Vous aimerez peut-être aussi
- Electiva IV Mina de Oro Super PitDocument2 pagesElectiva IV Mina de Oro Super Pitjohan baqueroPas encore d'évaluation
- Procedimiento de Soldaduras SanitariasDocument6 pagesProcedimiento de Soldaduras SanitariasAdrianEstrada100% (1)
- Lubricante para Corte - Petrobras Utile OP-EMDocument2 pagesLubricante para Corte - Petrobras Utile OP-EMalferecPas encore d'évaluation
- Tabla Periodica Actualizada 2022 y de Mejor ManeraDocument1 pageTabla Periodica Actualizada 2022 y de Mejor ManeraImpresiones SG100% (5)
- 3.-Union de Junta A Tope en VDocument10 pages3.-Union de Junta A Tope en Vwilmer_avalos307Pas encore d'évaluation
- Practica 8.1 Instalacion de WindowsDocument13 pagesPractica 8.1 Instalacion de WindowsReonerupj100% (1)
- Informe Final de Taller: Tacómetro, Sonómetro y Tractor Marca TD5.80Document10 pagesInforme Final de Taller: Tacómetro, Sonómetro y Tractor Marca TD5.80AriasZaldivarJesúsMiguelPas encore d'évaluation
- Perforacion y Voladura en PozosDocument25 pagesPerforacion y Voladura en Pozos-Alvaro-Pas encore d'évaluation
- Tipos de CombustiblesDocument2 pagesTipos de CombustiblesPK YUNO DELUAYPas encore d'évaluation
- Calculo Del Burden Burden (B)Document8 pagesCalculo Del Burden Burden (B)carlosbrayan123Pas encore d'évaluation
- Refuerzos Estructurales Informe Evaluación Sumativa 1Document17 pagesRefuerzos Estructurales Informe Evaluación Sumativa 1Ronald AlexisPas encore d'évaluation
- Informe 5Document9 pagesInforme 5Adriana Medina CuadrosPas encore d'évaluation
- Taller Ademes MaderaDocument1 pageTaller Ademes MaderaJenniffer Vanessa Martelo Garcia0% (1)
- Informe La PrimaveraDocument4 pagesInforme La PrimaveraRaul DuartePas encore d'évaluation
- APD Series P (Ficha Técnica)Document1 pageAPD Series P (Ficha Técnica)Jefry Cortés GalleguillosPas encore d'évaluation
- Catalogo GelamitaDocument2 pagesCatalogo GelamitaMarioPas encore d'évaluation
- Clasificacion de Cribas 3 NuevoDocument7 pagesClasificacion de Cribas 3 NuevoChristian DanyPas encore d'évaluation
- Calculo de Resortes PDFDocument5 pagesCalculo de Resortes PDFj3r007Pas encore d'évaluation
- Trabajo SostenimientoDocument25 pagesTrabajo SostenimientoEmerson BaldeonPas encore d'évaluation
- Qué Es Un Ventilador AuxiliarDocument3 pagesQué Es Un Ventilador AuxiliarFelipe Ignacio Suárez SilvaPas encore d'évaluation
- XCVBNMDocument34 pagesXCVBNMDilmer Velasquez100% (1)
- Diferencia Entre Malla Cuadrada, Rectangular y TriangularDocument7 pagesDiferencia Entre Malla Cuadrada, Rectangular y TriangularAnthony CañariPas encore d'évaluation
- Tesis de RefractarioDocument174 pagesTesis de RefractarioMichael AndersonPas encore d'évaluation
- Propiedades Físico-Mecánicas de La Madera - Clivaje, Cizallamiento y Tensión.Document11 pagesPropiedades Físico-Mecánicas de La Madera - Clivaje, Cizallamiento y Tensión.JesúsMarínDíaz0% (2)
- Compresores de Flujo AxialDocument5 pagesCompresores de Flujo AxialMauricio CampuzanoPas encore d'évaluation
- Extintores PDFDocument10 pagesExtintores PDFLuis SilvaPas encore d'évaluation
- Ponentes MINORITARIOSDocument16 pagesPonentes MINORITARIOSeduardoguidoPas encore d'évaluation
- RECICLADODocument36 pagesRECICLADOSaid Francisco Duran100% (1)
- Actividad 1 Tarea Ejercicio de Reflexión Mecánica de FluidosDocument9 pagesActividad 1 Tarea Ejercicio de Reflexión Mecánica de FluidosDIEGO100% (1)
- Ftec Pantalon IgnífugoDocument1 pageFtec Pantalon IgnífugoÂdrian Villalobos BarriosPas encore d'évaluation
- TAREA SEMANA 4. Cubas Salcedo Roger N00021632.odtDocument14 pagesTAREA SEMANA 4. Cubas Salcedo Roger N00021632.odtdj rofer cubasPas encore d'évaluation
- VoladurasDocument24 pagesVoladurasOJ Flores ValladaresPas encore d'évaluation
- Diseño de Pique de Doble CompartimientoDocument23 pagesDiseño de Pique de Doble CompartimientoTP Luis Alberto0% (1)
- Recuperación de Elementos de Maquinas Por SoldaduraDocument6 pagesRecuperación de Elementos de Maquinas Por SoldaduraguidoPas encore d'évaluation
- Retardo Cordon DetonanteDocument2 pagesRetardo Cordon DetonanteLILIANITACBPas encore d'évaluation
- Acero Inoxidable Duplex 2205Document2 pagesAcero Inoxidable Duplex 2205Eduardo ParedesPas encore d'évaluation
- Medición de DeformaciónDocument11 pagesMedición de DeformaciónGabriel Guevara0% (1)
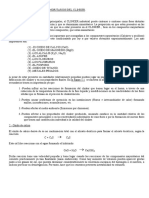
- FLOTACIONDocument5 pagesFLOTACIONroggerPas encore d'évaluation
- Malla Electrosoldad Armacero C139Document3 pagesMalla Electrosoldad Armacero C139eslaterPas encore d'évaluation
- Dato 03Document55 pagesDato 03Mariana Campos GanozaPas encore d'évaluation
- Qué Es Un CompósitoDocument7 pagesQué Es Un CompósitoHugo Sanchez HuertaPas encore d'évaluation
- Caracteristica Geomecanica Del YacimientoDocument16 pagesCaracteristica Geomecanica Del YacimientoAlbertoCastañedaOtinianoPas encore d'évaluation
- Catálogo Distribuidor Truper Perú 2Document80 pagesCatálogo Distribuidor Truper Perú 2José HuamánPas encore d'évaluation
- Sostenimientos de Acero para Tuneles-Explotacion de Minas IDocument18 pagesSostenimientos de Acero para Tuneles-Explotacion de Minas IMatias NúñezPas encore d'évaluation
- Bezinal PDFDocument4 pagesBezinal PDFThomas Wilson100% (1)
- Fromulario Cálculo de La Capacidad de Una TrituradoraDocument2 pagesFromulario Cálculo de La Capacidad de Una TrituradoraYovani MendozaPas encore d'évaluation
- Cotización 1988 - Equipo de SMDRDocument1 pageCotización 1988 - Equipo de SMDRWilber Rojas PilcoPas encore d'évaluation
- Aceros Estructurales Según La Norma Astm y Normas InternacionalesDocument7 pagesAceros Estructurales Según La Norma Astm y Normas InternacionalesLeydy Yareth Diaz Perez100% (1)
- Estandar AlmacenDocument6 pagesEstandar AlmacenGustavo Ivan Quispe AlvarezPas encore d'évaluation
- Introduccion Láminas GFRPDocument2 pagesIntroduccion Láminas GFRPDaniel NajarPas encore d'évaluation
- Trata Numero 1Document7 pagesTrata Numero 1Miguel MachacaPas encore d'évaluation
- Módulo 1 - 04 Fierro de Construcción y RefuerzosDocument35 pagesMódulo 1 - 04 Fierro de Construcción y RefuerzosFederico Peralta FernandezPas encore d'évaluation
- Atmosfera MineraDocument22 pagesAtmosfera MineraalejandraPas encore d'évaluation
- Acero Duplex 2205Document3 pagesAcero Duplex 2205Cesar EspinozaPas encore d'évaluation
- INFORME Equipos de PerforacionDocument22 pagesINFORME Equipos de PerforacionYoselyn Aliaga ChoquePas encore d'évaluation
- Pre Chequeo Acuñador MecanizadoDocument8 pagesPre Chequeo Acuñador MecanizadoFrancisca JesúsPas encore d'évaluation
- Capitulo - 5 LabMRocasDocument53 pagesCapitulo - 5 LabMRocasOscar Segovia AlcantaraPas encore d'évaluation
- Reducción de Tamaño. Introducción2Document56 pagesReducción de Tamaño. Introducción2Jordy RojasPas encore d'évaluation
- Lab 02 VentilacionDocument5 pagesLab 02 VentilacionGabrielle SalvatorePas encore d'évaluation
- Guía Laboratorio 4 Procesos Mineralúrgicos 2 - 2016Document5 pagesGuía Laboratorio 4 Procesos Mineralúrgicos 2 - 2016Camila MoralesPas encore d'évaluation
- Tratamiento de Aguas AcidasDocument34 pagesTratamiento de Aguas AcidasEdgardo Riveros FerilPas encore d'évaluation
- Soldadura TIGDocument35 pagesSoldadura TIGManuel QesadaPas encore d'évaluation
- Manual Tuning-Soldadura Tig y Mig 2Document7 pagesManual Tuning-Soldadura Tig y Mig 2madenicola10100% (1)
- Cuestionario NDocument4 pagesCuestionario NNilson Yecid BautistaPas encore d'évaluation
- Aleaciones HierroDocument25 pagesAleaciones HierroMiguel pereyra nuñezPas encore d'évaluation
- Il180131 Il180131Document2 pagesIl180131 Il180131migue antonio parra suarezPas encore d'évaluation
- Fluidos Refrigerantes de Motores de Combustion InternaDocument5 pagesFluidos Refrigerantes de Motores de Combustion InternaJDR_CCPas encore d'évaluation
- Ejercicios T10Document8 pagesEjercicios T10Maria Triviño GarciaPas encore d'évaluation
- Determinación de La Granulometría Media: M Étodos de Ensayo Normalizados paraDocument47 pagesDeterminación de La Granulometría Media: M Étodos de Ensayo Normalizados parajocabedpopPas encore d'évaluation
- Catálogo Pulsadores - 2012Document8 pagesCatálogo Pulsadores - 2012Angore07Pas encore d'évaluation
- Semana 7Document3 pagesSemana 7Maria AquisePas encore d'évaluation
- Diagrama Hierro-CarbonoDocument18 pagesDiagrama Hierro-CarbonoGUSTAVO TURRUBIARTESPas encore d'évaluation
- Procedimiento para Recepcion de Materiales ASD-P-RM-001Document13 pagesProcedimiento para Recepcion de Materiales ASD-P-RM-001Henry GonzalezPas encore d'évaluation
- Horno de Oxigeno y ArgónDocument22 pagesHorno de Oxigeno y ArgónSeg JulsPas encore d'évaluation
- Manual de Diseño Sismorresistente de Edificaciones en Acero Bajo Los Sistemas SMF, SCBF y Ebf Basados en Las Normas Ansi Aisc 360-05 y 341-05 PDFDocument342 pagesManual de Diseño Sismorresistente de Edificaciones en Acero Bajo Los Sistemas SMF, SCBF y Ebf Basados en Las Normas Ansi Aisc 360-05 y 341-05 PDFSheyenne PerezPas encore d'évaluation
- Catálogo ASM ECU Mar-9Document16 pagesCatálogo ASM ECU Mar-9maikyPas encore d'évaluation
- Materiales para La Elaboración de CojinetesDocument17 pagesMateriales para La Elaboración de Cojinetesfelipao12345650% (2)
- Une-En 10365Document4 pagesUne-En 10365juan caPas encore d'évaluation
- Ejercicios de MineralesDocument2 pagesEjercicios de MineralesLaylah GauntPas encore d'évaluation
- Haimer 2018-09 Accesorios Zubehoer Es - PT PDFDocument44 pagesHaimer 2018-09 Accesorios Zubehoer Es - PT PDFGilberto GarciaPas encore d'évaluation
- Op Icc Sipm 2016-Mayo-2020Document40 pagesOp Icc Sipm 2016-Mayo-2020GABY MarianiPas encore d'évaluation
- Diseño y Fabricacion de Un Cuadro de BicicletaDocument18 pagesDiseño y Fabricacion de Un Cuadro de BicicletaGUSTAVO ANGEL PEREZ OCANAPas encore d'évaluation
- Herreria y Forja FDocument10 pagesHerreria y Forja Fjose luis monPas encore d'évaluation
- Resumen 1.4 y 1.5 AlgoritmosDocument5 pagesResumen 1.4 y 1.5 AlgoritmosNixsael BorquezPas encore d'évaluation
- Unidad 2 ProcesosDocument9 pagesUnidad 2 ProcesosalexisPas encore d'évaluation
- Mallas - Ejercicios ResueltosDocument5 pagesMallas - Ejercicios ResueltosjorgeestevezPas encore d'évaluation
- Trojan Hoja de SeguridadDocument5 pagesTrojan Hoja de SeguridadDavid Stiven Aponte DuartePas encore d'évaluation
- Procesos AbrasivosDocument7 pagesProcesos AbrasivosNicolas Stiven Gonzalez PuertoPas encore d'évaluation
- Laboratorio de Metalografía de La SoldaduraDocument5 pagesLaboratorio de Metalografía de La SoldaduraManuelaMorenoPas encore d'évaluation
- Orcopampa ArequipaDocument14 pagesOrcopampa ArequipaFrank Tapia Fernandez100% (1)