Vous aimerez peut-être aussi
- Control de Calidad de Las Latas-1Document13 pagesControl de Calidad de Las Latas-1Zoe MendozaPas encore d'évaluation
- Informe N - 4 CierresDocument9 pagesInforme N - 4 Cierresdionela rivas100% (1)
- Cierre DobleDocument15 pagesCierre DobleELEZJ0% (1)
- Control de Cierre en ConservasDocument16 pagesControl de Cierre en ConservasMäiidiiTä Espiinözä50% (2)
- Controles Del Doble Cierre y Contenido de ConservasDocument17 pagesControles Del Doble Cierre y Contenido de ConservasErika Yaneth Diestra Osorio100% (1)
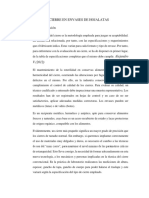
- Evaluación de Cierre en Envases de HojalatasDocument18 pagesEvaluación de Cierre en Envases de HojalatasMelisa Soledad Barco JaraPas encore d'évaluation
- Control de Calidad de Cierres en Envases de MetaliDocument5 pagesControl de Calidad de Cierres en Envases de MetaliJessicaPas encore d'évaluation
- Curso 4 - Metálicos - Doble Cierre - 2007Document44 pagesCurso 4 - Metálicos - Doble Cierre - 2007Markooperez67% (3)
- Doble CierreDocument107 pagesDoble CierrehelbertortizPas encore d'évaluation
- Porcentaje de Acidez de La ManzanaDocument3 pagesPorcentaje de Acidez de La ManzanaGabriela BrizuelaPas encore d'évaluation
- Aplicación de Parámetros de Elaboración de ManjarDocument6 pagesAplicación de Parámetros de Elaboración de ManjarAlex MendozaPas encore d'évaluation
- Informe 5 Elaboracion de MantequillaDocument9 pagesInforme 5 Elaboracion de MantequillaBetty Acero ChoquePas encore d'évaluation
- Comparación Pareada SimpleDocument9 pagesComparación Pareada SimpleMei ShimizuPas encore d'évaluation
- Informe de Snack de MaizDocument11 pagesInforme de Snack de MaizNarciso Serna Huaman100% (1)
- Informe 7 Registro de La Propia Ingesta e Ingesta Total de Nutrientes. Cálculo Del Consumo EnergéticoDocument28 pagesInforme 7 Registro de La Propia Ingesta e Ingesta Total de Nutrientes. Cálculo Del Consumo EnergéticoMaria Del Carmen EspinozaPas encore d'évaluation
- Practica 1 Reconocimiento de Sabores Básicos - UmbralesDocument7 pagesPractica 1 Reconocimiento de Sabores Básicos - UmbralesLiset AltamiranoPas encore d'évaluation
- Informe Carnes Morta - JamonadaDocument27 pagesInforme Carnes Morta - JamonadaDarwin Cesar67% (3)
- Analisis de Carne de CorderoDocument1 pageAnalisis de Carne de CorderoFrancesca Sulca0% (1)
- Concentrado de MangoDocument10 pagesConcentrado de MangoJanFirePas encore d'évaluation
- Informe 4 Ingeniería de Alimentos 1Document14 pagesInforme 4 Ingeniería de Alimentos 1Billi Ramirez TerrerosPas encore d'évaluation
- Metodo Pham Tiempo PotaDocument2 pagesMetodo Pham Tiempo PotaCV Zarel0% (1)
- Elaboracion de Queso FrescoDocument15 pagesElaboracion de Queso FrescoJackyVelezdeVillaPas encore d'évaluation
- Discusiones Conservas 1Document2 pagesDiscusiones Conservas 1Cordova FernandoPas encore d'évaluation
- Defectos de Cierre en Latas de ConservaDocument7 pagesDefectos de Cierre en Latas de ConservaJeanfranco Deyra CuevaPas encore d'évaluation
- Cap 6 Tratamientos Térmicos en Productos CárnicosDocument80 pagesCap 6 Tratamientos Térmicos en Productos CárnicosRosalba Villada Aguirre100% (1)
- Conservación Por Congelación de La PapayaDocument12 pagesConservación Por Congelación de La PapayaIsabel Morales100% (1)
- 2 Informe Color y Textura en CarneDocument36 pages2 Informe Color y Textura en CarneAubry GalindoPas encore d'évaluation
- Hamburguesa - Control de CalidadDocument4 pagesHamburguesa - Control de CalidadEliana Pinchi100% (1)
- MERMELADADocument5 pagesMERMELADALuisFernandoRivero0% (1)
- PRUEBA DE COMPARACIÓN MÚLTIPLE IrisDocument4 pagesPRUEBA DE COMPARACIÓN MÚLTIPLE IrisJohan TorresPas encore d'évaluation
- Informe 11 Envases Barrera A Vapor de AguaDocument21 pagesInforme 11 Envases Barrera A Vapor de AguaJossecitho Caja PaezPas encore d'évaluation
- Curva de Acidificación Del YogurtDocument15 pagesCurva de Acidificación Del YogurtSaimon Quiroz100% (1)
- Mermelada de FresaDocument30 pagesMermelada de FresaRICHARD MEJIA RAMOS ESTUDIANTE ACTIVOPas encore d'évaluation
- Pasteurizador de LecheDocument9 pagesPasteurizador de LecheLandy FerPas encore d'évaluation
- AlveógrafoDocument9 pagesAlveógrafoJoel JmcPas encore d'évaluation
- Informe Ciencia de Los Alimentos Proceso de Elaboración de Margarina Libre de TransDocument26 pagesInforme Ciencia de Los Alimentos Proceso de Elaboración de Margarina Libre de Transeleazarescanilla100% (3)
- Ejemplo Prueba Dúo-TríoDocument1 pageEjemplo Prueba Dúo-TríoTonnyPas encore d'évaluation
- Practica N°8: Procesamiento Mínimo de HortalizasDocument18 pagesPractica N°8: Procesamiento Mínimo de HortalizasLuciana MirandaPas encore d'évaluation
- Elaboración de Jamón de Pollo y Jamón de CerdoDocument38 pagesElaboración de Jamón de Pollo y Jamón de Cerdolaura reales50% (2)
- Definicion GalletaDocument5 pagesDefinicion GalletaJuliana Chumacero Mozombite100% (1)
- Pruebas de Medición Del Grado de SatisfacciónDocument8 pagesPruebas de Medición Del Grado de SatisfacciónKeity Romero Violeth100% (2)
- Informe #3 Emulsion-De-carneDocument11 pagesInforme #3 Emulsion-De-carneYaneth Quincho de IpanaquePas encore d'évaluation
- Análisis de Especias y CondimentosDocument6 pagesAnálisis de Especias y CondimentosKristel Solis0% (1)
- Informe Curvas de CongelacionDocument13 pagesInforme Curvas de CongelacionAlexander UF0% (1)
- Salsa de Aceituna NegraDocument5 pagesSalsa de Aceituna NegraDvd Sanca100% (1)
- Aguaymanto Deshidratado InformeDocument36 pagesAguaymanto Deshidratado InformeAngie Gabriela Julca Castro100% (3)
- Prueba de Aceptacion y Prueba de Medicion Del Grado de SatisfaccionDocument3 pagesPrueba de Aceptacion y Prueba de Medicion Del Grado de SatisfaccionYunuen TorresPas encore d'évaluation
- Jugo de Naranja TrabajoDocument5 pagesJugo de Naranja Trabajomaira alejandra rojas marimonPas encore d'évaluation
- Cual Es El Tiempo de Vida de Una Leche ChocolatadaDocument5 pagesCual Es El Tiempo de Vida de Una Leche ChocolatadaLizeth Liz OlandaPas encore d'évaluation
- Metodos de Conservacion para La MermeladaDocument6 pagesMetodos de Conservacion para La MermeladaPaola CipaconPas encore d'évaluation
- Secado de FresasDocument6 pagesSecado de FresasJessica Segovia del CarpioPas encore d'évaluation
- Taller Procesos Industriales LLDocument8 pagesTaller Procesos Industriales LLMARIA FERNANDA ROJAS CAMPIÑOPas encore d'évaluation
- Practica. Tecnologia de Enlatado de Frutas en AlmibarDocument10 pagesPractica. Tecnologia de Enlatado de Frutas en AlmibarHerard LaraPas encore d'évaluation
- Conserva de PiñaDocument5 pagesConserva de PiñaBONNY BRIGITH RAMIREZ ZAVALAPas encore d'évaluation
- PRÁCTICA Nº1 Deshidratacion OsmoticaDocument21 pagesPRÁCTICA Nº1 Deshidratacion Osmoticajhefferson100% (2)
- Queso de ChanchoDocument21 pagesQueso de ChanchoAlexander Calla BravoPas encore d'évaluation
- PRACTICA DosDocument4 pagesPRACTICA DosGraciela CardeñaPas encore d'évaluation
- Guia Control de Doble CierreDocument3 pagesGuia Control de Doble CierreSandiivel CalderOnPas encore d'évaluation
- 8° InfoDocument19 pages8° InfoLars Paredes NonatoPas encore d'évaluation
- Grupo 3 Tec PesqueraDocument37 pagesGrupo 3 Tec PesqueraMarcos MoralesPas encore d'évaluation
- E.4 - 2do-01-Funcion LinealDocument4 pagesE.4 - 2do-01-Funcion LinealArturo CenturionPas encore d'évaluation
- Metodo de Gaus Jordan para Resolución de Ecuaciones SimultáneasDocument6 pagesMetodo de Gaus Jordan para Resolución de Ecuaciones SimultáneasRonald Gamarra MacedoPas encore d'évaluation
- Factura Del ProveedorDocument1 pageFactura Del ProveedordianaPas encore d'évaluation
- Ecuacion de ContinuidadDocument13 pagesEcuacion de ContinuidadNana GarcésPas encore d'évaluation
- Normas de Servicio RadiodifusionDocument40 pagesNormas de Servicio RadiodifusionAndreina HerreraPas encore d'évaluation
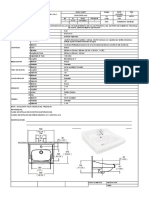
- DS de Aparatos SanitariosDocument50 pagesDS de Aparatos SanitariosHavickzoon Ruisdael Vasquez GonzalesPas encore d'évaluation
- Uso de Refractometro, PH Metro - Balanzas y OtrosDocument33 pagesUso de Refractometro, PH Metro - Balanzas y OtrosPedro Pablo OblitasPas encore d'évaluation
- Ejercicios de CuadrilateroDocument5 pagesEjercicios de CuadrilateroWilliam EspinozaPas encore d'évaluation
- Catalogo Dakota AriDocument195 pagesCatalogo Dakota AriJonathan AlejosPas encore d'évaluation
- QGIS 2.14 UserGuide EsDocument429 pagesQGIS 2.14 UserGuide EsJosé Manuel Gutiérrez ValenzuelaPas encore d'évaluation
- Cargas ElectricasDocument3 pagesCargas ElectricasAlex SolisPas encore d'évaluation
- 2-Estado General de Esfuerzos en 3DDocument26 pages2-Estado General de Esfuerzos en 3DJandres MaldonadoPas encore d'évaluation
- Apertura de Centro de Apoyo Escolar - InformeDocument41 pagesApertura de Centro de Apoyo Escolar - Informejeanine Alejandra Cano SilesPas encore d'évaluation
- Diseño Antena para TDTDocument1 pageDiseño Antena para TDTJose AngelPas encore d'évaluation
- Secuencia Didáctica-Informatica Ii 2022BDocument16 pagesSecuencia Didáctica-Informatica Ii 2022BJesus NavidadPas encore d'évaluation
- Mapa No 8Document1 pageMapa No 82-A Eduardo Hernández de la CruzPas encore d'évaluation
- Medida de TemperaturaDocument3 pagesMedida de TemperaturaAnonymous fK33KBoRPas encore d'évaluation
- Tema 3Document24 pagesTema 3oficinadirectaPas encore d'évaluation
- Laboratorio 13-14Document7 pagesLaboratorio 13-14MARCO GABRIEL MALDONADO GUTIERREZPas encore d'évaluation
- Tabla de Carga Grove RT540E EditableDocument2 pagesTabla de Carga Grove RT540E EditableMarcelo JaraPas encore d'évaluation
- Madera LaminadaDocument190 pagesMadera LaminadaJael MillanPas encore d'évaluation
- Mesa de Analogia de StokesDocument4 pagesMesa de Analogia de StokesConstantino Guevara BPas encore d'évaluation
- PrimeGuard-CAT ES-IOM REV1 PDFDocument60 pagesPrimeGuard-CAT ES-IOM REV1 PDFHector Balvin Huaringa100% (1)
- Cuadro Comparativo de Los Tipos de Soldadura.Document4 pagesCuadro Comparativo de Los Tipos de Soldadura.MarcoPas encore d'évaluation
- Funcionamiento Del VasoDocument19 pagesFuncionamiento Del VasoChristian CollinPas encore d'évaluation
- Plan de Aula - Geometria 6 1 Periodo 2020Document4 pagesPlan de Aula - Geometria 6 1 Periodo 2020Eusebio MarquezPas encore d'évaluation
- ALGEBRA 9 - Taller 3 - Ec Prim Gra Dos IncognitasDocument3 pagesALGEBRA 9 - Taller 3 - Ec Prim Gra Dos Incognitaspaola giraldoPas encore d'évaluation
- Método Grid SearchDocument2 pagesMétodo Grid SearchIrvingFernándezPas encore d'évaluation
- Ejercicio s05 - Velocidad Real de Flujo - 2021 - II - Barrios Rosas JamerDocument6 pagesEjercicio s05 - Velocidad Real de Flujo - 2021 - II - Barrios Rosas JamerBarrios Rosas JamerPas encore d'évaluation
- Escaneado 10 Oct 2023 10.59Document2 pagesEscaneado 10 Oct 2023 10.59dkobehPas encore d'évaluation