Vous aimerez peut-être aussi
- Troquelado y Estampación 5ta - Ed. - López Navarro TomásDocument216 pagesTroquelado y Estampación 5ta - Ed. - López Navarro TomásJhojan Muñoz87% (15)
- Proyecto Final - Elaboracion de Una EntenallaDocument12 pagesProyecto Final - Elaboracion de Una EntenallaQuique Mendes100% (4)
- Afilado de Herramientas de CorteDocument18 pagesAfilado de Herramientas de CorteAnonymous hTGKGfJDA100% (1)
- Módulo 1 de Fundamentos 2019Document30 pagesMódulo 1 de Fundamentos 2019Jaime Castillo100% (2)
- Modulo Control de CaracteristicasDocument11 pagesModulo Control de CaracteristicasJessica Feijoo100% (2)
- Planificacion CurricularDocument5 pagesPlanificacion Curricularliherdj100% (3)
- Mecanizado y Construcciones Metalicas DC 5to MecanicDocument64 pagesMecanizado y Construcciones Metalicas DC 5to MecanicAlbert Zambrano50% (2)
- Herramientas Manuales Practica 2Document12 pagesHerramientas Manuales Practica 2Lilian Ibarra PantojaPas encore d'évaluation
- Cuestionario de TornoDocument24 pagesCuestionario de TornoManuel Cervantes100% (2)
- Lab RubricaDocument7 pagesLab RubricaXXXFHERXXX100% (1)
- Informacion Tecnologica Matrices de Corte (Definicion y Nomenclatura)Document114 pagesInformacion Tecnologica Matrices de Corte (Definicion y Nomenclatura)Jhojan Muñoz92% (36)
- 440 - Audi A5 CabrioletDocument88 pages440 - Audi A5 Cabrioletashtr100% (1)
- Seguridad en La Operación de Maquinarias PesadasDocument18 pagesSeguridad en La Operación de Maquinarias PesadasEdward Cayetano Arreaga100% (1)
- Pca MecanizadoDocument54 pagesPca MecanizadoMauricio Quisilema100% (5)
- P-C-A Fabricación Por Arranque de Viruta 2DO MCMCDocument26 pagesP-C-A Fabricación Por Arranque de Viruta 2DO MCMCliherdj100% (1)
- GuiA de TrazadoDocument20 pagesGuiA de Trazadosamyfr4540% (1)
- Planificacion Curricular Procedimientos de MecanizadoDocument23 pagesPlanificacion Curricular Procedimientos de MecanizadoGenito PxulPas encore d'évaluation
- Mecanizado y Construcciones Metálicas0444058001547830747Document35 pagesMecanizado y Construcciones Metálicas0444058001547830747Vicente Logroño100% (1)
- Instalación puesto trabajo y selección herramientas taller mecánicoDocument16 pagesInstalación puesto trabajo y selección herramientas taller mecánicoPaul AlvaradoPas encore d'évaluation
- Cuestionario ResueltoDocument21 pagesCuestionario ResueltoVivian Gamez AcevedoPas encore d'évaluation
- Rubrica SoldaduraDocument3 pagesRubrica SoldaduraNicolas Rh100% (1)
- Modulos Tecnicos 2do MCM Semana # 31Document10 pagesModulos Tecnicos 2do MCM Semana # 31Jijo RamiPas encore d'évaluation
- Fundamentos de Metrología ContenidosDocument3 pagesFundamentos de Metrología ContenidosJuliotorresPas encore d'évaluation
- Practica de Taller Mecánico N°1Document8 pagesPractica de Taller Mecánico N°1Robinson AroPas encore d'évaluation
- Metrologia en La Mecanica Automotriz RogelioDocument7 pagesMetrologia en La Mecanica Automotriz RogelioAndres Jaramillo100% (1)
- Mecanica de Banco y Ajuste PDFDocument71 pagesMecanica de Banco y Ajuste PDFPatty Fernandez0% (1)
- Operaciones básicas de limadoDocument11 pagesOperaciones básicas de limadoMiguel AngelPas encore d'évaluation
- Calibre - Ejercicios Con Nonio en Fracciones de Pulgada 1 - 128 - 2 - Prof. Eduardo J. StefanelliDocument3 pagesCalibre - Ejercicios Con Nonio en Fracciones de Pulgada 1 - 128 - 2 - Prof. Eduardo J. StefanelliAlma Delia Acosta Martinez100% (2)
- Índice Temario MecanizadoDocument6 pagesÍndice Temario MecanizadoTANKER1982Pas encore d'évaluation
- Introduccion Al MecanizadoDocument34 pagesIntroduccion Al MecanizadoGuille AraujoPas encore d'évaluation
- Tipos de limadora y sus característicasDocument8 pagesTipos de limadora y sus característicasalejo1212Pas encore d'évaluation
- Modulo MetalmecanicaDocument17 pagesModulo Metalmecanicalichi leon0% (1)
- Herramientas de SujecionDocument11 pagesHerramientas de Sujeciontessy ariasPas encore d'évaluation
- Limas - Taller MecánicoDocument9 pagesLimas - Taller MecánicoSebastián Briones0% (1)
- Seguridad en Las Industrias de Fabricacion MecanicaDocument3 pagesSeguridad en Las Industrias de Fabricacion MecanicaMAURICIO RIGOBERTO CHICAIZA QUINATOAPas encore d'évaluation
- Lab 1. Doblado, Trazado, Corte y Medición para El Proceso de SoldaduraDocument9 pagesLab 1. Doblado, Trazado, Corte y Medición para El Proceso de SoldaduraCatalina Madriz MasísPas encore d'évaluation
- Plan curricular de Administración de Sistemas InformáticosDocument4 pagesPlan curricular de Administración de Sistemas InformáticosMauro AlvarezPas encore d'évaluation
- Preguntas TornoDocument16 pagesPreguntas Tornonacho50% (2)
- 7.herramientas de Trazado Ciclo 02 2015Document9 pages7.herramientas de Trazado Ciclo 02 2015José LaraPas encore d'évaluation
- Silabo Modelo 2019Document2 pagesSilabo Modelo 2019Jimmy Quise LlamoccaPas encore d'évaluation
- SILABO DE SISTEMAS HIDRAULICOS (HIDRONEUMATICA) MECANICA NAVAL 2S2019 RediseñoDocument10 pagesSILABO DE SISTEMAS HIDRAULICOS (HIDRONEUMATICA) MECANICA NAVAL 2S2019 RediseñoVILLACIS ORQUERA RENE DAVID100% (1)
- Proceso de TrazadoDocument33 pagesProceso de TrazadoWilliam Gaspar67% (3)
- Primero de Bachillerato Técnico PDFDocument12 pagesPrimero de Bachillerato Técnico PDFPabloQuezadacPas encore d'évaluation
- Fundamentos Metrología Montaje MecánicoDocument2 pagesFundamentos Metrología Montaje MecánicoJose VillarrealPas encore d'évaluation
- Cuestionario Sobre El TornoDocument2 pagesCuestionario Sobre El TornoDaki Cabascango100% (2)
- C1 Fenomeno Formacion de La VirutaDocument14 pagesC1 Fenomeno Formacion de La VirutaFabian Rodrigo Sanchez Binimelis0% (1)
- Montaje de Piezas en El TornoDocument8 pagesMontaje de Piezas en El TornoCharly desantiagoPas encore d'évaluation
- El Trazado Manual en El Mantenimiento Mecánico IndustrialDocument3 pagesEl Trazado Manual en El Mantenimiento Mecánico Industrialjelexalozano50% (4)
- Reglamento Arte en ChatarraDocument3 pagesReglamento Arte en ChatarraAngel MaikyPas encore d'évaluation
- Significado de SiglasDocument3 pagesSignificado de SiglasDavid TipanPas encore d'évaluation
- Cuestionario de CaldereriaDocument43 pagesCuestionario de Caldereriaanabelguadalupe50% (2)
- Accesorios de Torno ParaleloDocument6 pagesAccesorios de Torno ParaleloXris Nava RamosPas encore d'évaluation
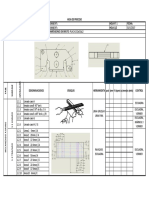
- Hoja de ProcesoDocument3 pagesHoja de ProcesoDeysi GualotoPas encore d'évaluation
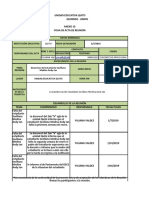
- Ficha Acta de ReunionDocument2 pagesFicha Acta de ReunionYuliana Elizabeth Valdez ArmijoPas encore d'évaluation
- Planificación Anual DibujoDocument6 pagesPlanificación Anual Dibujoalex_gualotoPas encore d'évaluation
- Construcciones MetalicasDocument40 pagesConstrucciones MetalicasLuis Gonzalez100% (6)
- Libro Guía de Mecánica de Banco PDFDocument17 pagesLibro Guía de Mecánica de Banco PDFSebastian Valera100% (1)
- Hoja de Proceso SoldaduraDocument8 pagesHoja de Proceso SoldaduraBenjamín Aquieta0% (1)
- Jean Bustamante Proyecto Demostrativo.Document16 pagesJean Bustamante Proyecto Demostrativo.Fernando JV0% (1)
- Trazado MecánicoDocument8 pagesTrazado MecánicoJordi TayaPas encore d'évaluation
- Procesos de Manufactura-EnsambleDocument25 pagesProcesos de Manufactura-EnsambleJoseLuisChapa100% (1)
- Herramientas de CorteDocument11 pagesHerramientas de CorteLeon Hd0% (1)
- Trabajo de Curso - TR3Document16 pagesTrabajo de Curso - TR3Juvenal Alfredo Huerta Zoluaga100% (2)
- Analisis de FallaDocument25 pagesAnalisis de FallaArmando Fdez Mcdo100% (2)
- Tema 8Document24 pagesTema 8Pablo Cabezas InostrozaPas encore d'évaluation
- Aditi VosDocument23 pagesAditi VosJhojan MuñozPas encore d'évaluation
- Cursobsicocnc 130321123214 Phpapp01Document34 pagesCursobsicocnc 130321123214 Phpapp01jacobPas encore d'évaluation
- Tema 8Document24 pagesTema 8Pablo Cabezas InostrozaPas encore d'évaluation
- Guia de Ejercicios Pausa SaludableDocument23 pagesGuia de Ejercicios Pausa SaludableDiana CordovaPas encore d'évaluation
- Engranajes PDFDocument80 pagesEngranajes PDFWillman VillamizarPas encore d'évaluation
- Capacitancia de placas cuadradas inclinadasDocument65 pagesCapacitancia de placas cuadradas inclinadasJennire Medina Montañez67% (3)
- Tema 8Document24 pagesTema 8Pablo Cabezas InostrozaPas encore d'évaluation
- Taller Tejidos AnimalesDocument3 pagesTaller Tejidos AnimalesJhojan MuñozPas encore d'évaluation
- 2 Montaje Bases y Soporte para Cojinetes AntifriccionDocument57 pages2 Montaje Bases y Soporte para Cojinetes AntifriccionFabricio Roldan ErazoPas encore d'évaluation
- EngranesDocument11 pagesEngranesanon-71370100% (1)
- Maq InyDocument17 pagesMaq InyDominyc FerraryPas encore d'évaluation
- Preguntas de Mecánica de FluidosDocument1 pagePreguntas de Mecánica de FluidosJhojan MuñozPas encore d'évaluation
- Guia de Ejercicios Pausa SaludableDocument23 pagesGuia de Ejercicios Pausa SaludableDiana CordovaPas encore d'évaluation
- PAN. REQUISITOS GENERALESDocument14 pagesPAN. REQUISITOS GENERALESLaura Londoño100% (1)
- Introducción a los procesos de mecanizado y su evolución históricaDocument114 pagesIntroducción a los procesos de mecanizado y su evolución históricafito_sPas encore d'évaluation
- Normalizacion Del Acero Segun DIN 17006Document15 pagesNormalizacion Del Acero Segun DIN 17006Jhojan MuñozPas encore d'évaluation
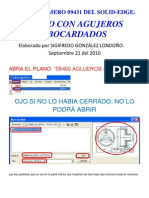
- Taller SolidEdge agujeros abocardadosDocument12 pagesTaller SolidEdge agujeros abocardadosJhojan MuñozPas encore d'évaluation
- ACERIASDocument6 pagesACERIASJhojan MuñozPas encore d'évaluation
- AGA SISTEMAS DE INFORMACIÓN (Enviar)Document18 pagesAGA SISTEMAS DE INFORMACIÓN (Enviar)Gaby R. CárdenasPas encore d'évaluation
- Homologacion CIIUDocument24 pagesHomologacion CIIUALEJANDRA PALACIOPas encore d'évaluation
- Programación Multiobjetivos-3Document46 pagesProgramación Multiobjetivos-3Bel CoroPas encore d'évaluation
- Técnicas de ConteoDocument6 pagesTécnicas de ConteoAdriana LópezPas encore d'évaluation
- Conceptos de Camaras Termograficas Fluke - WebexDocument67 pagesConceptos de Camaras Termograficas Fluke - WebexMiguel Cervantes RojasPas encore d'évaluation
- Currículo de Matemáticas - NCTMDocument8 pagesCurrículo de Matemáticas - NCTMLibni CastellonPas encore d'évaluation
- Válvulas. Catálogo de Productos. Manejando Los Sólidos Secos A Granel Del MundoDocument52 pagesVálvulas. Catálogo de Productos. Manejando Los Sólidos Secos A Granel Del MundoJuan David MontoyaPas encore d'évaluation
- Factores Que Nfluencian Decision de Compra Mercado IndustrialDocument89 pagesFactores Que Nfluencian Decision de Compra Mercado IndustrialMarlon Gonzales100% (1)
- Industria en El PerúDocument12 pagesIndustria en El PerúMirtha VPas encore d'évaluation
- Unidad 2 FEDocument91 pagesUnidad 2 FELuana GómezPas encore d'évaluation
- Problema 2Document2 pagesProblema 2Nilson HornaPas encore d'évaluation
- Folleto Informativo BrigadaDocument2 pagesFolleto Informativo BrigadaPepe GrilloPas encore d'évaluation
- WEG Manual MMW02 EsDocument80 pagesWEG Manual MMW02 EsMajo MolinaPas encore d'évaluation
- Recubrimiento Biocomestible A Base de Mucilago de Aloe VeraDocument44 pagesRecubrimiento Biocomestible A Base de Mucilago de Aloe VeraMariana Alexandra Alejos GalloPas encore d'évaluation
- 10 Ejemplos de Actividades de Team Building para EmpresasDocument3 pages10 Ejemplos de Actividades de Team Building para EmpresasRafael ChamorroPas encore d'évaluation
- Distrito de San Juan BautistaDocument7 pagesDistrito de San Juan BautistaAugusto Parra FloresPas encore d'évaluation
- Cosas Románticas para Decir Te AmoDocument8 pagesCosas Románticas para Decir Te Amosam2010rPas encore d'évaluation
- Examenes (2) .OdtDocument7 pagesExamenes (2) .OdtMILEIDY SUPELANOPas encore d'évaluation
- Leader-Super-20w-50 AzoilDocument1 pageLeader-Super-20w-50 Azoilmohamed bellaliPas encore d'évaluation
- C81 Convenio Sobre La Inspección Del Trabajo, 1947Document8 pagesC81 Convenio Sobre La Inspección Del Trabajo, 1947Ministerio de Trabajo y Seguridad Social, Costa RicaPas encore d'évaluation
- Condominio Marbella Especificaciones TécnicasDocument48 pagesCondominio Marbella Especificaciones TécnicasJavii Gomez SilvaPas encore d'évaluation
- Diseño ElásticoDocument8 pagesDiseño ElásticoBani LlontopPas encore d'évaluation
- IDENTIFICACIÓN DE PELIGROS Y VALORACIÓN DE RIESGOS EN LOS TALLERES DE FUNDICIÓN, MOTORES Y METALISTERÍA DE LA ESCUELA TECNOLÓGICA INSTITUTO TÉCNICO CENTRAL CON ESTIMACIÓN DE MEDIDAS, PROCEDIMIENTOS Y PROTOCOLOS DE SEGURIDAD.Document96 pagesIDENTIFICACIÓN DE PELIGROS Y VALORACIÓN DE RIESGOS EN LOS TALLERES DE FUNDICIÓN, MOTORES Y METALISTERÍA DE LA ESCUELA TECNOLÓGICA INSTITUTO TÉCNICO CENTRAL CON ESTIMACIÓN DE MEDIDAS, PROCEDIMIENTOS Y PROTOCOLOS DE SEGURIDAD.ameli_cristelPas encore d'évaluation
- Planificación, Estructura y Flujos de Trabajo en La Producción CiberperiodísticaDocument19 pagesPlanificación, Estructura y Flujos de Trabajo en La Producción CiberperiodísticaSaragapiPas encore d'évaluation
- Texto Único Ley 41 de 1998Document29 pagesTexto Único Ley 41 de 1998SaharaPas encore d'évaluation
- Deberes FormalesDocument10 pagesDeberes FormalesVivi EM100% (1)
- 1.trabajo - Red de Tuberías de GasDocument13 pages1.trabajo - Red de Tuberías de GasJesus BolivarPas encore d'évaluation
- Taller #1Document4 pagesTaller #1PEREO SALVEJEPas encore d'évaluation