Vous aimerez peut-être aussi
- Troubleshooting en Operaciones de Crudo y Gas, Volumen 1. Solución de Problemas en el Área de ProducciónD'EverandTroubleshooting en Operaciones de Crudo y Gas, Volumen 1. Solución de Problemas en el Área de ProducciónPas encore d'évaluation
- Metodología de Productividad GTDDocument19 pagesMetodología de Productividad GTDRamon CerveraPas encore d'évaluation
- 7 El Fabricante de Helados: Cómo implantar la calidad en una empresaDocument14 pages7 El Fabricante de Helados: Cómo implantar la calidad en una empresaCarlos Emmanuel Vázquez Luna100% (1)
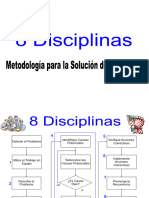
- 8 Disciplinas (8 D)Document14 pages8 Disciplinas (8 D)LuisGarciaPerezPas encore d'évaluation
- La fábrica de beneficios: Una guía para la productividad gerencialD'EverandLa fábrica de beneficios: Una guía para la productividad gerencialPas encore d'évaluation
- AnaLisis de Problemas y Toma de Decisiones KEPNER Y TREGOEDocument75 pagesAnaLisis de Problemas y Toma de Decisiones KEPNER Y TREGOEAdrian Gabriel Fernandez67% (3)
- Numero Reynolds, Ecuación de PousevilleDocument7 pagesNumero Reynolds, Ecuación de PousevilleChristopher Cabrera60% (5)
- Introduccion A Las 8dDocument10 pagesIntroduccion A Las 8djuan_carlos10100% (3)
- Solución de Problemas de Manufactura U3Document42 pagesSolución de Problemas de Manufactura U3Alexandro Hdez HPas encore d'évaluation
- Soluciones LeanDocument53 pagesSoluciones LeanRamón G. PachecoPas encore d'évaluation
- Las 8DDocument1 pageLas 8DJuan EstradaPas encore d'évaluation
- Solucion de ProblemasDocument56 pagesSolucion de ProblemasVictor Manuel Garcia RamirezPas encore d'évaluation
- Ocho Disciplinas para La Resolución de ProblemasDocument9 pagesOcho Disciplinas para La Resolución de ProblemasEsmeralda Aldana BautistaPas encore d'évaluation
- 8 Disciplinas Resolución ProblemasDocument4 pages8 Disciplinas Resolución ProblemassercalsaPas encore d'évaluation
- Metodología 8DDocument3 pagesMetodología 8DKarenciita MoránPas encore d'évaluation
- Las 8DDocument17 pagesLas 8Djuan_carlos10100% (1)
- 8 Disciplinas (8 D)Document16 pages8 Disciplinas (8 D)julioPas encore d'évaluation
- 8 Disciplinas - Un Método Imbatible para Resolver Problemas y NC SDocument12 pages8 Disciplinas - Un Método Imbatible para Resolver Problemas y NC SsergioivanrsPas encore d'évaluation
- 3.1 Tops (Equipos Orientados A La Solucion de Problemas)Document3 pages3.1 Tops (Equipos Orientados A La Solucion de Problemas)MartinBaltazar100% (11)
- ¿Qué Son Las 8D?Document2 pages¿Qué Son Las 8D?Enri PerezPas encore d'évaluation
- 8 Disciplinas para Resolucion de ProblemasDocument6 pages8 Disciplinas para Resolucion de ProblemasDiegoPaulCastroPas encore d'évaluation
- Asme B30.2-2005Document45 pagesAsme B30.2-2005alexanderPas encore d'évaluation
- T1u3. - Ensayo Sobre TopsDocument9 pagesT1u3. - Ensayo Sobre TopsBeny MisaelPas encore d'évaluation
- 8 Disciplinas (8 D S)Document23 pages8 Disciplinas (8 D S)Pedro ParraPas encore d'évaluation
- Cuando Usar Las 8D o DMAICDocument3 pagesCuando Usar Las 8D o DMAICFran jimenezPas encore d'évaluation
- Solucion de ProblemasDocument4 pagesSolucion de ProblemasAdier AbdiPas encore d'évaluation
- Deteccion Analitica de FallasDocument70 pagesDeteccion Analitica de FallasNilsenRiveraPas encore d'évaluation
- Poka Yoke y 8D SDocument25 pagesPoka Yoke y 8D SAlstar LozoyaPas encore d'évaluation
- Que Es?: Metodología 8 D's (8 Disciplinas) Herramienta Útil para Análisis y Solución de ProblemasDocument14 pagesQue Es?: Metodología 8 D's (8 Disciplinas) Herramienta Útil para Análisis y Solución de Problemasrazo8402Pas encore d'évaluation
- Resuelve Problemas Como Un Ingeniero v0Document26 pagesResuelve Problemas Como Un Ingeniero v0ignacio iridoyPas encore d'évaluation
- Libro Analisis de Deteccion de FallasDocument19 pagesLibro Analisis de Deteccion de Fallasdesc1100% (1)
- Análisis Causa Raíz: Método para identificar fallasDocument10 pagesAnálisis Causa Raíz: Método para identificar fallasteam_masterPas encore d'évaluation
- Si Me Dieran Una Hora para Salvar El Planeta, Consumiría 59 Minutos Averiguando El Problema y Tan Solo Uno Resolviéndolo. Albert EinsteinDocument16 pagesSi Me Dieran Una Hora para Salvar El Planeta, Consumiría 59 Minutos Averiguando El Problema y Tan Solo Uno Resolviéndolo. Albert Einsteinlissbett damian loveraPas encore d'évaluation
- Analisis Causa-Raiz PDFDocument33 pagesAnalisis Causa-Raiz PDFJosé Roberto Gutierrez ZavaletaPas encore d'évaluation
- Producto Calidad 8d SDocument13 pagesProducto Calidad 8d SEmmanuel FloresPas encore d'évaluation
- 10 Errores Comunes en El Análisis de Fallas en CampoDocument4 pages10 Errores Comunes en El Análisis de Fallas en CampocalixtohenriquezPas encore d'évaluation
- Investigacion Solucion de Problemas de ManufacturaDocument86 pagesInvestigacion Solucion de Problemas de ManufacturaMagdiel HernándezPas encore d'évaluation
- Los Pasos de FocalizaciónDocument5 pagesLos Pasos de FocalizaciónAlejandra ManceraPas encore d'évaluation
- 4.3 Métodos de Organización de Procesos 2Document29 pages4.3 Métodos de Organización de Procesos 2Vanessa Zapata RuizPas encore d'évaluation
- Resumen Capitulo 4Document5 pagesResumen Capitulo 4Enmanuel Santos DiazPas encore d'évaluation
- Aquí Está La Solución POKA YOKEDocument10 pagesAquí Está La Solución POKA YOKEFacilitador UnadPas encore d'évaluation
- 8 Disciplinas (8DS)Document22 pages8 Disciplinas (8DS)Glendy Ek ChucPas encore d'évaluation
- Cuadernillo Unidad 3Document38 pagesCuadernillo Unidad 3Joel LuisPas encore d'évaluation
- Herramientas de Mejora Continua para El Siglo XXIDocument6 pagesHerramientas de Mejora Continua para El Siglo XXIJeimmy SolerPas encore d'évaluation
- U3A5Document2 pagesU3A5Cristian Melchor GarciaPas encore d'évaluation
- 8 Disciplinas (8 D)Document14 pages8 Disciplinas (8 D)Ciro HernxndezPas encore d'évaluation
- Ii8b Me1u3 8diciplinas Maria-Jose-Pech-HuhDocument20 pagesIi8b Me1u3 8diciplinas Maria-Jose-Pech-HuhCARLOS YASSIF CHALE CANCHEPas encore d'évaluation
- 8 D'sDocument15 pages8 D'sjesus arcadioPas encore d'évaluation
- 8 Disciplinas (8 DS)Document14 pages8 Disciplinas (8 DS)Jazmin CoronadoPas encore d'évaluation
- 8 PASOS PARA RESOLVER PROBLEMASDocument16 pages8 PASOS PARA RESOLVER PROBLEMASvictoriach.secapphPas encore d'évaluation
- Resumen del video La Meta de GoldrattDocument2 pagesResumen del video La Meta de GoldrattKimberly LATOUR PAUCARPas encore d'évaluation
- Preguntas Más ComunesDocument4 pagesPreguntas Más ComunesivanPas encore d'évaluation
- Reglas para resolver problemas en PCDocument2 pagesReglas para resolver problemas en PCEnrique SilvaPas encore d'évaluation
- Reglas para Solucionar Problemas en ComputadorasDocument2 pagesReglas para Solucionar Problemas en ComputadorasPili MiliPas encore d'évaluation
- Guia 7 Errores de CerrajerosDocument37 pagesGuia 7 Errores de CerrajerosFelipe FarfanPas encore d'évaluation
- Las Claves Del Éxito de ToyotaDocument7 pagesLas Claves Del Éxito de ToyotaLeyver TolentinoPas encore d'évaluation
- TOPS y equipos orientados a la solución de problemasDocument50 pagesTOPS y equipos orientados a la solución de problemasJUAN GOMEZ LOREDOPas encore d'évaluation
- AAGC - Gestión de CalidadDocument7 pagesAAGC - Gestión de CalidadALEXA ANDREA GONZALEZ CEDILLOPas encore d'évaluation
- Unidad 3 Solucion de Problemas de Sistemas de ManufacturaDocument9 pagesUnidad 3 Solucion de Problemas de Sistemas de ManufacturaDoreyda BahenaPas encore d'évaluation
- Solucion de ProblemasDocument58 pagesSolucion de Problemasspiderman16962Pas encore d'évaluation
- Los 12 Principios Del Manifiesto ÁgilDocument11 pagesLos 12 Principios Del Manifiesto ÁgilMartin Tano AnzisiPas encore d'évaluation
- 5 Por QuéDocument2 pages5 Por Quémaria jose aleman perezPas encore d'évaluation
- Guia QuimicaDocument12 pagesGuia QuimicaYUDY MARLENY VELA NEGROPas encore d'évaluation
- Inventos, Inventores e InventorasDocument11 pagesInventos, Inventores e InventorasMaria Pilar CarillaPas encore d'évaluation
- Todas Las Herramientas para Celulares - VYGIS TOOL BOXDocument2 pagesTodas Las Herramientas para Celulares - VYGIS TOOL BOXinkabebePas encore d'évaluation
- MEMORIA PROYECTO Puerta CorrederaDocument12 pagesMEMORIA PROYECTO Puerta CorrederaJavier Perez MolinaPas encore d'évaluation
- TablasDocument9 pagesTablasandresPas encore d'évaluation
- E 3 Tabla 3 Trabajos Energizados y DesenergizadosDocument1 pageE 3 Tabla 3 Trabajos Energizados y DesenergizadosCarmen Castillo0% (1)
- Restauracón Del Puente BaltaDocument10 pagesRestauracón Del Puente BaltaJUAN ALEXIS SANCHEZ PICONPas encore d'évaluation
- Diagnóstico del servicio de agua potable en Las LomasDocument14 pagesDiagnóstico del servicio de agua potable en Las LomasEsgar Rojas LujanPas encore d'évaluation
- Informática Aplicada - Clasificacion de Suelos (SUCS Y AASHTO)Document2 pagesInformática Aplicada - Clasificacion de Suelos (SUCS Y AASHTO)Luis Santos ZamboraPas encore d'évaluation
- Mundo Minero Octubre 2015Document76 pagesMundo Minero Octubre 2015Mundo Minero100% (1)
- Mi ParteeeDocument3 pagesMi ParteeeTJ Klein AldairPas encore d'évaluation
- Tabla de Disolvente PVC PetDocument4 pagesTabla de Disolvente PVC PetOscar Gerardo Bautista80% (5)
- TesisDocument129 pagesTesisEnrique BarragánPas encore d'évaluation
- Charla de Gases TóxicosDocument15 pagesCharla de Gases TóxicosIsol Clarett Nieves TorbettPas encore d'évaluation
- Proyecto Final MicroondasDocument21 pagesProyecto Final Microondasjavier medinaPas encore d'évaluation
- Aplicación móvil MV Life Gym para usuarios de gimnasioDocument108 pagesAplicación móvil MV Life Gym para usuarios de gimnasioJhonatan CuzcoPas encore d'évaluation
- Manual SIGA MEFDocument159 pagesManual SIGA MEFHermogenes MamaniPas encore d'évaluation
- Instalación de radiador modelo Europa C-Xian N en vivienda de C/CanariasDocument2 pagesInstalación de radiador modelo Europa C-Xian N en vivienda de C/Canariasjosele123Pas encore d'évaluation
- Antena IsotronDocument3 pagesAntena IsotronFelipe Valencia100% (1)
- Propuesta de un vertedor adicional para la Central Hidroeléctrica Adolfo López MateosDocument206 pagesPropuesta de un vertedor adicional para la Central Hidroeléctrica Adolfo López MateosNatPas encore d'évaluation
- Presupuesto Estructuras Hosp - TarapotoDocument4 pagesPresupuesto Estructuras Hosp - TarapotoDiegoCastilloPas encore d'évaluation
- Codigos de Falla Obd2 1Document18 pagesCodigos de Falla Obd2 1Felipe Díaz DíazPas encore d'évaluation
- Revista de Sistemas Experimentales V6 N19 2Document8 pagesRevista de Sistemas Experimentales V6 N19 2Jonathan Guzman VicentePas encore d'évaluation
- Apuntes Procedimientos Const. IDocument119 pagesApuntes Procedimientos Const. IAR Ramsés100% (1)
- 01 Sistema IndirectoDocument15 pages01 Sistema IndirectoPiero ManrriquePas encore d'évaluation
- E Structur AsDocument123 pagesE Structur AsMaría Teresa Rueda GonzálezPas encore d'évaluation
- CONSULTA4Document5 pagesCONSULTA4Gerardo BayasPas encore d'évaluation
- Informe 4 EnzimaticaDocument13 pagesInforme 4 EnzimaticaAnniee FelizPas encore d'évaluation