Vous aimerez peut-être aussi
- Cours Métrologie Et Contrôle Qualité - Maîtrise Génie Mécanique 2013Document79 pagesCours Métrologie Et Contrôle Qualité - Maîtrise Génie Mécanique 2013Pascal Baudin67% (9)
- Simulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysD'EverandSimulation des vibrations mécaniques, 2e édition: par Matlab, Simulink et AnsysPas encore d'évaluation
- MétrologieDocument56 pagesMétrologieHakim Badri100% (4)
- Correction Ds1 Metrologie2012 - 2013 FinaleDocument4 pagesCorrection Ds1 Metrologie2012 - 2013 FinaleMounir Frija100% (1)
- Métrologie Dimensionnelle Et SurfaceDocument47 pagesMétrologie Dimensionnelle Et SurfaceTomas Muller TipsPas encore d'évaluation
- Metrologie de Base 2Document10 pagesMetrologie de Base 2A. samir100% (2)
- Metrologie DimensionnelleDocument7 pagesMetrologie DimensionnelleRajae ElPas encore d'évaluation
- Cours MetrologieDocument122 pagesCours MetrologieSẵffǿủ JặmếsPas encore d'évaluation
- 1 Les Bases de La MetrologieDocument11 pages1 Les Bases de La MetrologieAmir Sedouan100% (2)
- Métrologie Doc ProfDocument14 pagesMétrologie Doc ProfELMustaphaELMoukhtariPas encore d'évaluation
- Les Instruments de MesureDocument14 pagesLes Instruments de MesureAmine taik100% (1)
- Metrologie DimensionnelleDocument100 pagesMetrologie Dimensionnelleachrofo89% (9)
- MetrologieDocument227 pagesMetrologiemicipsa100% (3)
- TP Pied A CoulisseDocument7 pagesTP Pied A CoulisseKader KaderPas encore d'évaluation
- Metrologie de BaseDocument8 pagesMetrologie de BaseA. samir86% (7)
- Tech1 02 MetrologieDocument5 pagesTech1 02 MetrologieFredPas encore d'évaluation
- Métrologie Dimensionnelle TPDocument24 pagesMétrologie Dimensionnelle TPOumar Sall100% (7)
- Qualification Metrologie Dimensionnelle Et Géometrique PDFDocument73 pagesQualification Metrologie Dimensionnelle Et Géometrique PDFsaid3232100% (2)
- Rapport TP de MétrologieDocument7 pagesRapport TP de Métrologiehala89% (9)
- Utiliser Un Pied A Coulisse PapierDocument9 pagesUtiliser Un Pied A Coulisse PapierCamille Lodoïsk0% (1)
- Cours de MétrologieDocument67 pagesCours de Métrologiedomgue lorraine ildaPas encore d'évaluation
- TP MétrologieDocument12 pagesTP Métrologiecjs_rades8101Pas encore d'évaluation
- Metrologie - Incertitude de MesureDocument6 pagesMetrologie - Incertitude de MesureReignac100% (1)
- Tp2.pied A CoulisseDocument17 pagesTp2.pied A CoulisseAkram IbrirPas encore d'évaluation
- FinalDocument18 pagesFinalAyoub TarhouchiPas encore d'évaluation
- TD MetrologieDocument10 pagesTD MetrologieSaidPas encore d'évaluation
- Estimation IncertitudesDocument35 pagesEstimation IncertitudesBacem Chaabane100% (1)
- Guide Metrologie IndustrielleDocument105 pagesGuide Metrologie IndustrielleBessem Younes75% (4)
- TP2 - Controle Des Angles Et Des Cônes 1Document7 pagesTP2 - Controle Des Angles Et Des Cônes 1Gad Mumba100% (1)
- Chapitre 4 Fonction Métrologique Dans L'entrepriseDocument27 pagesChapitre 4 Fonction Métrologique Dans L'entrepriseMounir ben achourPas encore d'évaluation
- Metrologie Tci3Document58 pagesMetrologie Tci3ARSENE BRICE NDEMA BOMEPas encore d'évaluation
- Cours Metrologie Et QualitéDocument31 pagesCours Metrologie Et QualitéMalik Youbi100% (2)
- Cours MetrologieDocument50 pagesCours MetrologieKawther Ben100% (1)
- Presentation Generale Metrologie v6 OlasDocument21 pagesPresentation Generale Metrologie v6 Olasامين بوعزيزPas encore d'évaluation
- Compte RenduDocument35 pagesCompte RenduGhizlane100% (1)
- MétrologieDocument12 pagesMétrologieELMustaphaELMoukhtari100% (1)
- M3312C GestionMetrologie CM (Prof)Document96 pagesM3312C GestionMetrologie CM (Prof)noreddine saddouk100% (1)
- Controle Angle Barre Sinus PDFDocument2 pagesControle Angle Barre Sinus PDFdolokhovPas encore d'évaluation
- TP 1Document9 pagesTP 1fabrication mecaniquePas encore d'évaluation
- Cours (Metrologie) DIP (18-19) PDFDocument72 pagesCours (Metrologie) DIP (18-19) PDFIshak bazzouh50% (2)
- MetrologieDocument34 pagesMetrologieasalmi80% (5)
- Comment Utiliser Le Pied À Coulisse PDFDocument8 pagesComment Utiliser Le Pied À Coulisse PDFtoudjaPas encore d'évaluation
- Cotation Fonctionnelle Selon Les Normes ISO: Méthode: Cotation en Localisation Avec Influence Des ContactsDocument81 pagesCotation Fonctionnelle Selon Les Normes ISO: Méthode: Cotation en Localisation Avec Influence Des ContactsomatrPas encore d'évaluation
- Cours Sur La Mesure Et ControleDocument4 pagesCours Sur La Mesure Et ControleHadj Taïeb Rami100% (1)
- Livret de Cotation ISODocument14 pagesLivret de Cotation ISOPaulRoPas encore d'évaluation
- Cour MMT PDFDocument10 pagesCour MMT PDFsvans lmsvansi100% (3)
- TP 2Document9 pagesTP 2fabrication mecanique100% (2)
- 03 Techniquesdemesure PDFDocument19 pages03 Techniquesdemesure PDFStephane Durel Mbida100% (1)
- Metro LogDocument12 pagesMetro LoghamidPas encore d'évaluation
- Cotation Fonctionnelle 2017Document62 pagesCotation Fonctionnelle 2017Ayoub ID M’barkPas encore d'évaluation
- Cours Metrologie Finale 2006Document68 pagesCours Metrologie Finale 2006Ahmed KanounPas encore d'évaluation
- Cours Métrologie Et Contôle de Qualité PDFDocument79 pagesCours Métrologie Et Contôle de Qualité PDFmoez100% (3)
- Metro 1 GMDocument60 pagesMetro 1 GMmrduck lyPas encore d'évaluation
- Métrologie Et Contrôle Qualité SommaireDocument2 pagesMétrologie Et Contrôle Qualité SommaireMounir Frija100% (1)
- Chapitre 1-MétrologieDocument20 pagesChapitre 1-MétrologieAmina BELABIDPas encore d'évaluation
- Chap 1Document6 pagesChap 1erwyne.evrardPas encore d'évaluation
- Compte Rendu Metrologie tp2Document34 pagesCompte Rendu Metrologie tp2No Raya100% (1)
- Chapitre 1 Introduction À La MétrologieDocument4 pagesChapitre 1 Introduction À La MétrologieLaurenne YaoPas encore d'évaluation
- Présentation MS 372 N°3-FDocument42 pagesPrésentation MS 372 N°3-FNasr ÄllahPas encore d'évaluation
- Methodologie de Choix D'Une Architecture de Machine-Outil 5 Axes Pour L'Usinage Du TitaneDocument12 pagesMethodologie de Choix D'Une Architecture de Machine-Outil 5 Axes Pour L'Usinage Du TitaneMejri ImedPas encore d'évaluation
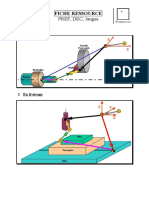
- FRPREFDECJAUGESDocument2 pagesFRPREFDECJAUGESMounir FrijaPas encore d'évaluation
- Modèle Fiche Matière - Usinage NumériqueDocument2 pagesModèle Fiche Matière - Usinage NumériqueMounir FrijaPas encore d'évaluation
- Modèle Fiche Matière - DiagnosticDocument2 pagesModèle Fiche Matière - DiagnosticMounir Frija100% (2)
- Fabrication Assistée Par OrdinateurDocument89 pagesFabrication Assistée Par OrdinateurAlaa Eddine Radh93% (14)
- La Proposition Du ProgrammeDocument1 pageLa Proposition Du ProgrammeMounir FrijaPas encore d'évaluation
- Recher Che Sur L'Alger IE: Cultur EET Patrim Oine: Yousse F Aziz FrijaDocument1 pageRecher Che Sur L'Alger IE: Cultur EET Patrim Oine: Yousse F Aziz FrijaMounir FrijaPas encore d'évaluation
- Dessin 1Document1 pageDessin 1Mounir FrijaPas encore d'évaluation
- Dessin 1Document1 pageDessin 1Mounir FrijaPas encore d'évaluation
- Principes PDCADocument26 pagesPrincipes PDCANesrine NouiraPas encore d'évaluation
- ProgDocument2 pagesProgMounir FrijaPas encore d'évaluation
- Prog MocnDocument55 pagesProg MocnMounir Frija100% (1)
- Dessin 1Document1 pageDessin 1Mounir FrijaPas encore d'évaluation
- Fiche de Projet IndividuelDocument1 pageFiche de Projet IndividuelMounir FrijaPas encore d'évaluation
- Le Kaizen: Ou L'amélioration ContinueDocument54 pagesLe Kaizen: Ou L'amélioration ContinueMounir FrijaPas encore d'évaluation
- Programme JSE2K21 FINALEDocument1 pageProgramme JSE2K21 FINALEMounir FrijaPas encore d'évaluation
- Afftage Manuel Des Outils Coupants-1558476221Document2 pagesAfftage Manuel Des Outils Coupants-1558476221Ait Abderrahman AbderrahimPas encore d'évaluation
- PREFDECFDocument13 pagesPREFDECFMounir FrijaPas encore d'évaluation
- Module 01 Formation NourrissonDocument4 pagesModule 01 Formation NourrissonMounir FrijaPas encore d'évaluation
- Formation Affûtage Manuel Des Outils Coupants - Usinage - Usinage ProductiqueDocument1 pageFormation Affûtage Manuel Des Outils Coupants - Usinage - Usinage ProductiqueMounir FrijaPas encore d'évaluation
- Programmation Assistée Par OrdinateurDocument64 pagesProgrammation Assistée Par OrdinateurMounir FrijaPas encore d'évaluation
- Machines-Outils À Commande Numérique Structure, Modélisation Et RéglageDocument67 pagesMachines-Outils À Commande Numérique Structure, Modélisation Et RéglageMohamed El Hadi Redjaimia69% (16)
- AffutageDocument1 pageAffutageMounir FrijaPas encore d'évaluation
- Module 02 Formation NourrissonDocument3 pagesModule 02 Formation NourrissonMounir FrijaPas encore d'évaluation
- CV Mounir Frija 2020 FrancaisDocument3 pagesCV Mounir Frija 2020 FrancaisMounir FrijaPas encore d'évaluation
- RUGOSITEDocument13 pagesRUGOSITEMounir FrijaPas encore d'évaluation
- CV JciDocument2 pagesCV JciMounir Frija100% (1)
- CV Mounir Frija FormateurDocument3 pagesCV Mounir Frija FormateurMounir FrijaPas encore d'évaluation
- Mission Vision Valeurs de JCI - Franc ºais PDFDocument1 pageMission Vision Valeurs de JCI - Franc ºais PDFMounir FrijaPas encore d'évaluation
- La Nuit de L Info 2019-SujetDocument3 pagesLa Nuit de L Info 2019-SujetMounir FrijaPas encore d'évaluation
- Sylvain MémoireDocument44 pagesSylvain MémoireSylvain HurniPas encore d'évaluation
- RefutabiliteDocument4 pagesRefutabiliteFaten ben yahiaPas encore d'évaluation
- Qu'est-Ce Que Les Mathématiques ?Document8 pagesQu'est-Ce Que Les Mathématiques ?olivier lPas encore d'évaluation
- DS2 Thermo 2020Document5 pagesDS2 Thermo 2020Leila KhalifaPas encore d'évaluation
- Meillassoux, Q. Histoire Et Évènement Chez Alain BadiouDocument13 pagesMeillassoux, Q. Histoire Et Évènement Chez Alain BadiouLF NébulaPas encore d'évaluation
- Introduction A La Traduction Spécialisée en FrançaisDocument11 pagesIntroduction A La Traduction Spécialisée en FrançaisErnesto E. CCllPas encore d'évaluation
- Descartes Et La Littérature Française - LansonDocument35 pagesDescartes Et La Littérature Française - LansonThiagoPas encore d'évaluation
- Methodologie Recherche PR BEKOLODocument44 pagesMethodologie Recherche PR BEKOLOAKASHPas encore d'évaluation