Vous aimerez peut-être aussi
- 3 PDF Original PDFDocument30 pages3 PDF Original PDFDevang GondaliyaPas encore d'évaluation
- Problems Associated in Tablet ManufacturingDocument12 pagesProblems Associated in Tablet ManufacturingRajib Chowdhury100% (1)
- Name of DefectDocument3 pagesName of DefectJana EncaboPas encore d'évaluation
- 10 Defects of TabletsDocument3 pages10 Defects of TabletsHolihuaChua100% (2)
- T.Shivakumar: Kottam Institute of Pharmacy Jntu, A.PDocument45 pagesT.Shivakumar: Kottam Institute of Pharmacy Jntu, A.PFree Escort ServicePas encore d'évaluation
- Tablet Coating PDFDocument6 pagesTablet Coating PDFAsif Hasan Niloy100% (1)
- Problems and Remedies For Tablet CoatingDocument7 pagesProblems and Remedies For Tablet CoatingAnowar HossainPas encore d'évaluation
- Tablet PreparationDocument51 pagesTablet PreparationNeha Dand100% (3)
- Tablet Operations Involved in Tablet Manufacturing - PharmpediaDocument5 pagesTablet Operations Involved in Tablet Manufacturing - PharmpediaravikanthpappuPas encore d'évaluation
- Stability in PreformulationDocument48 pagesStability in Preformulationmithaann2353Pas encore d'évaluation
- Tablet FormulationDocument34 pagesTablet FormulationWicharn KetjindaPas encore d'évaluation
- Tablet Processing ProblemsDocument41 pagesTablet Processing ProblemsSơn Nguyễn Sỹ86% (7)
- cGMP Current Good Manufacturing Practices for PharmaceuticalsD'EverandcGMP Current Good Manufacturing Practices for PharmaceuticalsÉvaluation : 1 sur 5 étoiles1/5 (2)
- Tablet Compression Consolidation and Compaction PhysicsDocument7 pagesTablet Compression Consolidation and Compaction PhysicsYuppie Raj100% (1)
- Parenteral Products: The Preparation and Quality Control of Products for InjectionD'EverandParenteral Products: The Preparation and Quality Control of Products for InjectionPas encore d'évaluation
- Additives in Parenteral FormulationDocument54 pagesAdditives in Parenteral FormulationMuhammad Hilmi50% (6)
- Production of Plasma Proteins for Therapeutic UseD'EverandProduction of Plasma Proteins for Therapeutic UseÉvaluation : 3 sur 5 étoiles3/5 (5)
- Tablet Coating ProblemsDocument6 pagesTablet Coating ProblemsAnup Bajracharya100% (2)
- Experimental approaches to Biopharmaceutics and PharmacokineticsD'EverandExperimental approaches to Biopharmaceutics and PharmacokineticsPas encore d'évaluation
- Tablet ProblemsDocument5 pagesTablet ProblemsAnup Bajracharya75% (8)
- A Laboratory Manual of Physical PharmaceuticsD'EverandA Laboratory Manual of Physical PharmaceuticsÉvaluation : 2.5 sur 5 étoiles2.5/5 (2)
- Pharmaceutical Incompatibility 1Document17 pagesPharmaceutical Incompatibility 1William FullerPas encore d'évaluation
- Tablet ProductionDocument24 pagesTablet Productionnaveenbhatti96% (26)
- SuspensionsDocument130 pagesSuspensionsHaroon Rahim0% (1)
- 2.2e Coating Formulation CalculationDocument6 pages2.2e Coating Formulation CalculationNitesh Shah100% (2)
- C-8 TabletDocument129 pagesC-8 TabletLareina Uy Calubad67% (3)
- Tablet Coating With Its DefectsDocument56 pagesTablet Coating With Its Defectsjoshirohan100% (1)
- Sustained ReleaseDocument59 pagesSustained ReleaseDipankar Sarkhel100% (1)
- Advanced Granulation TechniquesDocument38 pagesAdvanced Granulation TechniquesUsama Naushahi100% (1)
- Compression CompactionDocument46 pagesCompression CompactionNoonaNuzha Lestary NuzhaAyuPas encore d'évaluation
- PharmaDocument64 pagesPharmaNazee Mohammad Isa100% (1)
- Granulation Machines Used For Dry Granulation and Wet GranulationDocument18 pagesGranulation Machines Used For Dry Granulation and Wet GranulationShaban Danish100% (1)
- Advance Granulation TechnologyDocument81 pagesAdvance Granulation TechnologysyeedPas encore d'évaluation
- Chapter 27 Suspensions and EmulsionsDocument49 pagesChapter 27 Suspensions and EmulsionsKate Montenegro67% (3)
- Method of Preparation of Tabletdry GranulationDocument11 pagesMethod of Preparation of Tabletdry GranulationChristopher LunaPas encore d'évaluation
- Granulation With Rapid Mixer Granulator (RMG) - A Review - Pharma InfoDocument35 pagesGranulation With Rapid Mixer Granulator (RMG) - A Review - Pharma Infoaral1aral100% (3)
- PreformulationDocument100 pagesPreformulationVikas Jhawat0% (1)
- Tablets: Unit IiiDocument43 pagesTablets: Unit Iiilovehope100% (2)
- Tablet GranulationDocument17 pagesTablet GranulationAnup Bajracharya100% (3)
- Granulation ProcessDocument17 pagesGranulation ProcessSyed Waqas HaiderPas encore d'évaluation
- Tablet Coating - Fundamentals & TechniquesDocument36 pagesTablet Coating - Fundamentals & TechniquesSatyabrata SahuPas encore d'évaluation
- Tableting Manufacturing-2011Lecture 3Document74 pagesTableting Manufacturing-2011Lecture 3Jonathan BaileyPas encore d'évaluation
- Laboratory Manual of Biopharmaceutics and Pharmacokinetics PDFDocument168 pagesLaboratory Manual of Biopharmaceutics and Pharmacokinetics PDFNiraj GuptaPas encore d'évaluation
- 5packaging of Pharmaceutical Dosage FormsDocument19 pages5packaging of Pharmaceutical Dosage FormsTrii SakttiPas encore d'évaluation
- Evalutation Parameter of TabletsDocument27 pagesEvalutation Parameter of TabletsAnkush DwivediPas encore d'évaluation
- CHAPTER 1 Preformulation StudiesDocument18 pagesCHAPTER 1 Preformulation Studieskartik sharmaPas encore d'évaluation
- Handbook of Pharmaceutical Controlled Release TechnologyDocument872 pagesHandbook of Pharmaceutical Controlled Release TechnologyLong Tran100% (4)
- Binders in Tablet ManufacturingDocument4 pagesBinders in Tablet Manufacturingmicrobiologist125Pas encore d'évaluation
- Formulation, Development and Evalution of An Immediate Release Tablet of MethotrexateDocument22 pagesFormulation, Development and Evalution of An Immediate Release Tablet of MethotrexateDarlianaMelloSouzaPas encore d'évaluation
- Pharmaceutical SuspensionsDocument52 pagesPharmaceutical SuspensionsUsman Akhtar100% (1)
- Manufacturing of Tablets PART-IIIDocument12 pagesManufacturing of Tablets PART-IIIbalamuruganPas encore d'évaluation
- Sterile Dosage FormsDocument45 pagesSterile Dosage Formsrajgornaresh100% (5)
- Physics of Tablet Comp ActionDocument25 pagesPhysics of Tablet Comp ActionPraanav DaPas encore d'évaluation
- Granules SBDocument43 pagesGranules SBMirza Salman BaigPas encore d'évaluation
- Design of Dosage FormsDocument17 pagesDesign of Dosage FormsMuhammad HilmiPas encore d'évaluation
- Fdocuments - in Dry-GranulationDocument11 pagesFdocuments - in Dry-GranulationDevang GondaliyaPas encore d'évaluation
- QCVN 01 2009 BYT - enDocument9 pagesQCVN 01 2009 BYT - enRoxyRosePas encore d'évaluation
- Lesson 1 Carbon CompoundsDocument27 pagesLesson 1 Carbon CompoundsMARY JOY MARQUEZPas encore d'évaluation
- ClorDiSys SDS Chlorine-Dioxide-GasDocument5 pagesClorDiSys SDS Chlorine-Dioxide-GasBulent InanPas encore d'évaluation
- Electrolyser Case Studies (COMPARATIVA ELECTROLIZADORES)Document26 pagesElectrolyser Case Studies (COMPARATIVA ELECTROLIZADORES)RaulPas encore d'évaluation
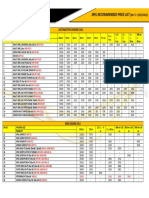
- 11.02.23 Distributor PLDocument12 pages11.02.23 Distributor PLsourcing lsplPas encore d'évaluation
- Sabaragamuwa Provincial Department of Education: First Term Test - 2018 Grade - 11 I I Science IDocument7 pagesSabaragamuwa Provincial Department of Education: First Term Test - 2018 Grade - 11 I I Science IRash PamithuPas encore d'évaluation
- Lab 02Document3 pagesLab 02Zainullah ButtPas encore d'évaluation
- Notes Chapter 884Document1 497 pagesNotes Chapter 884notime ReactionPas encore d'évaluation
- Worksheet: Intermolecular Forces: Molecule Polar or Non?Document2 pagesWorksheet: Intermolecular Forces: Molecule Polar or Non?Maffy AvellanaPas encore d'évaluation
- Tds Kemira Cop 183 Emea enDocument1 pageTds Kemira Cop 183 Emea enSteven CoultonPas encore d'évaluation
- Chemistry Question With Solutions Imp For 12Document10 pagesChemistry Question With Solutions Imp For 12Himanshu GuptaPas encore d'évaluation
- Jo 0503299Document6 pagesJo 0503299Kyucheol PaikPas encore d'évaluation
- Unit-3 Gastrointestinal Agents Introduction and AcidifiersDocument11 pagesUnit-3 Gastrointestinal Agents Introduction and Acidifierskajal takPas encore d'évaluation
- 5.Động học, xúc tácDocument14 pages5.Động học, xúc tácVân Tú NguyễnPas encore d'évaluation
- Formulating With Cationic EmulsifiersDocument16 pagesFormulating With Cationic EmulsifiersherfuentesPas encore d'évaluation
- Root Canal Filling Materials: EndodonticsDocument19 pagesRoot Canal Filling Materials: EndodonticsمحمدPas encore d'évaluation
- Molecular Structure of Glucose - MacromoleculesDocument6 pagesMolecular Structure of Glucose - MacromoleculessrdjanPas encore d'évaluation
- Powder Metallurgy Stainless Steels - Processing Microstructures, and PropertiesDocument227 pagesPowder Metallurgy Stainless Steels - Processing Microstructures, and PropertiesSamuel TesfayePas encore d'évaluation
- M. J. Tang, M. Shiraiwa, U. Pöschl, R. A. Cox, and M. KalbererDocument14 pagesM. J. Tang, M. Shiraiwa, U. Pöschl, R. A. Cox, and M. KalbererAjeng FadillahPas encore d'évaluation
- JPCB Salt Praveen - 2Document2 pagesJPCB Salt Praveen - 2Vahid SarfarazPas encore d'évaluation
- SpreFix Binder System PDFDocument1 pageSpreFix Binder System PDFvangeliskyriakos8998Pas encore d'évaluation
- Hilti HIT RE 500 Post Installed Rebars PDFDocument12 pagesHilti HIT RE 500 Post Installed Rebars PDFHazim HaPas encore d'évaluation
- The Interpretation of Standard Deposit Analysis ResultsDocument2 pagesThe Interpretation of Standard Deposit Analysis ResultsJefanny JaouhariPas encore d'évaluation
- Module 4 THE MOLE CONCEPTDocument22 pagesModule 4 THE MOLE CONCEPTJan IcePas encore d'évaluation
- Lithium - Brochure - ApprovedDocument1 pageLithium - Brochure - ApprovedVivek Ranganathan100% (1)
- Barazan® D Plus™: Viscosifier/Suspension AgentDocument1 pageBarazan® D Plus™: Viscosifier/Suspension AgentMarcoAntonioSerranoBazanPas encore d'évaluation
- Chemistry/Polymer Science: Category GENDocument22 pagesChemistry/Polymer Science: Category GENShweta RamtekePas encore d'évaluation
- Unit 11 Alcohols Ethers Thiols UST Template 1Document31 pagesUnit 11 Alcohols Ethers Thiols UST Template 1Daniel BalubalPas encore d'évaluation
- 15cone6 GlazeRecipes - 100217Document12 pages15cone6 GlazeRecipes - 100217Ricardo PavanPas encore d'évaluation
- Self-Practice Problems: P-Block ElementsDocument9 pagesSelf-Practice Problems: P-Block ElementsPranav DhimanPas encore d'évaluation