Vous aimerez peut-être aussi
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosD'EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosPas encore d'évaluation
- Acero Sisa m42Document2 pagesAcero Sisa m42Flores JesusPas encore d'évaluation
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoD'EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoÉvaluation : 5 sur 5 étoiles5/5 (1)
- Acero Sisa A2Document2 pagesAcero Sisa A2Marco ManriquezPas encore d'évaluation
- UF0903 - Caracterización de equipos y elementos en instalaciones de climatizaciónD'EverandUF0903 - Caracterización de equipos y elementos en instalaciones de climatizaciónPas encore d'évaluation
- Acero SISA A2Document4 pagesAcero SISA A2tekatePas encore d'évaluation
- Ingeniería de procesos siderúrgicos: La experiencia de AHMSAD'EverandIngeniería de procesos siderúrgicos: La experiencia de AHMSAPas encore d'évaluation
- Acero Sisa Cr8Document2 pagesAcero Sisa Cr8Marco ManriquezPas encore d'évaluation
- Acero SISA O1 PDFDocument2 pagesAcero SISA O1 PDFaleskytronPas encore d'évaluation
- Soldadura MAG de estructuras de acero al carbono. FMEC0210D'EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210Pas encore d'évaluation
- Acero D2Document2 pagesAcero D2Daniel Quijada LucarioPas encore d'évaluation
- Manejo de maquinaria de corte de bloques de piedra. IEXD0108D'EverandManejo de maquinaria de corte de bloques de piedra. IEXD0108Pas encore d'évaluation
- SISA D2 aceroDocument2 pagesSISA D2 acerovirtualmecanicaPas encore d'évaluation
- Acero Sisa Cr8Document2 pagesAcero Sisa Cr8José MoránPas encore d'évaluation
- Soldadura en el montaje de tuberías. FMEC0108D'EverandSoldadura en el montaje de tuberías. FMEC0108Pas encore d'évaluation
- Acero SISA MET M4 de Metalurgia en Polvo PMDocument2 pagesAcero SISA MET M4 de Metalurgia en Polvo PMAnonymous I7dJ0lmdPas encore d'évaluation
- Reparación de elementos metálicos. TMVL0309D'EverandReparación de elementos metálicos. TMVL0309Évaluation : 5 sur 5 étoiles5/5 (1)
- Acero Sisa 440c InoxDocument2 pagesAcero Sisa 440c InoxfranciscojlvPas encore d'évaluation
- Conformado y curvado en la fabricación de tuberías. FMEC0108D'EverandConformado y curvado en la fabricación de tuberías. FMEC0108Pas encore d'évaluation
- Acero L6Document2 pagesAcero L6J Ferreyra LibanoPas encore d'évaluation
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309D'EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Évaluation : 5 sur 5 étoiles5/5 (1)
- Acero SISA A2 PDFDocument2 pagesAcero SISA A2 PDFholamecoPas encore d'évaluation
- Apomazado y pulido de piedra natural. IEXD0108D'EverandApomazado y pulido de piedra natural. IEXD0108Pas encore d'évaluation
- SISA A2 acero herramientaDocument2 pagesSISA A2 acero herramientamemoPas encore d'évaluation
- UF1027 - Caracterización y selección del equipamiento frigorificoD'EverandUF1027 - Caracterización y selección del equipamiento frigorificoÉvaluation : 5 sur 5 étoiles5/5 (1)
- Acero SISA A2 PDFDocument2 pagesAcero SISA A2 PDFelectro242Pas encore d'évaluation
- Acero SISA M2 PDFDocument2 pagesAcero SISA M2 PDFSaúl Varillas GlezPas encore d'évaluation
- DF 2Document3 pagesDF 2Anonymous hTGKGfJDAPas encore d'évaluation
- Acero SISA-MET T15 de Metalurgia en Polvo (PM)Document2 pagesAcero SISA-MET T15 de Metalurgia en Polvo (PM)Cristian PollaPas encore d'évaluation
- Aceros para Moldes de PlasticoDocument7 pagesAceros para Moldes de PlasticoPablo BarrachinaPas encore d'évaluation
- Acero Sisa l6Document2 pagesAcero Sisa l6Said YasserPas encore d'évaluation
- Información técnica sobre acero pretemplado HOLDAX para utillajesDocument6 pagesInformación técnica sobre acero pretemplado HOLDAX para utillajesJosep BadiaPas encore d'évaluation
- Calmax Spa 010309Document7 pagesCalmax Spa 010309Jose LuisPas encore d'évaluation
- Acero Herramienta D2Document7 pagesAcero Herramienta D2Raul FernandezPas encore d'évaluation
- Acero Sisa h13Document2 pagesAcero Sisa h13kontacPas encore d'évaluation
- Acero Sisa h13Document2 pagesAcero Sisa h13Byron RodriguezPas encore d'évaluation
- Aceros Especiales 9840Document11 pagesAceros Especiales 9840Anonymous ipcYV39Pas encore d'évaluation
- Aceros Construccion MecanicaDocument12 pagesAceros Construccion MecanicaFabio BarceloPas encore d'évaluation
- Acero 1045 características y aplicacionesDocument17 pagesAcero 1045 características y aplicacionesOscar Fabian MayorgaPas encore d'évaluation
- Acero SISA - Cru Wear PDFDocument2 pagesAcero SISA - Cru Wear PDFaleskytronPas encore d'évaluation
- Acero Sisa p20Document2 pagesAcero Sisa p20Pedro MartinezPas encore d'évaluation
- Aceros SISA P20 acero moldes plásticoDocument2 pagesAceros SISA P20 acero moldes plásticoJose_Andres_So_3041Pas encore d'évaluation
- Acero SISA 6F3 1.2714Document2 pagesAcero SISA 6F3 1.2714Isai Molina HernándezPas encore d'évaluation
- Material TroquelDocument6 pagesMaterial TroqueledwinPas encore d'évaluation
- Aceros 4140 resistencia ingenieríaDocument4 pagesAceros 4140 resistencia ingenieríaJhon Edison Guerrero Galindo100% (1)
- S 600Document10 pagesS 600HeiderHuertaPas encore d'évaluation
- Sverker 21Document7 pagesSverker 21superalitosPas encore d'évaluation
- Acero Impax SupremeDocument7 pagesAcero Impax SupremetudorimaPas encore d'évaluation
- Trabajo de Tecnologia Mecanica Forjado de LlaveDocument32 pagesTrabajo de Tecnologia Mecanica Forjado de LlaveCristhianMauricioAguilar100% (1)
- Acero SAE 1045Document3 pagesAcero SAE 1045gadeharogPas encore d'évaluation
- Album MaterialesDocument35 pagesAlbum MaterialesMarvin Najarro100% (1)
- Aceros Aisi Natalia RangelDocument29 pagesAceros Aisi Natalia Rangellr3518964Pas encore d'évaluation
- Acero Grado HerramietaDocument35 pagesAcero Grado HerramietaGerman Diaz AvendañoPas encore d'évaluation
- Acero9840recocido PDFDocument1 pageAcero9840recocido PDFGustavo OrozcoPas encore d'évaluation
- Acero 4140 RecocidoDocument1 pageAcero 4140 RecocidoronkoxxxPas encore d'évaluation
- Aceros para TempleDocument3 pagesAceros para TempleGeovanni ErazoPas encore d'évaluation
- FX 2379Document2 pagesFX 2379ryuman88Pas encore d'évaluation
- Acero SISA 4140RDocument1 pageAcero SISA 4140RWilliam Zamir MuñozPas encore d'évaluation
- Art Tecnico AcerosDocument7 pagesArt Tecnico AcerosRigoberto Casanova MartinezPas encore d'évaluation
- Cálculo de cargas térmicas: métodos y fórmulas para calefacción y refrigeraciónDocument5 pagesCálculo de cargas térmicas: métodos y fórmulas para calefacción y refrigeraciónjualacPas encore d'évaluation
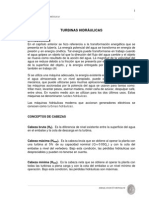
- Seleccion de TurbinaDocument19 pagesSeleccion de TurbinaĜrover VcPas encore d'évaluation
- Rosca Diseño MáquinasDocument33 pagesRosca Diseño MáquinasraspaflowPas encore d'évaluation
- Analisis de CircuitoDocument3 pagesAnalisis de CircuitoraspaflowPas encore d'évaluation
- Diseño de Un Caldero Pirotubular PDFDocument52 pagesDiseño de Un Caldero Pirotubular PDFBryan C. Olaechea Saavedra100% (1)
- Animacion de TroqueladoDocument8 pagesAnimacion de TroqueladoJesus EstradaPas encore d'évaluation
- Materiales MagnéticosDocument13 pagesMateriales MagnéticosAndres RomeroPas encore d'évaluation
- Parcial Final de ProcesosDocument4 pagesParcial Final de ProcesosraspaflowPas encore d'évaluation
- RiteDocument144 pagesRitediearmanPas encore d'évaluation
- Cálculo de cargas térmicas: métodos y fórmulas para calefacción y refrigeraciónDocument5 pagesCálculo de cargas térmicas: métodos y fórmulas para calefacción y refrigeraciónjualacPas encore d'évaluation
- Festo FluidSim 3.5 Hidraulica Por Nahu - 22 - 10Document0 pageFesto FluidSim 3.5 Hidraulica Por Nahu - 22 - 10Jorge Luis SoriaPas encore d'évaluation
- Amoniaco Vs FreonDocument7 pagesAmoniaco Vs Freonrozio32100% (1)
- Anexo ADocument92 pagesAnexo AFabricio Damián Rojas CuomoPas encore d'évaluation
- Presentación 11-Plantas Termicas 2015 I REFRIGERACION FSDocument45 pagesPresentación 11-Plantas Termicas 2015 I REFRIGERACION FSraspaflowPas encore d'évaluation
- Diccionario Lengua de SeñasDocument632 pagesDiccionario Lengua de Señaslilarock3rs85% (33)
- Catalogo CopelandDocument64 pagesCatalogo Copelandraspaflow100% (1)
- Matriceria ADocument65 pagesMatriceria AFernando Ramos MorenoPas encore d'évaluation
- LatexDocument38 pagesLatexraspaflowPas encore d'évaluation
- Linear System Theory and Design - Chi-Tsong Chen PDFDocument176 pagesLinear System Theory and Design - Chi-Tsong Chen PDFNoureddine Guersi50% (2)
- Manual de Selección, Uso y Mantenimiento de CompresoresDocument298 pagesManual de Selección, Uso y Mantenimiento de CompresoresEDINSON85% (26)
- Transferencia de Calor en Intercambiadores de PlacasDocument20 pagesTransferencia de Calor en Intercambiadores de PlacasCarlos RamirezPas encore d'évaluation
- Cafetera Inventor PDFDocument165 pagesCafetera Inventor PDFKoko EsclntPas encore d'évaluation
- Válvulas, Selección, Uso y Mantenimiento by VartDocument285 pagesVálvulas, Selección, Uso y Mantenimiento by Vartpedroluischoque96% (24)
- Festo FluidSim 3.5 Hidraulica Por Nahu - 22 - 10Document0 pageFesto FluidSim 3.5 Hidraulica Por Nahu - 22 - 10Jorge Luis SoriaPas encore d'évaluation
- 2299 8244 1 DRDocument8 pages2299 8244 1 DRraspaflowPas encore d'évaluation
- Cap 04Document46 pagesCap 04raspaflowPas encore d'évaluation
- Analisisdeseñaleslibro CompletoDocument620 pagesAnalisisdeseñaleslibro CompletoNico Gavilanes100% (1)
- Cap 02Document100 pagesCap 02raspaflowPas encore d'évaluation
- Tarea Sesion 3-Google Earth ProDocument3 pagesTarea Sesion 3-Google Earth ProSebastian RosalesPas encore d'évaluation
- Diseño de Un Sistema Contraincendio en Una Planta Envasadora de GLPDocument238 pagesDiseño de Un Sistema Contraincendio en Una Planta Envasadora de GLPJose GalloPas encore d'évaluation
- C105 BizDocument89 pagesC105 BizHacePas encore d'évaluation
- Señales de tránsitoDocument7 pagesSeñales de tránsitoMerlin Asprilla AnguloPas encore d'évaluation
- Modelo de Acta de Entrega de MaterialesDocument47 pagesModelo de Acta de Entrega de MaterialeslurenmariannePas encore d'évaluation
- Características y Medidas de Los Ascensores para HospitalesDocument3 pagesCaracterísticas y Medidas de Los Ascensores para HospitalesmanuelPas encore d'évaluation
- Ilovepdf MergedDocument54 pagesIlovepdf MergedSergio BascoPas encore d'évaluation
- Aspectos AdministrativosDocument13 pagesAspectos AdministrativosMarco Alex Portilla LisarazoPas encore d'évaluation
- Manual Rtn600Document31 pagesManual Rtn600Pedro Aldana QuintanaPas encore d'évaluation
- Ficha Tecnica Calderas Essential D CointraDocument2 pagesFicha Tecnica Calderas Essential D CointraSonia BigattiPas encore d'évaluation
- Manual Cirugía Básica I SEPTIEMBRE 2012Document252 pagesManual Cirugía Básica I SEPTIEMBRE 2012Ashley BobbiePas encore d'évaluation
- Funciones Del IngenieroDocument16 pagesFunciones Del IngenieroSLAVPas encore d'évaluation
- Lista, Ubicacion y Ruta de Las Carpetas Especiales en Windows 7Document6 pagesLista, Ubicacion y Ruta de Las Carpetas Especiales en Windows 7d_macedaPas encore d'évaluation
- EncoderDocument2 pagesEncoderWlcc WlafPas encore d'évaluation
- Recomendaciones Santa Cruz de La SierraDocument15 pagesRecomendaciones Santa Cruz de La SierrajpjazzpianoPas encore d'évaluation
- Cianuracion Por Agitacion M R.G.Document16 pagesCianuracion Por Agitacion M R.G.Nilton Flavio Benites QuispePas encore d'évaluation
- Intercambiador de Calor de Una Caldera AcuotubularDocument17 pagesIntercambiador de Calor de Una Caldera AcuotubularAuvemar RodriguezPas encore d'évaluation
- Ensayo Tecnicas de Auditoria JMDDocument3 pagesEnsayo Tecnicas de Auditoria JMDjoaquinmorenoPas encore d'évaluation
- Manejo de MontacargasDocument38 pagesManejo de MontacargasEnrique Rodriguez100% (3)
- Matriceria Parte ChorocaDocument28 pagesMatriceria Parte ChorocaCarlos MCPas encore d'évaluation
- Teorema de EulerDocument5 pagesTeorema de EulerRoberto NepomucenoPas encore d'évaluation
- Cat Compre Sore SirDocument45 pagesCat Compre Sore SirGiovanni RiveraPas encore d'évaluation
- Termodinámica MEDICADocument17 pagesTermodinámica MEDICAJosue Miguel Quispe CamposPas encore d'évaluation
- Ejercicio para La Determinación Del Índice de Fallas Por Atributos. Eunice ReyesDocument4 pagesEjercicio para La Determinación Del Índice de Fallas Por Atributos. Eunice ReyesCely Eunice Reyes CuellarPas encore d'évaluation
- Iperc Grupo SeguridadDocument2 pagesIperc Grupo SeguridadMaite PromesaPas encore d'évaluation
- Laboratorio 5 - PoligonoDocument6 pagesLaboratorio 5 - PoligonoRaul Cansaya LinaresPas encore d'évaluation
- Práctica de medición con multímetro y cálculo de errorDocument7 pagesPráctica de medición con multímetro y cálculo de errorAaron SanchezPas encore d'évaluation
- Explotación de yacimiento de puzolana en Malca Mayu, PotosíDocument11 pagesExplotación de yacimiento de puzolana en Malca Mayu, PotosíChambi JavierPas encore d'évaluation
- Lista de Precios Vta Cables Superiores Abr 23-2015Document4 pagesLista de Precios Vta Cables Superiores Abr 23-2015bernardoPas encore d'évaluation
- Municipalidad de UnquilloDocument148 pagesMunicipalidad de UnquilloVico CarballoPas encore d'évaluation