando todo al
final de su labor
adecuadamente.
Asume su Durante el desarrollo A veces descuida No trabaja
responsabilidad de su trabajo cuida el equipo o maquinaria al responsablemente ni
estar trabajando. cuida la maquinaria y
sobre el cuidado de equipo y la
el equipo que ele es
la maquinaria y maquinaria que le es asignado.
equipo que utiliza. asignado.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 48
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Entrega materiales y Trabaja A veces descuida los No es responsable
equipo al final de su responsablemente y materiales y el equipo de los materiales y el
que le son equipo que le es
labor, asumiendo la entrega todos lo
proporcionados. proporcionado.
responsabilidad de solicitado
sus perdidas. adecuadamente.
10-9-8 7-6
5
Puntaje Cumple Cumple
No cumple
satisfactoriamente medianamente
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 49
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Lista de cotejo del reporte de la práctica desarrolladas en el laboratorio de soldadura.
A continuación se presentan los aspectos que se evaluarán en el reporte de practicas. Para tal
efecto, marca con una X en la columna correspondiente.
Sí No Observaciones
Criterio Atributos
El reporte de la
investigación
Contiene nombre del plantel, profesor,
presenta
grupo fecha, etc.
carátula
Presenta Enuncia adecuadamente el contenido de
índice la investigación.
Explica claramente hacia que individuos
esta dirigido el proyecto.
Muestra el estudio realizado sobre los
dispositivos similares existentes en el
El diagnostico mercado.
sobre la
pertinencia Ubica el entorno en el cual se desplazara
de la el proyecto.
elaboración
del proyecto
Describe los recursos con los que cuenta
el plantel para el proyecto.
Describe los problemas que se
presentaron para la realización del
proyecto.
Fuentes de
Información Maneja información empírica.
Consigna fuentes bibliográficas
Señala las fuentes digitales y de páginas
web.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 50
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Maneja información de campo.
Redacción -La redacción es clara, sencilla y precisa.
Incluye una introducción que enmarca la .
necesidad de realización de la práctica
El cuerpo del informe incluye la
presentación y análisis de la información
así como el desarrollo completo de la
misma.
Incluye la esquematización completa de la
Estructura práctica.
Se incluye al final algunas conclusiones o
reflexiones generales.
Incluye la Bibliografía correspondiente
.
Es un documento de Word 97 (2003)
Los márgenes son de 2.5 cm
Lineamientos
editoriales
Utiliza fuente: Arial en 12 puntos.
Interlineado: sencillo.
Alineación: justificada
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 51
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
LISTA DE COTEJO PARA EVALUAR TRABAJO EN CLASE TEORICA
Nombre de la asignatura
CECyT No. 1 “G.V.V
Nombre del estudiante:
Apto: Fecha de aplicación:
Unidad de competencia: Semestre
Asesor: Grupo:
Nº Rúbricas de evaluación REGISTRO DE OBSERVACIONES
CUMPLIMIENTO
SI NO
1 Participa en actividades dentro del grupo
haciendo referencia al tema de clase
2 Muestra responsabilidad y empeño en las
actividades que realiza.
3 Participa activa y constructivamente.
4 Expone y debate ideas claves sobre el tema
de clase.
5 Muestra seguridad al participar y exponer
un tema.
6 Participa de forma colaborativa en el
equipo.
7 Presenta ideas y propone soluciones a las
actividades que se le asigna en el equipo.
8 Respeta las opiniones de sus compañeros de
equipo y demás compañeros de clase.
9 Expresa sus ideas libremente.
10 Emite juicios positivos que inducen al
análisis por parte de sus compañeros.
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 52
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Instrumento para la evaluación de Actitudes y Valores al trabajar en equipo.
1 0.75 0. 0.25 0
5
Aspectos a evaluar
1.- El funcionamiento del equipo No funciona
2.- La capacidad de superar las Al surgir dificultades hay
dificultades surgidas en el desarrollo incapacidad para superarlas.
de la actividad.
3.- El grado de cumplimiento por No cumplen con las actividades
parte del equipo de las diversas
tareas asignadas
4.- La realización de las diversas Entregas desfasadas.
tareas en los plazos previstos.
5.- La eficacia de las reuniones de No asisten a las reuniones o
trabajo. bien no generan evidencias que
avalen su eficacia.
6.- La comunicación interna del No existe comunicación
equipo para transmitir ideas y
conocimientos.
7.- La relación personal entre los Hay fricciones entre los
miembros del equipo. miembros.
8.- La participación de todo el equipo Uno sólo hace el trabajo
en la presentación de su trabajo.
9.-Tomar en cuenta las No toman en consideración los
retroalimentaciones surgidas. comentarios hechos a su
trabajo.
10.- Grado de satisfacción del equipo. Insatisfacción
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 53
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Instrumento para la evaluación del guía o docente.
1 0.75 0. 0.25 0
5
Aspectos a evaluar
1.- Presenta el programa de la asignatura que imparte Se desconoce
el programa
2.- Desarrolla una planeación didáctica clara Improvisa su
clase
3.- Asiste con puntualidad a clase Llega tarde
4.- Cumple en tiempo y forma lo planeado No aterriza lo
proyectado
5.- El grado de conocimientos en su competencia es adecuado No cumple
las
expectativas.
6.-Propicia la participación de los estudiantes Inhibe la
participación
7.- Resuelve las dificultades surgidas en el desarrollo de las Al surgir
actividades dificultades
hay
incapacidad
para
resolverlas
8.- Motiva un ambiente de disciplina El grupo
escandaliza
en clase
9.- Es ordenado en su trabajo El desorden
lo caracteriza
10.-. Alienta al estudiante brindándole confianza Ridiculiza al
estudiante
11.- Es ético en su proceder Su proceder
es
inadecuado
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 54
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
12.- Procura variar el estimulo propiciando la atención de la clase. Su clase es
aburrida
13.- Las estrategias que utiliza para abordar los temas son No genera
innovadoras. clases
eficaces.
14.- La comunicación y la eficacia para transmitir ideas y No existe
conocimientos a los demás es alta comunicación
15.- La relación personal con el grupo es de respeto Provoca
fricciones
16.- Su actitud contribuye a la dinámica de trabajo en el grupo Provoca
distracción
en el trabajo
en clase
17.-Retroalimenta a los estudiantes No aclara
dudas.
18.- Es empático con todos los estudiantes Déspota en
sus actitudes
19.- El trato hacia los estudiantes es democrático Evidencia
preferencias
20.- Si pudiera escogerlo (a) como guía no lo dudaría Evitaría
cualquier
clase con el
(la)
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 55
CECyT. 1 G.V.V. Prácticas Procesos Industriales Procesos en Soldadura Turno Matutino
Realizadas por Ing. Sandra Lidia Figueroa Corona Pá gina 56
Vous aimerez peut-être aussi
- Manual de Industrias Lacteas PDFDocument439 pagesManual de Industrias Lacteas PDFJuan Najarro Barrientos100% (19)
- 1756 pm004 - Es PDocument92 pages1756 pm004 - Es PFdsaf SdfasdfPas encore d'évaluation
- Simul8 Basic PDFDocument137 pagesSimul8 Basic PDFEric SanchezPas encore d'évaluation
- 1756 Um001 - Es P PDFDocument212 pages1756 Um001 - Es P PDFYamir FlorezPas encore d'évaluation
- (Untitled) 2Document13 pages(Untitled) 2Eric SanchezPas encore d'évaluation
- 1756 pm004 - Es PDocument92 pages1756 pm004 - Es PFdsaf SdfasdfPas encore d'évaluation
- 1756 pm004 - Es PDocument92 pages1756 pm004 - Es PFdsaf SdfasdfPas encore d'évaluation
- 1756 pm004 - Es PDocument92 pages1756 pm004 - Es PFdsaf SdfasdfPas encore d'évaluation
- Catálogo General de Rodamientos NSKDocument565 pagesCatálogo General de Rodamientos NSKVladimir Estepa PulidoPas encore d'évaluation
- Sellos MecanicosDocument51 pagesSellos MecanicosAlberto Martinez100% (2)
- Simul8 Basic PDFDocument137 pagesSimul8 Basic PDFEric SanchezPas encore d'évaluation
- Simul8 Basic PDFDocument137 pagesSimul8 Basic PDFEric SanchezPas encore d'évaluation
- Formulas de Torneado y FresadoDocument4 pagesFormulas de Torneado y FresadoCarlos GranadaPas encore d'évaluation
- HumanismoDocument11 pagesHumanismoEric SanchezPas encore d'évaluation
- Demanda Del MercadoDocument13 pagesDemanda Del MercadoEric SanchezPas encore d'évaluation
- Simul8 Basic PDFDocument137 pagesSimul8 Basic PDFEric SanchezPas encore d'évaluation
- Realización de Un Insumo XDocument3 pagesRealización de Un Insumo XEric SanchezPas encore d'évaluation
- Inst Bomba Aro 2Document8 pagesInst Bomba Aro 2Eric SanchezPas encore d'évaluation
- Seguridad e HigieneDocument7 pagesSeguridad e HigieneEric SanchezPas encore d'évaluation
- Demanda Del MercadoDocument13 pagesDemanda Del MercadoEric SanchezPas encore d'évaluation
- Marco LegalDocument28 pagesMarco LegalEric SanchezPas encore d'évaluation
- Realización de Un Insumo XDocument3 pagesRealización de Un Insumo XEric SanchezPas encore d'évaluation
- Tipos de Medidores de Flujo VolumetricoDocument12 pagesTipos de Medidores de Flujo VolumetricoEric SanchezPas encore d'évaluation
- Empresa Corona SDocument10 pagesEmpresa Corona SEric SanchezPas encore d'évaluation
- Sistemas de VisionDocument10 pagesSistemas de VisionEric SanchezPas encore d'évaluation
- C. Mat. II Rev 6 Enero 2014Document103 pagesC. Mat. II Rev 6 Enero 2014Eric SanchezPas encore d'évaluation
- Practicas SoldaduraDocument69 pagesPracticas SoldaduraEric SanchezPas encore d'évaluation
- Avance Proyecto Johanna Cabrera Planeación EstrategicaDocument8 pagesAvance Proyecto Johanna Cabrera Planeación EstrategicaJohanna CabreraPas encore d'évaluation
- Mejora de producto basada en necesidades insatisfechasDocument21 pagesMejora de producto basada en necesidades insatisfechasfelipe villegasPas encore d'évaluation
- Modelo Paternalista o de CustodiaDocument6 pagesModelo Paternalista o de Custodia0492020005 JULIAN DAVID URIBE MUÑOZ ESTUDIANTE ACTIVO100% (1)
- TecnofiliaDocument14 pagesTecnofiliaCinthia AmasiPas encore d'évaluation
- Educación inclusiva desafíos universidades atender diversidadDocument1 pageEducación inclusiva desafíos universidades atender diversidadMagdalena MariscalPas encore d'évaluation
- Actividad 2 Acometidas Electricas2020 PDFDocument6 pagesActividad 2 Acometidas Electricas2020 PDFJuan Pablo MejoPas encore d'évaluation
- Pensamientos de Emilie Durkheim y Auguste ComteDocument2 pagesPensamientos de Emilie Durkheim y Auguste ComteJUAN DIEGO CASTELLANOS VASQUEZPas encore d'évaluation
- INFORME Laboratorio de Operaciones UnitariasDocument48 pagesINFORME Laboratorio de Operaciones UnitariasIgnacioHandyMoralesPas encore d'évaluation
- Guia Práctica para La Evaluación y Gestión de Impactos Acumulativos en LATAM - JUN22Document72 pagesGuia Práctica para La Evaluación y Gestión de Impactos Acumulativos en LATAM - JUN22Hendry PozoPas encore d'évaluation
- Practica 5 Nematodos-1 PDFDocument7 pagesPractica 5 Nematodos-1 PDFLITNI MADAI GARCIA RIZOPas encore d'évaluation
- Semestre 2012-2Document88 pagesSemestre 2012-2Fabri FdezPas encore d'évaluation
- Sexualidad Medica, Abuso Sexual PDFDocument17 pagesSexualidad Medica, Abuso Sexual PDFCindyYesiryVásquezCastilloPas encore d'évaluation
- Clave Integrador CIV2023 Tema 3 DocxDocument5 pagesClave Integrador CIV2023 Tema 3 DocxYu LiePas encore d'évaluation
- Tecnologia SedDocument3 pagesTecnologia Sedpablo_478Pas encore d'évaluation
- Freire CLASE #18Document3 pagesFreire CLASE #18Federiquiti GarridoPas encore d'évaluation
- Informe Psicolaboral Candidato Juan PabloDocument6 pagesInforme Psicolaboral Candidato Juan PablovivianaPas encore d'évaluation
- El Cambio Climatico El Poder y La HipocresiaDocument4 pagesEl Cambio Climatico El Poder y La HipocresiajorgePas encore d'évaluation
- Calidad AlvaMerino RosemaryDocument26 pagesCalidad AlvaMerino Rosemaryrichard BastardoPas encore d'évaluation
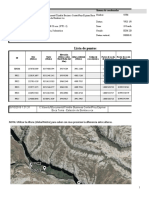
- Lista de Puntos WGS84 - REV01Document5 pagesLista de Puntos WGS84 - REV01HV FicoPas encore d'évaluation
- Termografía y Humedades Por Fugas o AveríasDocument65 pagesTermografía y Humedades Por Fugas o AveríasAnonymous 1dVLJSVhtrPas encore d'évaluation
- Cátedra Farmacología. Trimestre Nov 12-Ene 13Document230 pagesCátedra Farmacología. Trimestre Nov 12-Ene 13Jose Tomas NuñezPas encore d'évaluation
- TECNICASDocument6 pagesTECNICASAnimation ExtraPas encore d'évaluation
- Expresiòn AlgebraicaDocument15 pagesExpresiòn AlgebraicaMichel MendezPas encore d'évaluation
- Universidad Complutense de Madrid: Facultad de Geografía E Historia Departamento de Geografía HumanaDocument680 pagesUniversidad Complutense de Madrid: Facultad de Geografía E Historia Departamento de Geografía Humanaicarpi57Pas encore d'évaluation
- Casa Curutchet - La Influencia de La Luz - Reelaboracion-Comisión 5.grupo3Document3 pagesCasa Curutchet - La Influencia de La Luz - Reelaboracion-Comisión 5.grupo3Valentina LedesmaPas encore d'évaluation
- 2 El Cuento LatinoamericanoDocument4 pages2 El Cuento LatinoamericanoMA. ANTONIETA GARCIAPas encore d'évaluation
- Ensayo Enfoque CuantitativoDocument6 pagesEnsayo Enfoque CuantitativoMarvic Matus GonzálezPas encore d'évaluation
- Mezclas de AudioDocument28 pagesMezclas de AudioDan López100% (3)
- Cuestionario de Retroalimentación 1 - Revisión Del IntentoDocument6 pagesCuestionario de Retroalimentación 1 - Revisión Del IntentoANGIE DAYANARA BRAVO MALDONADOPas encore d'évaluation
- Simulacro examen admisión 1: tango samba evolución genéticaDocument21 pagesSimulacro examen admisión 1: tango samba evolución genéticaFredy Antonio Almeyda Alania0% (1)