Vous aimerez peut-être aussi
- Modern Cotton Spinning Machinery, Its Principles and ConstructionD'EverandModern Cotton Spinning Machinery, Its Principles and ConstructionPas encore d'évaluation
- Spining ProcessDocument61 pagesSpining ProcessNiveditaKumariPas encore d'évaluation
- Textiles - DiplomaDocument9 pagesTextiles - DiplomamansiagrawalPas encore d'évaluation
- CrabbingDocument2 pagesCrabbingVinay Gupta100% (2)
- 1ci3pqr1q 814635Document5 pages1ci3pqr1q 814635Santosh50% (2)
- Wool FinishingDocument32 pagesWool Finishingkv100% (1)
- GATE 2005 - Question Paper TF: Textile Engineering and Fiber ScienceDocument25 pagesGATE 2005 - Question Paper TF: Textile Engineering and Fiber ScienceChandra Deep Mishra100% (1)
- Yarn AssignmentDocument10 pagesYarn AssignmentHIMASHA SAMARANAYAKAPas encore d'évaluation
- TF Textile Gate 2011 Question PaperDocument17 pagesTF Textile Gate 2011 Question PaperShailendra Mishra100% (2)
- CTPC Chapter 2 MCQDocument12 pagesCTPC Chapter 2 MCQNUR AZNAN PATWARY 45 Batch DCEPas encore d'évaluation
- Fiber TestingDocument62 pagesFiber TestingshaifaliPas encore d'évaluation
- Blow RoomDocument42 pagesBlow RoomSiva Jagadish Kumar MPas encore d'évaluation
- Descriptive So LnsDocument4 pagesDescriptive So LnsShailendra MishraPas encore d'évaluation
- GATE 1992 - Question Paper TF: Textile Engineering and Fiber ScienceDocument19 pagesGATE 1992 - Question Paper TF: Textile Engineering and Fiber ScienceChandra Deep MishraPas encore d'évaluation
- Numerical Problems - 3 PDFDocument7 pagesNumerical Problems - 3 PDFবিশ্বজিৎ বিশ্বাস67% (3)
- Pretreatment of Viscose FabricsDocument4 pagesPretreatment of Viscose FabricsMohammed Atiqul Hoque Chowdhury100% (5)
- Yarn-1, Report On Mill VisitDocument11 pagesYarn-1, Report On Mill VisitBoier Sesh Pata100% (2)
- Mechanical FinishingDocument23 pagesMechanical Finishingmahes_texPas encore d'évaluation
- Finishing (Textiles) : OriginalDocument11 pagesFinishing (Textiles) : OriginalChandru TG100% (1)
- 6-Cuprammonium RayonDocument21 pages6-Cuprammonium Rayonmt khanPas encore d'évaluation
- Resist DyeingDocument30 pagesResist DyeingĂĺëx KìñģPas encore d'évaluation
- A Project Effect On Yarn Quality Due To Different Type of Spacer Are Used and Balancing of Machines in Spinning DepartmentDocument6 pagesA Project Effect On Yarn Quality Due To Different Type of Spacer Are Used and Balancing of Machines in Spinning DepartmentLucky meena100% (1)
- 1997Document9 pages1997Preeti RawatPas encore d'évaluation
- Shuttleless Weaving (MCQ: SECTION - 3.1) : Question 1: Match The PairsDocument15 pagesShuttleless Weaving (MCQ: SECTION - 3.1) : Question 1: Match The PairsIT'S Fake IDPas encore d'évaluation
- Study Material For Textile Testing IIDocument10 pagesStudy Material For Textile Testing IISushma Balgar100% (1)
- QuesDocument5 pagesQuesBhoobala KrishnanPas encore d'évaluation
- Calculation of Weaving Warping PDFDocument2 pagesCalculation of Weaving Warping PDFTemesgen Regassa100% (1)
- Weaving Division - Project WorkDocument8 pagesWeaving Division - Project Workdileep1450% (2)
- Nonwoven Technolog1Document30 pagesNonwoven Technolog1Subburaj KarthickPas encore d'évaluation
- Yarn Short Questions PDFDocument16 pagesYarn Short Questions PDFNasir Sarwar100% (2)
- 13 - Evenness NumericalDocument29 pages13 - Evenness NumericalIrshad AhmadPas encore d'évaluation
- Carding: Q. Define Carding/Heart of SpinningDocument31 pagesCarding: Q. Define Carding/Heart of SpinningSantoshPas encore d'évaluation
- Rotor PrincipleDocument12 pagesRotor PrincipleAnkit Balotia100% (1)
- Knit Deknit ProcessDocument9 pagesKnit Deknit ProcessSivakumar KPas encore d'évaluation
- GATE 2016 2018 Textile Engineering and Fibre Science Question Paper and Answer Key PDFDocument48 pagesGATE 2016 2018 Textile Engineering and Fibre Science Question Paper and Answer Key PDFJAMUNA JournalistPas encore d'évaluation
- Man Made Fiber Textile ProcessDocument39 pagesMan Made Fiber Textile ProcessGarmentLearnerPas encore d'évaluation
- Bobtex Spinning ProcessDocument8 pagesBobtex Spinning Processvermadeen0% (1)
- Drafting Waves of SliversDocument4 pagesDrafting Waves of Sliversnalaka.sampathPas encore d'évaluation
- Mercerization 140503095002 Phpapp01Document68 pagesMercerization 140503095002 Phpapp01mudit bhargavaPas encore d'évaluation
- Compact SpinningDocument16 pagesCompact SpinningShankar V IyerPas encore d'évaluation
- Thermal Properties of Textile Fiber Introduction of Thermal PropertyDocument6 pagesThermal Properties of Textile Fiber Introduction of Thermal PropertyRashedul IslamPas encore d'évaluation
- GATE Textile Fibres Study Material Book 2 FabricDocument15 pagesGATE Textile Fibres Study Material Book 2 FabricSantosh100% (1)
- Gate PaperDocument7 pagesGate PaperJoshi Parth100% (1)
- Cellulosic FibresDocument52 pagesCellulosic Fibresnitishkohli100% (1)
- Sequence of Process in Worsted SpinningDocument4 pagesSequence of Process in Worsted SpinningArunraj Arumugam100% (4)
- Textile Preparatory Processing GemedaDocument79 pagesTextile Preparatory Processing GemedaGemeda GebinoPas encore d'évaluation
- Unit - IiDocument27 pagesUnit - IiJoseph KuruvilaPas encore d'évaluation
- Mercerizing Cellulosic Fibres & Its EffectsDocument5 pagesMercerizing Cellulosic Fibres & Its EffectsMohammed Atiqul Hoque ChowdhuryPas encore d'évaluation
- Fabric Structure and Design Final QuestionDocument1 pageFabric Structure and Design Final QuestionMs. Naznin Akter100% (1)
- Draw Frame Hooks ControlDocument17 pagesDraw Frame Hooks ControlNeelakandan DPas encore d'évaluation
- 101 MCQs For Textile Tests and Competitive ExamsDocument17 pages101 MCQs For Textile Tests and Competitive Examszinabu abrha100% (1)
- Neps and Trash IndicatorDocument8 pagesNeps and Trash IndicatorShoaib ArifPas encore d'évaluation
- MERCERIZATIONDocument141 pagesMERCERIZATIONshettisanjayPas encore d'évaluation
- SanforizingDocument2 pagesSanforizingFernando Harahap100% (1)
- Hard WindingDocument7 pagesHard WindingSarker Choton100% (1)
- Gate 2004Document8 pagesGate 2004Shailendra Mishra100% (1)
- Manufacturing of Needle Punched NonwovenDocument14 pagesManufacturing of Needle Punched NonwovenKareena Kalla100% (1)
- Lotus Academy - Fibre Science PDFDocument3 pagesLotus Academy - Fibre Science PDFRishabh Mishra100% (1)
- Decatising and ShearingDocument8 pagesDecatising and ShearingOjasvi SrivastavaPas encore d'évaluation
- Capacity PlanningDocument12 pagesCapacity PlanninglabjitPas encore d'évaluation
- Corporate Social Responsibility: To-Mr. A.Phani S By-Labij Kumar Boro Dft-Vi Roll-1O 12/4/12Document22 pagesCorporate Social Responsibility: To-Mr. A.Phani S By-Labij Kumar Boro Dft-Vi Roll-1O 12/4/12labjitPas encore d'évaluation
- Corporate Social Responsibility: To-Mr. A.Phani S By-Labij Kumar Boro Dft-Vi Roll-1O 12/4/12Document22 pagesCorporate Social Responsibility: To-Mr. A.Phani S By-Labij Kumar Boro Dft-Vi Roll-1O 12/4/12labjitPas encore d'évaluation
- Textile InternshipDocument39 pagesTextile InternshipSourav JainPas encore d'évaluation
- Ecoverde BrochureDocument12 pagesEcoverde BrochureDavide GazzolaPas encore d'évaluation
- First Quarter Exam in Dressmaking Grade-9Document3 pagesFirst Quarter Exam in Dressmaking Grade-9carlizer samson100% (1)
- Adidas TEAM F20 InlineCatalogDocument296 pagesAdidas TEAM F20 InlineCatalogNguyễn Quang HuyPas encore d'évaluation
- Sashiko - How To: Basic MaterialsDocument2 pagesSashiko - How To: Basic MaterialsTracey Lee BoydPas encore d'évaluation
- Suessen New Elite Brochure enDocument20 pagesSuessen New Elite Brochure enmaintenance slm100% (1)
- Weekly Home Learning Plan For TLE 9Document3 pagesWeekly Home Learning Plan For TLE 9Edmon FabregasPas encore d'évaluation
- Grant Proposal For Sewing Classes The NeedDocument5 pagesGrant Proposal For Sewing Classes The NeedXia AlliaPas encore d'évaluation
- Flow Chart and Breif Description of GMDocument18 pagesFlow Chart and Breif Description of GMRatul HasanPas encore d'évaluation
- Textile Research and DevelopmentDocument66 pagesTextile Research and DevelopmentGolam rabbi Sagor100% (1)
- Knitting Lab - Doll HelgaDocument30 pagesKnitting Lab - Doll HelgaL Dlt100% (2)
- We Are Elizabethtown History!: Winters Heritage House MuseumDocument8 pagesWe Are Elizabethtown History!: Winters Heritage House MuseumKate R.Pas encore d'évaluation
- TT5024 Woven Fabric R W A Udara Chinthaka, To Mis JayasuriyaDocument18 pagesTT5024 Woven Fabric R W A Udara Chinthaka, To Mis JayasuriyaUdara Rathnayake (Fashion Designer)Pas encore d'évaluation
- Leon Regordete A CrochetDocument12 pagesLeon Regordete A CrochetLorena Borgensen100% (3)
- Cube Foxy Fox AmigurumiDocument6 pagesCube Foxy Fox Amigurumitaelimas100% (1)
- Kachikata School and College First Term Examination 2020 Class: Eight, Subject: English Full Marks: 100, Time: 3 HoursDocument3 pagesKachikata School and College First Term Examination 2020 Class: Eight, Subject: English Full Marks: 100, Time: 3 HoursPranta Coc100% (1)
- Sister Concern: Raga DesignsDocument40 pagesSister Concern: Raga Designssaumya singhPas encore d'évaluation
- English Crochet Pattern The Cow Final Size of The Toy With The Recommended Materials 30 CMDocument20 pagesEnglish Crochet Pattern The Cow Final Size of The Toy With The Recommended Materials 30 CMCris Acuña100% (2)
- Comparative Study Between Engineering Stripe and Feeder Stripe 2165 8064 1000346Document10 pagesComparative Study Between Engineering Stripe and Feeder Stripe 2165 8064 1000346NahidulIslamHadiPas encore d'évaluation
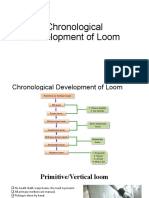
- Chronological Development of LoomDocument17 pagesChronological Development of LoomAfjal Hossain SujanPas encore d'évaluation
- Mitsubishi MAZ4 Sewing Machine Instruction ManualDocument42 pagesMitsubishi MAZ4 Sewing Machine Instruction ManualiliiexpugnansPas encore d'évaluation
- Vocabulary Bank Verbs ChartDocument4 pagesVocabulary Bank Verbs ChartLitzy GuadalupePas encore d'évaluation
- PFAFF Sewing MachineDocument21 pagesPFAFF Sewing MachineZeroPas encore d'évaluation
- Knitting Pattern For KidswearDocument37 pagesKnitting Pattern For KidswearSughanyaa VePas encore d'évaluation
- GIR With CUPCAKE!!: Original Patterns Created By: Tawana EdwardsDocument7 pagesGIR With CUPCAKE!!: Original Patterns Created By: Tawana EdwardsNancy HuipioPas encore d'évaluation
- Llaveros PokemonDocument17 pagesLlaveros PokemonDenise CastroPas encore d'évaluation
- Teaching Guide in Home Economics Handicrafts Grade 7 8Document8 pagesTeaching Guide in Home Economics Handicrafts Grade 7 8Anne Atienza GarciaPas encore d'évaluation
- 2nd Quarter Contempo. ReviewerDocument3 pages2nd Quarter Contempo. Reviewerwangwangcorp1234Pas encore d'évaluation
- Rick PDFDocument14 pagesRick PDFAlex FrancoPas encore d'évaluation
- Brontosaurus Amigurumi PatternDocument9 pagesBrontosaurus Amigurumi PatternÁngela M. RuedaPas encore d'évaluation
- KTH Eriskaymotifs ChartsDocument3 pagesKTH Eriskaymotifs ChartsTrần Thị Kim LiênPas encore d'évaluation
- The Martha Manual: How to Do (Almost) EverythingD'EverandThe Martha Manual: How to Do (Almost) EverythingÉvaluation : 4 sur 5 étoiles4/5 (11)
- The Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsD'EverandThe Botanical Hand Lettering Workbook: Draw Whimsical & Decorative Styles & ScriptsÉvaluation : 4.5 sur 5 étoiles4.5/5 (2)
- Celtic Line Drawing - Simplified InstructionsD'EverandCeltic Line Drawing - Simplified InstructionsÉvaluation : 5 sur 5 étoiles5/5 (4)
- Crochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiD'EverandCrochet Zodiac Dolls: Stitch the horoscope with astrological amigurumiÉvaluation : 4 sur 5 étoiles4/5 (3)
- Crochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeD'EverandCrochet with London Kaye: Projects and Ideas to Yarn Bomb Your LifeÉvaluation : 5 sur 5 étoiles5/5 (1)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiD'Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiÉvaluation : 5 sur 5 étoiles5/5 (2)
- House Rules: How to Decorate for Every Home, Style, and BudgetD'EverandHouse Rules: How to Decorate for Every Home, Style, and BudgetPas encore d'évaluation
- Crochet Impkins: Over a million possible combinations! Yes, really!D'EverandCrochet Impkins: Over a million possible combinations! Yes, really!Évaluation : 4.5 sur 5 étoiles4.5/5 (10)
- Colorful Crochet Knitwear: Crochet sweaters and more with mosaic, intarsia and tapestry crochet patternsD'EverandColorful Crochet Knitwear: Crochet sweaters and more with mosaic, intarsia and tapestry crochet patternsPas encore d'évaluation
- Amigurumi Cats: Crochet Sweet Kitties the Japanese Way (24 Projects of Cats to Crochet)D'EverandAmigurumi Cats: Crochet Sweet Kitties the Japanese Way (24 Projects of Cats to Crochet)Pas encore d'évaluation
- Crochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastD'EverandCrochet Pattern Books: The Ultimate Complete Guide to Learning How to Crochet FastÉvaluation : 5 sur 5 étoiles5/5 (1)
- Dream Sewing Spaces: Design & Organization for Spaces Large & SmallD'EverandDream Sewing Spaces: Design & Organization for Spaces Large & SmallÉvaluation : 4 sur 5 étoiles4/5 (24)
- Crochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsD'EverandCrochet Creatures of Myth and Legend: 19 Designs Easy Cute Critters to Legendary BeastsÉvaluation : 4.5 sur 5 étoiles4.5/5 (10)
- In Bloom: Growing, Harvesting and Arranging Homegrown Flowers All Year RoundD'EverandIn Bloom: Growing, Harvesting and Arranging Homegrown Flowers All Year RoundÉvaluation : 5 sur 5 étoiles5/5 (1)
- Crochet Southwest Spirit: Over 20 Bohemian Crochet Patterns Inspired by the American SouthwestD'EverandCrochet Southwest Spirit: Over 20 Bohemian Crochet Patterns Inspired by the American SouthwestÉvaluation : 5 sur 5 étoiles5/5 (2)
- Modern Embroidery: A Book of Stitches to Unleash CreativityD'EverandModern Embroidery: A Book of Stitches to Unleash CreativityPas encore d'évaluation
- Modern Granny Stitch Crochet: Make clothes and accessories using the granny stitchD'EverandModern Granny Stitch Crochet: Make clothes and accessories using the granny stitchÉvaluation : 5 sur 5 étoiles5/5 (1)
- Tunisian Crochet for Beginners: Step-by-step Instructions, plus 5 Patterns!D'EverandTunisian Crochet for Beginners: Step-by-step Instructions, plus 5 Patterns!Évaluation : 5 sur 5 étoiles5/5 (3)
- Kawaii Crochet Garden: 40 super cute amigurumi patterns for plants and moreD'EverandKawaii Crochet Garden: 40 super cute amigurumi patterns for plants and moreÉvaluation : 5 sur 5 étoiles5/5 (5)
- Friends: The One with the Crochet: The Official Crochet Pattern BookD'EverandFriends: The One with the Crochet: The Official Crochet Pattern BookÉvaluation : 5 sur 5 étoiles5/5 (1)
- Radical Sewing: Pattern-Free, Sustainable Fashions for All BodiesD'EverandRadical Sewing: Pattern-Free, Sustainable Fashions for All BodiesPas encore d'évaluation
- Crochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsD'EverandCrochet Cute Dolls with Mix-and-Match Outfits: 66 Adorable Amigurumi PatternsÉvaluation : 4.5 sur 5 étoiles4.5/5 (4)
- Swatch This, 3000+ Color Palettes for Success: Perfect for Artists, Designers, MakersD'EverandSwatch This, 3000+ Color Palettes for Success: Perfect for Artists, Designers, MakersÉvaluation : 3.5 sur 5 étoiles3.5/5 (3)
- Hello Hexie!: 20 Easy Crochet Patterns from Simple Granny HexagonsD'EverandHello Hexie!: 20 Easy Crochet Patterns from Simple Granny HexagonsÉvaluation : 5 sur 5 étoiles5/5 (3)
- Harter's Picture Archive for Collage and IllustrationD'EverandHarter's Picture Archive for Collage and IllustrationÉvaluation : 4.5 sur 5 étoiles4.5/5 (3)
- Artisan Sourdough Made Simple: A Beginner's Guide to Delicious Handcrafted Bread with Minimal KneadingD'EverandArtisan Sourdough Made Simple: A Beginner's Guide to Delicious Handcrafted Bread with Minimal KneadingÉvaluation : 5 sur 5 étoiles5/5 (4)
- Crochet Donut Buddies: 50 easy amigurumi patterns for collectible crochet toysD'EverandCrochet Donut Buddies: 50 easy amigurumi patterns for collectible crochet toysÉvaluation : 4.5 sur 5 étoiles4.5/5 (7)
- Edward's Menagerie: Dogs: 50 canine crochet patternsD'EverandEdward's Menagerie: Dogs: 50 canine crochet patternsÉvaluation : 3 sur 5 étoiles3/5 (5)
- Timeless Textured Baby Crochet: 20 heirloom crochet patterns for babies and toddlersD'EverandTimeless Textured Baby Crochet: 20 heirloom crochet patterns for babies and toddlersPas encore d'évaluation