Vous aimerez peut-être aussi
- 1-La Forge LibreDocument23 pages1-La Forge LibreYoussef RafikiPas encore d'évaluation
- c2 Introduction ForgeageDocument32 pagesc2 Introduction ForgeagemouadPas encore d'évaluation
- Le FormageDocument2 pagesLe FormagephukaifrPas encore d'évaluation
- Le CintrageDocument1 pageLe CintrageAbdelmadjid BatirPas encore d'évaluation
- Presse Plieuse Developpement Delta L Dossier Ndeg1Document18 pagesPresse Plieuse Developpement Delta L Dossier Ndeg1med100% (1)
- Le Soudage Electrode EnrobéeDocument19 pagesLe Soudage Electrode EnrobéeHamza RouihemPas encore d'évaluation
- pliage محولDocument12 pagespliage محولYoussef RafikiPas encore d'évaluation
- Chapitre 6Document21 pagesChapitre 6HOUSSAME NAIMPas encore d'évaluation
- Les Procedes de FabricationDocument22 pagesLes Procedes de FabricationOuahid Kaddaoui0% (1)
- Matériaux, Procédés de Mise en Forme, TraitementDocument111 pagesMatériaux, Procédés de Mise en Forme, TraitementATOUFI MOHAMEMPas encore d'évaluation
- Soutenance Stage IngDocument22 pagesSoutenance Stage IngMehdi GouaderPas encore d'évaluation
- 5241 Metallurgie Du Soudage Dossier ProfesseurDocument55 pages5241 Metallurgie Du Soudage Dossier ProfesseurImedRezk0% (1)
- Procédés de Mise en Forme Sans Enlevement de Matiere CHAPITRE 2 Tech-Base 2016-17Document61 pagesProcédés de Mise en Forme Sans Enlevement de Matiere CHAPITRE 2 Tech-Base 2016-17Ikram Dahmani100% (3)
- Guide Des Aciers À Outils Pour Travail À Froid Et À Chaud Télécharger, Lire PDFDocument7 pagesGuide Des Aciers À Outils Pour Travail À Froid Et À Chaud Télécharger, Lire PDFWalid Ben AmirPas encore d'évaluation
- Cour Fabrication 12 Final 1Document41 pagesCour Fabrication 12 Final 1Chokri Atef100% (2)
- Soudage AluDocument24 pagesSoudage AluH_DEBIANE0% (1)
- Exersice Pliage 3 Ep 2Document1 pageExersice Pliage 3 Ep 2Bouraoui Ben Ayed100% (2)
- Dilatation 20et 20retraitDocument7 pagesDilatation 20et 20retraitKamel FedaouiPas encore d'évaluation
- M16 - Chap 01 - Representation Orthogonale en Tuyauterie - ProfDocument31 pagesM16 - Chap 01 - Representation Orthogonale en Tuyauterie - Profchaudronnier80% (5)
- 01 TP MelangeurDocument20 pages01 TP MelangeurMohamed NaciriPas encore d'évaluation
- Procedure Rouleuse JouanelDocument8 pagesProcedure Rouleuse JouanelNoël MessinaPas encore d'évaluation
- Quizz Déformations Et ContraintesDocument45 pagesQuizz Déformations Et Contraintesdanemsal50% (2)
- 107 EmboutissageDocument5 pages107 EmboutissageLahou Ahmadalahou100% (2)
- TREMPEDocument13 pagesTREMPEGhassen Bouslama100% (2)
- These PDFDocument170 pagesThese PDFMariam ZouhairPas encore d'évaluation
- Cours Normes 2Document7 pagesCours Normes 2Alex Dnp03Pas encore d'évaluation
- Cours MMADocument3 pagesCours MMAmed chabane100% (1)
- Cours Designation Des Materiaux Fiche 2 eDocument2 pagesCours Designation Des Materiaux Fiche 2 eGuy EffaPas encore d'évaluation
- Cintrage Tube Rampe Exercice 4 PDFDocument5 pagesCintrage Tube Rampe Exercice 4 PDFعبد الغني50% (2)
- Le PliageDocument20 pagesLe PliageMarwanePas encore d'évaluation
- Fab CoursDocument20 pagesFab CoursELMustaphaELMoukhtariPas encore d'évaluation
- M8 - Cintrer, Couder À Froid Et À Chaud - CM-FADocument19 pagesM8 - Cintrer, Couder À Froid Et À Chaud - CM-FAbahou10100% (1)
- Procede 121 Arc Automatique Sous Flux SolideDocument7 pagesProcede 121 Arc Automatique Sous Flux Solidemed chabanePas encore d'évaluation
- Les Traitements Thermochimiques de DiffusionDocument33 pagesLes Traitements Thermochimiques de Diffusionali BourenanePas encore d'évaluation
- Decoupage Et Gougeage PlasmaDocument37 pagesDecoupage Et Gougeage Plasmalulu3232100% (1)
- QCM Désignation AcierDocument2 pagesQCM Désignation AcierLucki628Pas encore d'évaluation
- Cintrage de Tube (Prof)Document9 pagesCintrage de Tube (Prof)yoan bouysse0% (1)
- Tracé Des Pièces en Fonction de Leur Procédé D ObtentionDocument15 pagesTracé Des Pièces en Fonction de Leur Procédé D ObtentionNejm IddinPas encore d'évaluation
- Processus de LaminageDocument10 pagesProcessus de LaminageNa ZihPas encore d'évaluation
- PliageDocument10 pagesPliageAyoub ChebbiPas encore d'évaluation
- Sommaire: Le Soudage Au Gaz (Au Chalumeau)Document27 pagesSommaire: Le Soudage Au Gaz (Au Chalumeau)Menad Salah100% (1)
- Courroies Trap TEXROPEDocument54 pagesCourroies Trap TEXROPEAnonymous LfeGI2hMPas encore d'évaluation
- Cintrage Toles ElevebisDocument11 pagesCintrage Toles Elevebishoussem addinePas encore d'évaluation
- Les Types D'usinage Par Électro-ÉrosionDocument11 pagesLes Types D'usinage Par Électro-ÉrosionBensaid Mouhib100% (1)
- Classification AciersDocument1 pageClassification AciersAS Baizidi100% (2)
- M16 Partie 1 Pliage de TolesDocument30 pagesM16 Partie 1 Pliage de TolesSophie RobichaudPas encore d'évaluation
- Chapitre 1 Définitions, Désignations Et ApllicationsDocument12 pagesChapitre 1 Définitions, Désignations Et Apllicationsabdelmoumen hidouri100% (1)
- Traçage en Chaudronnerie Et Tuyauterie/raccordement de Deux Sections PDFDocument19 pagesTraçage en Chaudronnerie Et Tuyauterie/raccordement de Deux Sections PDFmyacine16Pas encore d'évaluation
- Cours Désign MatosDocument6 pagesCours Désign MatosDABAKH LDEEBOYPas encore d'évaluation
- Cours RedressementDocument9 pagesCours RedressementRabii AmhilPas encore d'évaluation
- Pliage 2eme AnnéeDocument16 pagesPliage 2eme AnnéeAlix BoubanPas encore d'évaluation
- Désignation Aciers PDFDocument21 pagesDésignation Aciers PDFAnas MohtadiPas encore d'évaluation
- Materiaux Traitement Et EssaisDocument32 pagesMateriaux Traitement Et EssaisMohamed SahilPas encore d'évaluation
- Traitement Thermique Des Aciers 4Document21 pagesTraitement Thermique Des Aciers 4Bertrand LaugaPas encore d'évaluation
- Découpage +TD 2022Document29 pagesDécoupage +TD 2022Elghaza YassinePas encore d'évaluation
- Cours ForgeageDocument4 pagesCours Forgeageimene100% (1)
- Cours ForgeageDocument4 pagesCours ForgeagemedPas encore d'évaluation
- Déférents Types de ForgeageDocument4 pagesDéférents Types de ForgeageBoubou FouadPas encore d'évaluation
- 1 - ChapI - Presentation GeneraleDocument15 pages1 - ChapI - Presentation GeneraleMahdiPas encore d'évaluation
- QR15 - P49H P63B P77B P87BDocument6 pagesQR15 - P49H P63B P77B P87Blouaypro18Pas encore d'évaluation
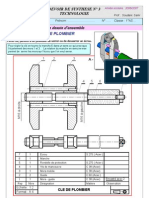
- Devoirdesynthesen3 1as 2006 2007 Cle+de+PlombierDocument5 pagesDevoirdesynthesen3 1as 2006 2007 Cle+de+Plombierntayoub82% (11)
- QR42_P169BDocument2 pagesQR42_P169BntayoubPas encore d'évaluation
- QR26_P102Document9 pagesQR26_P102ntayoubPas encore d'évaluation
- Me Technique de Fabrication D' Un MoulageDocument7 pagesMe Technique de Fabrication D' Un Moulagentayoub100% (1)
- Chapitre 1 Classes Des Materiaux 2020Document8 pagesChapitre 1 Classes Des Materiaux 2020Wael MaatougPas encore d'évaluation
- QR7_P35BDocument2 pagesQR7_P35BntayoubPas encore d'évaluation
- Définition: Exemple: Pince de Préhension PneumatiqueDocument4 pagesDéfinition: Exemple: Pince de Préhension Pneumatiquetesnimabidli255Pas encore d'évaluation
- QR10_P43-P57-P71-P82Document2 pagesQR10_P43-P57-P71-P82ntayoubPas encore d'évaluation
- 217049029-Isostatisme PpsDocument79 pages217049029-Isostatisme Ppslahcen_bahassouPas encore d'évaluation
- QR13_P47-P61-P75-P86Document8 pagesQR13_P47-P61-P75-P86ntayoubPas encore d'évaluation
- Ds N°3 1ère AnnéeDocument4 pagesDs N°3 1ère AnnéentayoubPas encore d'évaluation
- Ch1 l1 Analyse Fonctionnelle ExterneDocument7 pagesCh1 l1 Analyse Fonctionnelle ExterneezzeddinePas encore d'évaluation
- QR9_P41-P55-P69-P80Document4 pagesQR9_P41-P55-P69-P80ntayoubPas encore d'évaluation
- 505267Document74 pages505267ntayoubPas encore d'évaluation
- Scénario Pédagogique GR Typoligies Dees Assemblages3tDocument2 pagesScénario Pédagogique GR Typoligies Dees Assemblages3tntayoubPas encore d'évaluation
- Physique Cours 8ème AnnéeDocument159 pagesPhysique Cours 8ème Annéentayoub100% (2)
- Répartition Éxceptionnelle de Génie Mécanique 2020-2021Document5 pagesRépartition Éxceptionnelle de Génie Mécanique 2020-2021lou louPas encore d'évaluation
- Formulaire de Mécanique PDFDocument1 pageFormulaire de Mécanique PDFjbcharpePas encore d'évaluation
- 2ème InfoDocument112 pages2ème Infontayoub100% (1)
- Maths Cours 8ème AnnéeDocument232 pagesMaths Cours 8ème Annéentayoub100% (1)
- 7b PDFDocument232 pages7b PDFChokri JaballiPas encore d'évaluation
- Physique Cours 7ème AnnéeDocument192 pagesPhysique Cours 7ème AnnéentayoubPas encore d'évaluation
- UtamDocument14 pagesUtamntayoub0% (1)
- Fabrication MecaniqueDocument39 pagesFabrication MecaniqueLarax123100% (8)
- Fabrication Mecanique Cours PDFDocument89 pagesFabrication Mecanique Cours PDFDeckard Regis Shaw100% (3)
- Transmissiondepuissance CoursDocument2 pagesTransmissiondepuissance CoursntayoubPas encore d'évaluation
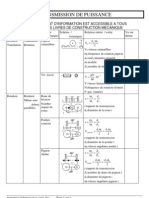
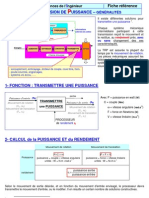
- Transmission de Puissance - GeneralitesDocument10 pagesTransmission de Puissance - Generalitesntayoub75% (4)
- Transmission de PuissanceDocument59 pagesTransmission de Puissancentayoub100% (8)
- Translation ProfDocument7 pagesTranslation Profntayoub100% (1)
- Oncf LaDocument52 pagesOncf Lalarabi lamyaePas encore d'évaluation
- R3-Corda, Ou Quand Planète Finance Construit Une Plateforme Mondiale de Technologie de Registres Distribués. - Le Blog de Liliane Held-KhawamDocument1 pageR3-Corda, Ou Quand Planète Finance Construit Une Plateforme Mondiale de Technologie de Registres Distribués. - Le Blog de Liliane Held-KhawamroparsPas encore d'évaluation
- Statistque DescriptiveDocument71 pagesStatistque DescriptiveMichée ESSEGNONPas encore d'évaluation
- Impacts de L'application Des Normes IPSASDocument4 pagesImpacts de L'application Des Normes IPSASben dhaouiaPas encore d'évaluation
- Tableaux de Bord RHDocument53 pagesTableaux de Bord RHCesaire William100% (1)
- Outils Black Belt 2Document12 pagesOutils Black Belt 2formation MagpharmPas encore d'évaluation
- GG GR Part-III V5 1 FRDocument39 pagesGG GR Part-III V5 1 FRlaarabPas encore d'évaluation
- Corrige Rattrapage StartupDocument2 pagesCorrige Rattrapage StartupSabrina Sabrin100% (2)
- Renouvellement D Un Visa de Circulation1Document2 pagesRenouvellement D Un Visa de Circulation1Faouzi Tlemcen100% (1)
- Rapport de Stage Final Eaton HICHAM EL MOKADDEMDocument44 pagesRapport de Stage Final Eaton HICHAM EL MOKADDEMHicham ElmokaddemPas encore d'évaluation
- Modèle Rapport 2019Document6 pagesModèle Rapport 2019Sahal RachidPas encore d'évaluation
- Steve Jobs 10 Règle Du Succès Par Cameron, RossDocument25 pagesSteve Jobs 10 Règle Du Succès Par Cameron, Rossouarayacouba0Pas encore d'évaluation
- Dscg-2017 CorrigéDocument7 pagesDscg-2017 CorrigéandyroadPas encore d'évaluation
- Firas CHEFFI 1 Comptabilite Detaille, Audit, DeclarationsDocument66 pagesFiras CHEFFI 1 Comptabilite Detaille, Audit, DeclarationsEya SouissiPas encore d'évaluation
- Quelques Données: B PinDocument3 pagesQuelques Données: B PinPrince NdalaPas encore d'évaluation
- Les Contrats de Location NCT 41Document4 pagesLes Contrats de Location NCT 41lamia bouallaguiPas encore d'évaluation
- Kotler Chap2Document28 pagesKotler Chap2Salma HouasliPas encore d'évaluation
- Contrat de BailDocument2 pagesContrat de BailSIMO ELALAMIPas encore d'évaluation
- Chapitre 2 - La Banque - Acteur Du Marche Financier-1Document14 pagesChapitre 2 - La Banque - Acteur Du Marche Financier-1Lucien Zeh Mballa100% (1)
- Aac139f-16i A45daDocument1 pageAac139f-16i A45daBureau MarocainPas encore d'évaluation
- Rapport de Stage 2200Document21 pagesRapport de Stage 2200khadir yassinePas encore d'évaluation
- 3rp01-Eleve 4Document4 pages3rp01-Eleve 4Imane LaminePas encore d'évaluation
- Chap 3 - Fait Générateur Et Exigibilité de La TVADocument3 pagesChap 3 - Fait Générateur Et Exigibilité de La TVAeloi. lbPas encore d'évaluation
- Conduite de Projet WebDocument83 pagesConduite de Projet WebMariana RusuPas encore d'évaluation
- Présentation1 Haddi MeriemDocument14 pagesPrésentation1 Haddi MeriemHejer Ben NjimaPas encore d'évaluation
- La Mesure de La Performance Des Fusions-Acquisitions Les Apports Des Études RécentesDocument8 pagesLa Mesure de La Performance Des Fusions-Acquisitions Les Apports Des Études Récentesismail4Pas encore d'évaluation
- Et 309 La Perliculture en Polynesie FrancaiseDocument6 pagesEt 309 La Perliculture en Polynesie Francaisefofa fifiPas encore d'évaluation
- Facture Darty Iphone1 PDFDocument1 pageFacture Darty Iphone1 PDFAbdallah SAAD SAOUDPas encore d'évaluation
- CosommationDocument3 pagesCosommationAsma MensiPas encore d'évaluation
- Sách Economy TOEIC 2 - Phần NgheDocument143 pagesSách Economy TOEIC 2 - Phần NghePhuong Thao LuuPas encore d'évaluation