Vous aimerez peut-être aussi
- CS Pipe Fab & Erect CostsDocument6 pagesCS Pipe Fab & Erect Costswally55bear69% (16)
- Types of WeldingDocument10 pagesTypes of WeldingMuhammad Tauseef ZafarPas encore d'évaluation
- Petrogen Reference Manual (2014) PDFDocument32 pagesPetrogen Reference Manual (2014) PDFB.H100% (1)
- Rebar: Rebar Is The Common Name For Cylindrical Shaped Steel Bars With Uniformly Spaced ProtrusionsDocument21 pagesRebar: Rebar Is The Common Name For Cylindrical Shaped Steel Bars With Uniformly Spaced ProtrusionsTimberly100% (1)
- Hitachi Alloy CableDocument4 pagesHitachi Alloy CableRao PanidapuPas encore d'évaluation
- Ore Is Natural Rock or Sediment That Contains Desirable Minerals, TypicallyDocument5 pagesOre Is Natural Rock or Sediment That Contains Desirable Minerals, TypicallyFlaviaBritesPas encore d'évaluation
- Material PropertiesDocument16 pagesMaterial PropertiesMadan Kulkarni100% (1)
- Heat Treatment GC - 08Document54 pagesHeat Treatment GC - 08kr_abhijeet72356587Pas encore d'évaluation
- Instrumentation Tubing and Their Connections-Nirbhay GuptaDocument127 pagesInstrumentation Tubing and Their Connections-Nirbhay Guptanirbhay111100% (13)
- Pipe Fitting CatalogueDocument48 pagesPipe Fitting CatalogueKyaw KhPas encore d'évaluation
- Maintenance of RF-361 Draft GearDocument3 pagesMaintenance of RF-361 Draft GearAnonymous rwtdNjaZPas encore d'évaluation
- Overview of 140T CraneDocument163 pagesOverview of 140T Cranekr_abhijeet72356587100% (2)
- Steel BookDocument104 pagesSteel BookMave75Pas encore d'évaluation
- MechatronicsDocument32 pagesMechatronicskr_abhijeet72356587Pas encore d'évaluation
- Introduction To LHB CoachDocument68 pagesIntroduction To LHB Coachkr_abhijeet72356587100% (4)
- Compressor 143Document30 pagesCompressor 143James Wayne BarkerPas encore d'évaluation
- Stability and Control Iit KanpurDocument844 pagesStability and Control Iit KanpursankalpPas encore d'évaluation
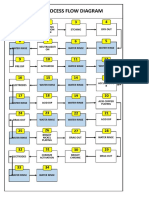
- Plating Process Flow DiagramDocument4 pagesPlating Process Flow DiagramManu SharmaPas encore d'évaluation
- Modified Fiat Bogie Presentation 5Document57 pagesModified Fiat Bogie Presentation 5kr_abhijeet7235658783% (12)
- Wagon ManualDocument511 pagesWagon ManualSusanta Baidya100% (1)
- Hydraulic Cylinders English Imperial E329 v2Document64 pagesHydraulic Cylinders English Imperial E329 v2Giurea SorinPas encore d'évaluation
- Engine Base & BlockDocument47 pagesEngine Base & Blockkr_abhijeet7235658750% (2)
- Rail Wheel Int. TOTPDocument93 pagesRail Wheel Int. TOTPkr_abhijeet72356587100% (3)
- SAN EPD (Rev 03)Document47 pagesSAN EPD (Rev 03)Venu Gopal100% (1)
- Gsce ChemistryDocument2 pagesGsce ChemistryAaravPas encore d'évaluation
- Aws D15.2 PDFDocument62 pagesAws D15.2 PDFStarla Hill100% (2)
- ICF Bogie 10.3.08Document101 pagesICF Bogie 10.3.08kr_abhijeet72356587100% (6)
- Modified Fiat Bogie Presentation 4Document56 pagesModified Fiat Bogie Presentation 4kr_abhijeet7235658767% (3)
- Powerline Laundry CatalogDocument32 pagesPowerline Laundry CatalogRudy prastamaPas encore d'évaluation
- Machine Elements DesignDocument281 pagesMachine Elements DesignsgmdoPas encore d'évaluation
- 06 - SS - 09082021 To 20082021 Bridge, SR - DEnDocument52 pages06 - SS - 09082021 To 20082021 Bridge, SR - DEnAl OkPas encore d'évaluation
- Wheel Slide ProtectionDocument4 pagesWheel Slide ProtectionShailender Reddy100% (1)
- Railway Coaching DepoDocument10 pagesRailway Coaching DepoSanskar AgrawalPas encore d'évaluation
- CombinedDocument41 pagesCombinedSaif MohdPas encore d'évaluation
- 03 MDocument15 pages03 MKhanh Duc NguyenPas encore d'évaluation
- Europress 03EPP EDocument132 pagesEuropress 03EPP EAdrian TudorachePas encore d'évaluation
- Charge Air Sytem of Alco LocosDocument49 pagesCharge Air Sytem of Alco LocosriajulPas encore d'évaluation
- Lecture 7 - Horizontal AlignmentDocument55 pagesLecture 7 - Horizontal AlignmentJay PatelPas encore d'évaluation
- Wag 6A: CONT. RAIL P.S. 6280 Bo-Bo-Bo Type Wag 6A Class Electric Locomotive 1676 MM GAUGEDocument10 pagesWag 6A: CONT. RAIL P.S. 6280 Bo-Bo-Bo Type Wag 6A Class Electric Locomotive 1676 MM GAUGERUDHRESH KUMAR SPas encore d'évaluation
- Lukas Hydraulic Tools PDFDocument132 pagesLukas Hydraulic Tools PDFdsanigel9100% (1)
- Trainee SomanyDocument64 pagesTrainee SomanyDivyaMendirattaPas encore d'évaluation
- Vision Art&Culture EnglishDocument80 pagesVision Art&Culture EnglishEsther RaniPas encore d'évaluation
- Brake2 PDFDocument59 pagesBrake2 PDFPushpendra RawatPas encore d'évaluation
- CONT. RAIL P.S. 5440 Bo-Bo Type Wap 5 Electric Locomotive 1676 MM GAUGEDocument11 pagesCONT. RAIL P.S. 5440 Bo-Bo Type Wap 5 Electric Locomotive 1676 MM GAUGERUDHRESH KUMAR SPas encore d'évaluation
- 1 HandpumpDocument44 pages1 HandpumpthanhPas encore d'évaluation
- Acknowledgement: Principal, STC: Sri A. K. Jaiswal Adme, STC: Sri A. K. Nag C.I, BTC: Sri N. C. KhamruiDocument31 pagesAcknowledgement: Principal, STC: Sri A. K. Jaiswal Adme, STC: Sri A. K. Nag C.I, BTC: Sri N. C. KhamruiEtch Technical100% (1)
- Catalogue Durapac PDFDocument144 pagesCatalogue Durapac PDFMarita VillezaPas encore d'évaluation
- As SystemDocument18 pagesAs Systemkr_abhijeet72356587Pas encore d'évaluation
- Locomotive BoilerDocument32 pagesLocomotive BoilerDr. BIBIN CHIDAMBARANATHANPas encore d'évaluation
- 03 Design Guide Rail CarsDocument23 pages03 Design Guide Rail CarsChristian FernandezPas encore d'évaluation
- 1388514083camless EngineDocument49 pages1388514083camless EngineArunSharmaPas encore d'évaluation
- Engineering MechanicsDocument195 pagesEngineering MechanicsgopinathmePas encore d'évaluation
- MSME Gazette NotificationDocument2 pagesMSME Gazette NotificationkcecplPas encore d'évaluation
- Features of Special Wagons or Latest WagonsDocument47 pagesFeatures of Special Wagons or Latest WagonsMrityunjay KrPas encore d'évaluation
- Delhi Metro Working ReportDocument30 pagesDelhi Metro Working ReportShubham Tyagi0% (1)
- En 13534 Holmatro CatalogueDocument144 pagesEn 13534 Holmatro CataloguemunazarPas encore d'évaluation
- Steam Powered TrainDocument8 pagesSteam Powered Trainapi-340237311Pas encore d'évaluation
- Conventional Loco Item Review January 2010Document118 pagesConventional Loco Item Review January 2010sumitshyamalPas encore d'évaluation
- Advanced Bogie Brake SystemsDocument5 pagesAdvanced Bogie Brake SystemsAndy AcousticPas encore d'évaluation
- Nptel WeldingDocument233 pagesNptel WeldingThasarathan Ravichandran100% (2)
- Annual Report 2022Document512 pagesAnnual Report 2022JohnPas encore d'évaluation
- H Type CouplerDocument10 pagesH Type CouplerSantosh Sharma50% (2)
- B&G Quantum XM 50 Owners ManualDocument0 pageB&G Quantum XM 50 Owners ManualVonLoutsosPas encore d'évaluation
- SandeepDocument69 pagesSandeepsandeep kumar vishwakarmaPas encore d'évaluation
- Spart: Under Floor MountedDocument4 pagesSpart: Under Floor MountedVijay AnandPas encore d'évaluation
- Failure of Springs PDFDocument10 pagesFailure of Springs PDFMilind Chimurkar100% (1)
- Indian Railways GCCDocument52 pagesIndian Railways GCCVboy Sharma67% (3)
- Quality Audit of BOXNHL Wagon Production at SPJDocument27 pagesQuality Audit of BOXNHL Wagon Production at SPJkr_abhijeet72356587100% (1)
- Dynamics NotesDocument126 pagesDynamics NotesChitrang BohraPas encore d'évaluation
- EMU - 0167 - Rev 4 - 15Document138 pagesEMU - 0167 - Rev 4 - 15Prasad AthavalePas encore d'évaluation
- BHEL AC TMS AND ALTERNATORS FOR CAPE GAGUE LOCOSTransportation-brochureDocument8 pagesBHEL AC TMS AND ALTERNATORS FOR CAPE GAGUE LOCOSTransportation-brochurenmr100% (1)
- Introductory Hand Book For 1600HP AC-AC Demu For Loco Pilots - FINALDocument68 pagesIntroductory Hand Book For 1600HP AC-AC Demu For Loco Pilots - FINALDinesh MehtaPas encore d'évaluation
- Demu Training Report PDFDocument80 pagesDemu Training Report PDFGurjit SinghPas encore d'évaluation
- FM Nptel MergedDocument214 pagesFM Nptel MergedU SANKAR TEJOPas encore d'évaluation
- CouplingsDocument45 pagesCouplingsLaxminarsimhaswamy Konda50% (2)
- Holmatro Combitools-5111-5117Document16 pagesHolmatro Combitools-5111-5117Forum PompieriiPas encore d'évaluation
- Diesel Loco Shed, Hubli: Operator'S ManualDocument28 pagesDiesel Loco Shed, Hubli: Operator'S ManualPrashant Sharma100% (1)
- Draft Handbook On Restoration by Hydraulic Re-Railing EquipmentDocument50 pagesDraft Handbook On Restoration by Hydraulic Re-Railing EquipmentRakhi LaddarPas encore d'évaluation
- QSK-50L Maint ScheduleDocument4 pagesQSK-50L Maint SchedulebvdasPas encore d'évaluation
- 2 - Revised Draft Schedule of Standard Examination of 1400HP DEMU - Report No. MP-MISC-157 - Rev-03 - Oct-2018Document51 pages2 - Revised Draft Schedule of Standard Examination of 1400HP DEMU - Report No. MP-MISC-157 - Rev-03 - Oct-2018MD AZHAR KAZMIPas encore d'évaluation
- Dictionary of Quran HindiDocument268 pagesDictionary of Quran HindiSaajan VermaPas encore d'évaluation
- M.A. (Persian) Part-II (Annual)Document5 pagesM.A. (Persian) Part-II (Annual)kr_abhijeet72356587Pas encore d'évaluation
- Rail Wheel Interaction 02Document44 pagesRail Wheel Interaction 02kr_abhijeet723565870% (1)
- Primer On Cyber Laws in India - Rajnish KumarDocument9 pagesPrimer On Cyber Laws in India - Rajnish Kumarkr_abhijeet72356587Pas encore d'évaluation
- Intro To DSL LocoDocument26 pagesIntro To DSL Locokr_abhijeet72356587100% (2)
- M.A Political ScienceDocument8 pagesM.A Political Sciencekr_abhijeet72356587Pas encore d'évaluation
- Quality Audit of BOXNHL Wagon Production at SPJDocument27 pagesQuality Audit of BOXNHL Wagon Production at SPJkr_abhijeet72356587100% (1)
- Nanotech PaintingDocument16 pagesNanotech Paintingkr_abhijeet72356587Pas encore d'évaluation
- Icf CoachDocument25 pagesIcf Coachkr_abhijeet72356587Pas encore d'évaluation
- ICF BogieDocument89 pagesICF Bogiekr_abhijeet72356587100% (8)
- MC-97 For SS Welding GC-08Document20 pagesMC-97 For SS Welding GC-08kr_abhijeet72356587Pas encore d'évaluation
- Development in WagonDocument142 pagesDevelopment in Wagonkr_abhijeet7235658783% (6)
- Energy Conservation MGMT BILWCDocument68 pagesEnergy Conservation MGMT BILWCkr_abhijeet72356587Pas encore d'évaluation
- Friction WedgesDocument7 pagesFriction Wedgeskr_abhijeet72356587Pas encore d'évaluation
- Diesel Lay-Out PDCDocument34 pagesDiesel Lay-Out PDCkr_abhijeet72356587100% (3)
- Disk BrakeDocument42 pagesDisk Brakekr_abhijeet7235658783% (6)
- Power Transmitting GearsDocument9 pagesPower Transmitting GearsAnimesh KumarPas encore d'évaluation
- MIL STD 889D 2021 ReleaseDocument50 pagesMIL STD 889D 2021 ReleaseErnest MendozaPas encore d'évaluation
- Aalco CatalogueDocument72 pagesAalco CataloguedisasterdazPas encore d'évaluation
- Bas Sus B - 5Document1 pageBas Sus B - 5Partha Sarathi GhoshPas encore d'évaluation
- MSS SP-73 2003 Brazing Joints For Copper and Copper Alloy PDFDocument5 pagesMSS SP-73 2003 Brazing Joints For Copper and Copper Alloy PDFnaser712Pas encore d'évaluation
- Application of Sustainable TechniquesDocument18 pagesApplication of Sustainable TechniquesEsmeralda MuñozPas encore d'évaluation
- Astm A148Document4 pagesAstm A148Leo AislanPas encore d'évaluation
- La Metalografia A ColorDocument81 pagesLa Metalografia A ColorLENDPas encore d'évaluation
- Babbitt (Metal)Document8 pagesBabbitt (Metal)cal2_uniPas encore d'évaluation
- Hot Dip Galvanizing ProcessDocument13 pagesHot Dip Galvanizing ProcessNatarajan MurugesanPas encore d'évaluation
- Koyo SuffixsDocument10 pagesKoyo SuffixsOktavianus Paul Mulalinda100% (1)
- NuShineII Product BulletinDocument2 pagesNuShineII Product BulletinremchughPas encore d'évaluation
- V2100 System Aerosol RO01 GDH682Document3 pagesV2100 System Aerosol RO01 GDH682Juan SantosPas encore d'évaluation
- MMS Unit VDocument8 pagesMMS Unit VAdula RajasekharPas encore d'évaluation
- Lecture 5 Non Ferrous Metals PropertiesDocument20 pagesLecture 5 Non Ferrous Metals PropertiesAmrit DangPas encore d'évaluation
- 5-Hot Tear PDFDocument9 pages5-Hot Tear PDFPeeka Prabhakara RaoPas encore d'évaluation
- Vekter Street and Area Lighting LuminairesDocument1 pageVekter Street and Area Lighting LuminairesDessouki SamakPas encore d'évaluation
- Section 10 QuestionsDocument6 pagesSection 10 QuestionsSameer MohammadPas encore d'évaluation