Vous aimerez peut-être aussi
- Ejemplos PropuestosDocument4 pagesEjemplos PropuestosCYNTHIA GUADALUPE MONTES DE OCA SÁNCHEZ100% (2)
- HISTOGRAMAS Ejercicio EstudiantesDocument4 pagesHISTOGRAMAS Ejercicio EstudiantesLiseth Carolina HernándezPas encore d'évaluation
- Serie de Ejercicio Estadistica Descriptiva Minitab - Ares Jair Pichardo GarcíaDocument9 pagesSerie de Ejercicio Estadistica Descriptiva Minitab - Ares Jair Pichardo GarcíaAnonymous 4wo3B2RCCPas encore d'évaluation
- Solución Prob. FactorialDocument8 pagesSolución Prob. FactorialleoPas encore d'évaluation
- Eje 15Document2 pagesEje 15Jovyt Lopez miguelPas encore d'évaluation
- Eval ParcialDocument6 pagesEval ParcialEdgar Arturo Rabanal AraujoPas encore d'évaluation
- Tarea en Clase CCDocument4 pagesTarea en Clase CCluis tiuquingaPas encore d'évaluation
- Ejercicio 12 - 2910655-ACDDocument4 pagesEjercicio 12 - 2910655-ACDAnderson Cazares DíazPas encore d'évaluation
- Ejercicios Control de Calidad 2018-IDocument8 pagesEjercicios Control de Calidad 2018-IEdwin Johny Asnate SalazarPas encore d'évaluation
- Examen 2 Kayky Ortiz 6-721-1396 1IM242Document7 pagesExamen 2 Kayky Ortiz 6-721-1396 1IM242JonathanJ.CastilloPas encore d'évaluation
- Ejercicio 4 Gráfico UDocument2 pagesEjercicio 4 Gráfico UEduardo Leon CortesPas encore d'évaluation
- IC para La Diferencia de MediasDocument5 pagesIC para La Diferencia de MediasFabricio Cen de CardPas encore d'évaluation
- Ejercicio 17 HankeDocument1 pageEjercicio 17 HankeAndres Victor0% (1)
- Índices de CapacidadDocument43 pagesÍndices de CapacidadKarina CortesPas encore d'évaluation
- Ejercicio 7Document7 pagesEjercicio 7Henry CisnerosPas encore d'évaluation
- 1er ParcialDocument2 pages1er ParcialGaryIvánAntonioAjnoPas encore d'évaluation
- Ejercicios Plan de MuestreoDocument4 pagesEjercicios Plan de MuestreoRulox RivasPas encore d'évaluation
- Parte 8 Regresion Lineal MultipleDocument10 pagesParte 8 Regresion Lineal Multiplegalahad10Pas encore d'évaluation
- Qué Es El PrecontrolDocument1 pageQué Es El PrecontrolRolandoPas encore d'évaluation
- Ejercicio de AplicacionDocument3 pagesEjercicio de AplicacionIvonne BxPas encore d'évaluation
- PREGUNTAS EJERCICIOS SET 2 SolucionadasDocument19 pagesPREGUNTAS EJERCICIOS SET 2 SolucionadasBrandon PuertasPas encore d'évaluation
- EstadisticaDocument2 pagesEstadisticaCristian GómezPas encore d'évaluation
- Capítulo 3 MontgomeryDocument49 pagesCapítulo 3 Montgomerymario33120% (1)
- Laminado de FormasDocument2 pagesLaminado de Formasjorge mercadoPas encore d'évaluation
- Ac 1 - CcaDocument4 pagesAc 1 - CcaandresPas encore d'évaluation
- Ejercicios Control de CalidadDocument4 pagesEjercicios Control de CalidadJhonRosellPaccoPacoriPas encore d'évaluation
- Cartas de Control - WordDocument10 pagesCartas de Control - WordEfra PautaPas encore d'évaluation
- Caso de Estudio - Cartas de Control P-NPDocument5 pagesCaso de Estudio - Cartas de Control P-NPjavier zuluagaPas encore d'évaluation
- Ejercicio 2 14012023Document1 pageEjercicio 2 14012023Joel LopezPas encore d'évaluation
- AMFE PatínDocument1 pageAMFE PatínAng mec100% (1)
- EJEMPLO DE ANÁLISIS POST AnovaDocument4 pagesEJEMPLO DE ANÁLISIS POST AnovajennijohanaPas encore d'évaluation
- Simples JojooDocument16 pagesSimples JojooFredy ParionaPas encore d'évaluation
- Clase No. 8 - U2 DBC - Anova - Byde - 9abiba O17-M18Document20 pagesClase No. 8 - U2 DBC - Anova - Byde - 9abiba O17-M18Stephanie PintadoPas encore d'évaluation
- Qué Es La Suma de Los CuadradosDocument9 pagesQué Es La Suma de Los CuadradosRomario SansoresPas encore d'évaluation
- Reporte # 10: Curva de Operación Y Mil STD 105 E Grupo # 6 Sección de Práctica: PDocument43 pagesReporte # 10: Curva de Operación Y Mil STD 105 E Grupo # 6 Sección de Práctica: PCalvoLGPas encore d'évaluation
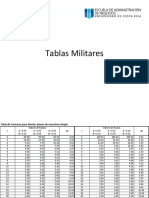
- Tablas Militares PDFDocument16 pagesTablas Militares PDFDanier Cubillo MPas encore d'évaluation
- Binomial Negativa - NoemiDocument9 pagesBinomial Negativa - NoemiJaqui Camilo VidalPas encore d'évaluation
- Conceptos EstadísticosDocument36 pagesConceptos EstadísticosEdinson Yamith Jurado50% (2)
- Deber Grupal #2 SGCDocument2 pagesDeber Grupal #2 SGCVinicio Astudillo50% (2)
- Guía de Repaso I ParcialDocument2 pagesGuía de Repaso I ParcialAlberto Valbuena100% (1)
- Lista de Verificacion para El Analisis de La Operación MesaDocument4 pagesLista de Verificacion para El Analisis de La Operación MesaCarlos Ivan Rodriguez GuerreroPas encore d'évaluation
- Problemario Diseno Factorial PDFDocument33 pagesProblemario Diseno Factorial PDFJavier VallejoPas encore d'évaluation
- Planes de MuestreoDocument8 pagesPlanes de MuestreorogePas encore d'évaluation
- Práctica 2 A La K.Document5 pagesPráctica 2 A La K.javier0% (1)
- Ejercicios Unidad 4Document13 pagesEjercicios Unidad 4Vanesa Lavilla AlvarezPas encore d'évaluation
- Ejercicios Dis Exp FactorialesDocument22 pagesEjercicios Dis Exp FactorialesFernando ArroyavePas encore d'évaluation
- Programacion de Partidos PDFDocument2 pagesProgramacion de Partidos PDFCintya SantosPas encore d'évaluation
- Ejemplo 7.2Document1 pageEjemplo 7.2nooormaaahernaanndezPas encore d'évaluation
- Jclesper - Ejercicios Gráficos de ControlDocument15 pagesJclesper - Ejercicios Gráficos de ControlandreaPas encore d'évaluation
- Leccion 2Document1 pageLeccion 2Edgar Adriano Arce VeraPas encore d'évaluation
- Actividad 11 - Gráficos de Control X - R, X - S y Cartas IndividualesDocument7 pagesActividad 11 - Gráficos de Control X - R, X - S y Cartas IndividualesCristhian Camilo Saldana DiazPas encore d'évaluation
- Orden y Recta de ZDocument6 pagesOrden y Recta de ZMishely QuispePas encore d'évaluation
- Ejercicio de ValoresDocument2 pagesEjercicio de ValoresErminsonGarciaVictoriaPas encore d'évaluation
- Tablas de Datos VariablesDocument7 pagesTablas de Datos VariablesZoe Yamileth Graciano MontielPas encore d'évaluation
- Ejercicio 2 Jasmin EscotoDocument2 pagesEjercicio 2 Jasmin Escotojasmin elena escoto barahonaPas encore d'évaluation
- Ejercicio de Clase - Cartas de ControlDocument13 pagesEjercicio de Clase - Cartas de ControlJulissa Portillo HernándezPas encore d'évaluation
- Ejemplo HistogramaDocument12 pagesEjemplo Histogramahazael villaPas encore d'évaluation
- Caso CP y R&RDocument8 pagesCaso CP y R&RAndrea PerezPas encore d'évaluation
- Libro 1Document8 pagesLibro 1Daniela RamirezPas encore d'évaluation
- Bacterias PatogenasDocument33 pagesBacterias PatogenasDiego Armando M APas encore d'évaluation
- 0.conservación de Alimentos IDocument18 pages0.conservación de Alimentos IFabian Herazo CentanaroPas encore d'évaluation
- 7.vida Util de La Pitaya Minim ProcesadaDocument5 pages7.vida Util de La Pitaya Minim ProcesadaSarita JarmaPas encore d'évaluation
- Actividad Unidad 2Document1 pageActividad Unidad 2marvel_1106876050% (2)
- Actividad Unidad 1Document8 pagesActividad Unidad 1Sarita JarmaPas encore d'évaluation
- Guia 1protección de AlimentosDocument4 pagesGuia 1protección de AlimentosSarita JarmaPas encore d'évaluation
- QFD (Modo de Compatibilidad)Document5 pagesQFD (Modo de Compatibilidad)Sarita JarmaPas encore d'évaluation
- 05 Fermentacion Productos IndustrialesDocument38 pages05 Fermentacion Productos IndustrialesSarita JarmaPas encore d'évaluation
- Maiz ProcesoDocument46 pagesMaiz ProcesoJohn VicencioPas encore d'évaluation
- Reglamento de Pasantias 2005Document5 pagesReglamento de Pasantias 2005Sarita JarmaPas encore d'évaluation
- Informe Indice de FrescuraDocument13 pagesInforme Indice de FrescuraSarita Jarma100% (1)
- Lacteosfuncionales AlejandraRodriguezDocument25 pagesLacteosfuncionales AlejandraRodriguezSarita JarmaPas encore d'évaluation
- Hamburguesa de PescadoDocument19 pagesHamburguesa de PescadoSarita Jarma0% (1)
- Yogurt y KumisDocument5 pagesYogurt y KumisSarita JarmaPas encore d'évaluation
- Alginato de SodioDocument5 pagesAlginato de SodioSarita JarmaPas encore d'évaluation
- Compresores de Aire TrabajofinalDocument23 pagesCompresores de Aire TrabajofinalSarita JarmaPas encore d'évaluation
- Trabajo de ContabilidadDocument5 pagesTrabajo de ContabilidadSarita JarmaPas encore d'évaluation
- Estructura Del M+ SculoDocument7 pagesEstructura Del M+ SculoSarita JarmaPas encore d'évaluation
- Materiales para Ingeniería 1Document3 pagesMateriales para Ingeniería 1Sarita JarmaPas encore d'évaluation
- Conclusiones o AnálisisDocument4 pagesConclusiones o AnálisisSarita JarmaPas encore d'évaluation
- Departamentos y Capitales de ColombiaDocument1 pageDepartamentos y Capitales de ColombiaSarita Jarma60% (5)
- Carne de CerdoDocument18 pagesCarne de CerdoSarita JarmaPas encore d'évaluation
- Info Regimen Transitorio - Doc SalchichaDocument7 pagesInfo Regimen Transitorio - Doc SalchichaSarita Jarma100% (1)
- Proceso Del Pollo PDFDocument29 pagesProceso Del Pollo PDFSarita Jarma83% (6)
- Design Considerations of A Sensory Analysis LaboratoryDocument8 pagesDesign Considerations of A Sensory Analysis LaboratorySarita JarmaPas encore d'évaluation
- Ecuacion de ContinuidadDocument7 pagesEcuacion de ContinuidadSarita JarmaPas encore d'évaluation
- ENCURTIDOSDocument11 pagesENCURTIDOSSarita JarmaPas encore d'évaluation
- Diagrama de MollierDocument34 pagesDiagrama de MollierSarita JarmaPas encore d'évaluation
- El Sistema de Analisis de Riesgos y Puntos Criticos de ControlDocument16 pagesEl Sistema de Analisis de Riesgos y Puntos Criticos de ControlSarita JarmaPas encore d'évaluation
- Migracion - Fase 1Document15 pagesMigracion - Fase 1Sarita JarmaPas encore d'évaluation
- Metalmecanica PDFDocument107 pagesMetalmecanica PDFJulio Cesar Vazquez Flores100% (1)
- Inerrancia de La Escritura ¿Un Concepto Reformado?Document6 pagesInerrancia de La Escritura ¿Un Concepto Reformado?Jorge JaramilloPas encore d'évaluation
- Manual de ColposcopíaDocument36 pagesManual de ColposcopíaHoracio Vargas100% (2)
- Guia de Trabajo El Nido VacioDocument4 pagesGuia de Trabajo El Nido Vaciosamar_massisPas encore d'évaluation
- Coleccion Mobiliario BW 2014Document154 pagesColeccion Mobiliario BW 2014jorgelayerPas encore d'évaluation
- III Módulo Trastorno Por Déficit AtencionalDocument150 pagesIII Módulo Trastorno Por Déficit Atencionalkaren riosPas encore d'évaluation
- Biogeografía de IslasDocument7 pagesBiogeografía de IslasAnonymous BXNoGuXsPas encore d'évaluation
- Test de ParejaDocument25 pagesTest de ParejaMiriam Díaz de León83% (6)
- 02 Psicologia de La Personalidad II Sumativa 1Document11 pages02 Psicologia de La Personalidad II Sumativa 1Dj CabritaPas encore d'évaluation
- 50 Ejemplos de Asombro, Duda y Situaciones LímiteDocument6 pages50 Ejemplos de Asombro, Duda y Situaciones LímiteValeria Romina GalarzaPas encore d'évaluation
- Sistema Operativo IDocument34 pagesSistema Operativo IRenato RamirezPas encore d'évaluation
- Silabo Pediatria 2015Document64 pagesSilabo Pediatria 2015Oscar Contreras RomeroPas encore d'évaluation
- Tarea Algebra N 6Document1 pageTarea Algebra N 6Henry Condori HuallpaPas encore d'évaluation
- 3.1 Circuitos EncendidDocument12 pages3.1 Circuitos EncendidMiguel Jr PoncePas encore d'évaluation
- Gille, Bertrand - Introduccion A La Historia de Las Tecnicas-1Document103 pagesGille, Bertrand - Introduccion A La Historia de Las Tecnicas-1perebausa100% (1)
- Jhon Stuart SmillDocument5 pagesJhon Stuart SmillAdri Puka MPas encore d'évaluation
- ROMANO Braudel Nosotros Los DemasDocument14 pagesROMANO Braudel Nosotros Los DemasDarío HerreraPas encore d'évaluation
- Bienes CelestialesDocument3 pagesBienes CelestialesJaguarPoe100% (1)
- PDF Sesion de Aprendizaje Fecundacion y Desarrollo Embrionario - CompressDocument2 pagesPDF Sesion de Aprendizaje Fecundacion y Desarrollo Embrionario - CompressMaria Tu Lokita LindaPas encore d'évaluation
- Deteccion de La RadiacionDocument6 pagesDeteccion de La RadiacionIsabel SantosPas encore d'évaluation
- Diapositiva de SustentacionDocument44 pagesDiapositiva de SustentacionMichael Castañeda PiscoyaPas encore d'évaluation
- Bionformatica 7Document56 pagesBionformatica 7Tatiana RojasPas encore d'évaluation
- Instructivo Cartografico IvDocument26 pagesInstructivo Cartografico IvDiegoNarroRivaAgueroPas encore d'évaluation
- Simbolos-Alcance-Sensibilidad - Constante de Escala - de Instrumentos AnalogicosDocument6 pagesSimbolos-Alcance-Sensibilidad - Constante de Escala - de Instrumentos Analogicosrogelio de oliveraPas encore d'évaluation
- Informe Practica Banco de Condensadores DidacticoDocument3 pagesInforme Practica Banco de Condensadores DidacticoRICARDO ABRIL ROJASPas encore d'évaluation
- Microsoft WordDocument3 pagesMicrosoft WordShirley QuiñónezPas encore d'évaluation
- Actividad Epp (4) Equipos de Proteccion PersonalDocument3 pagesActividad Epp (4) Equipos de Proteccion PersonalolgaPas encore d'évaluation
- Guía 4 2023Document3 pagesGuía 4 2023Liz MerlyPas encore d'évaluation
- Diseno de Rellenos SanitariosDocument3 pagesDiseno de Rellenos SanitariosAngie Dorado RodriguezPas encore d'évaluation