Vous aimerez peut-être aussi
- 0708 Static ElectricityDocument47 pages0708 Static ElectricityArdy SebastianPas encore d'évaluation
- Vacuum Testing ReportDocument9 pagesVacuum Testing ReportDoris DorisPas encore d'évaluation
- Fall ProtectionDocument34 pagesFall Protectionneo_chemistPas encore d'évaluation
- TDI43 Tank Inspection Examination & Testing API 653 Sec 12Document7 pagesTDI43 Tank Inspection Examination & Testing API 653 Sec 12Faizal SattuPas encore d'évaluation
- Xerxes Tanks and Accessories and Price List PDFDocument10 pagesXerxes Tanks and Accessories and Price List PDFneo_chemistPas encore d'évaluation
- Horizontal Tank Calibration Using ExcelDocument8 pagesHorizontal Tank Calibration Using ExcelBhanwraa AawaraPas encore d'évaluation
- GCSE VectorsDocument28 pagesGCSE VectorsKenanPas encore d'évaluation
- Vc-Api 650 PDFDocument6 pagesVc-Api 650 PDFShinta ShowiantariPas encore d'évaluation
- Plumbness & Roundness of Storage TanksDocument12 pagesPlumbness & Roundness of Storage TanksWeld Maniac0% (1)
- Report Horz PV-510Document36 pagesReport Horz PV-510ahmaddanielmatshahPas encore d'évaluation
- Chemical Engineering Facts at Your Fingertips 2009 and 2010Document39 pagesChemical Engineering Facts at Your Fingertips 2009 and 2010Trevor KanodePas encore d'évaluation
- API6D Ball Valves Inspection and Test ProceduresDocument5 pagesAPI6D Ball Valves Inspection and Test ProceduresChi Cha100% (2)
- The Calibration of Flow Meters PDFDocument35 pagesThe Calibration of Flow Meters PDFRené Mora-CasalPas encore d'évaluation
- Urea Prilling Tower DesignDocument5 pagesUrea Prilling Tower DesignRudy surya 08Pas encore d'évaluation
- HSE Activities Monthly ReportDocument1 pageHSE Activities Monthly Reportneo_chemist100% (2)
- AST - Tank Shell DesignDocument17 pagesAST - Tank Shell DesignAntony Bruno GenewinPas encore d'évaluation
- Plumbness Inspection ReportDocument3 pagesPlumbness Inspection ReportDoris DorisPas encore d'évaluation
- DP Test ProcedureDocument8 pagesDP Test ProcedureAjith KumarPas encore d'évaluation
- Tank CalibrationDocument10 pagesTank CalibrationlinustecPas encore d'évaluation
- API Repair ProcedureDocument1 pageAPI Repair ProcedurejacquesmayolPas encore d'évaluation
- Tex-416-A, Air Content of Freshly-Mixed Concrete by The Pressure MethodDocument13 pagesTex-416-A, Air Content of Freshly-Mixed Concrete by The Pressure MethodegemetsatisPas encore d'évaluation
- Testing of Pressure Relief ValveDocument13 pagesTesting of Pressure Relief ValveVishal Abhiman MeshramPas encore d'évaluation
- Installation, Operation & Maintenance Manual: Virgo Engineers LimitedDocument47 pagesInstallation, Operation & Maintenance Manual: Virgo Engineers LimitedSreenivasPas encore d'évaluation
- Tank Strapping CalibrationDocument2 pagesTank Strapping CalibrationSana AlzakiPas encore d'évaluation
- F-037 AUDIT Legal RequirementsDocument18 pagesF-037 AUDIT Legal Requirementsneo_chemistPas encore d'évaluation
- Tank+Calibration OP 0113 WebsiteDocument2 pagesTank+Calibration OP 0113 WebsiteMohamed FouadPas encore d'évaluation
- Laboratory Projects 1 - Pipeline ConstructionDocument9 pagesLaboratory Projects 1 - Pipeline ConstructionMaximiano FerrazPas encore d'évaluation
- Inspection of Tanks-1Document6 pagesInspection of Tanks-1Senthil KumarPas encore d'évaluation
- Leak Test Proce.-TankDocument7 pagesLeak Test Proce.-Tankpraveen 0064Pas encore d'évaluation
- Lab Manual - Class 12-PhysicsDocument25 pagesLab Manual - Class 12-PhysicsKiller GamingPas encore d'évaluation
- Pmi Procedure: Superflow Pumps Pvt. LTDDocument6 pagesPmi Procedure: Superflow Pumps Pvt. LTDashish tiwariPas encore d'évaluation
- Hydrotest: Sdp-1 V.P.ShuklaDocument22 pagesHydrotest: Sdp-1 V.P.ShuklaMuhammad Faisal Javed100% (1)
- Root Cause On Seal Failure RefineryDocument8 pagesRoot Cause On Seal Failure RefineryVaibhav SinghPas encore d'évaluation
- OIML R120-E10Document37 pagesOIML R120-E10Roxana apazaPas encore d'évaluation
- Measurement ProceduresDocument11 pagesMeasurement ProceduresHenry Maeda100% (1)
- Tank Calibration:, Surveys & InspectionsDocument2 pagesTank Calibration:, Surveys & InspectionsIETqatarPas encore d'évaluation
- Measurement Accuracy and Sources of Error in Tank GaugingDocument6 pagesMeasurement Accuracy and Sources of Error in Tank GaugingWilson NjangePas encore d'évaluation
- Tank CalibrationDocument21 pagesTank Calibrationhoxx82Pas encore d'évaluation
- Draft Report TankDocument16 pagesDraft Report Tankjavaidahmedshaikh100% (1)
- Treaters SeparatorDocument6 pagesTreaters SeparatorDayo IdowuPas encore d'évaluation
- Astm B 163-08Document12 pagesAstm B 163-08Ramsi AnkziPas encore d'évaluation
- 2552 1965 Method For Measurement and Calibration of Spheres and SperoidsDocument18 pages2552 1965 Method For Measurement and Calibration of Spheres and SperoidsIETqatarPas encore d'évaluation
- Calibration of LPG ProversDocument19 pagesCalibration of LPG ProversanafadoPas encore d'évaluation
- Manual of Petroleum Measurement StandardsDocument20 pagesManual of Petroleum Measurement StandardsPedro Pablo Nuñez LeonPas encore d'évaluation
- ISO API Calibration StandardsDocument3 pagesISO API Calibration StandardsJohn Green100% (3)
- Helium Leak TestDocument8 pagesHelium Leak TestHiren Panchal50% (2)
- Tank Calibration PPPDocument15 pagesTank Calibration PPPDas100% (1)
- CSE 202.05 Repair of Concrete StructuresDocument118 pagesCSE 202.05 Repair of Concrete StructuresJellyn BasePas encore d'évaluation
- Tank CalibrationDocument12 pagesTank Calibrationmohamedyoussef1100% (2)
- TSM Strapping (Tank Calibration)Document2 pagesTSM Strapping (Tank Calibration)skthen72Pas encore d'évaluation
- Tank Calibration CompressDocument12 pagesTank Calibration CompressMahmoud GaberPas encore d'évaluation
- SOP No. 12 Recommended Standard Operating Procedure For Calibration of Metal Tapes Tape-to-Tape MethodDocument12 pagesSOP No. 12 Recommended Standard Operating Procedure For Calibration of Metal Tapes Tape-to-Tape MethodZoran IlkovPas encore d'évaluation
- List of Equipment Used For Tank CalibrationDocument1 pageList of Equipment Used For Tank CalibrationAmit HasanPas encore d'évaluation
- 3rd DimensionTank CalibrationDocument32 pages3rd DimensionTank CalibrationAngel MonteroPas encore d'évaluation
- SI No. Sample TestsDocument5 pagesSI No. Sample TestsMohamed AfsalPas encore d'évaluation
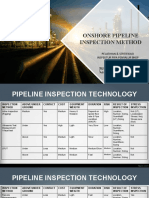
- Pipeline Inspection Method Metode Inspeksi Pipa PenyalurDocument35 pagesPipeline Inspection Method Metode Inspeksi Pipa PenyaluradityaromasPas encore d'évaluation
- Asa-146 NSH Apco Ir 040Document10 pagesAsa-146 NSH Apco Ir 040Fahad AhmadPas encore d'évaluation
- Valve Testing & Seat Leakage Comparism PDFDocument6 pagesValve Testing & Seat Leakage Comparism PDFAnupmaPas encore d'évaluation
- Generation of Calibration Charts For Horizontal Petroleum StorageDocument7 pagesGeneration of Calibration Charts For Horizontal Petroleum StorageDirector MMSPas encore d'évaluation
- Petrospection Calibration Tables (Report)Document11 pagesPetrospection Calibration Tables (Report)Abo Ali100% (1)
- PTDocument7 pagesPTMohdHuzairiRusliPas encore d'évaluation
- How To Calculate Hydrostatic Test Height in TanksDocument4 pagesHow To Calculate Hydrostatic Test Height in TanksEric MagnayePas encore d'évaluation
- Proc SopDocument90 pagesProc SopJohn Dolan100% (1)
- Calibration of Horizontal TankDocument4 pagesCalibration of Horizontal TankSayyed Raad HassanPas encore d'évaluation
- Thermocouple Calibration FurnaceDocument4 pagesThermocouple Calibration FurnaceAHMAD YAGHIPas encore d'évaluation
- UTI Test CertificateDocument1 pageUTI Test CertificatePavel ViktorPas encore d'évaluation
- Methodology On Technical Inspection: Equipment NDT Procedure Inspection DevicesDocument1 pageMethodology On Technical Inspection: Equipment NDT Procedure Inspection DevicesEphraim John Tangelon AquinoPas encore d'évaluation
- PV Valve Test Kit MANUALDocument3 pagesPV Valve Test Kit MANUALCelal BozdoganPas encore d'évaluation
- Pressure MeterDocument17 pagesPressure MeterRakesh7770Pas encore d'évaluation
- Im316 Flow MeasurementDocument67 pagesIm316 Flow MeasurementSelvarajPas encore d'évaluation
- Control Valve Selection SizingDocument14 pagesControl Valve Selection Sizingneo_chemistPas encore d'évaluation
- Ladder Safety GuidelinesDocument2 pagesLadder Safety Guidelinesneo_chemistPas encore d'évaluation
- PLC Dcs Scada 2docxDocument19 pagesPLC Dcs Scada 2docxMuhammad FaizanPas encore d'évaluation
- Professional BodiesDocument1 pageProfessional Bodiesneo_chemistPas encore d'évaluation
- Estimated Energy Requirements (EER)Document3 pagesEstimated Energy Requirements (EER)neo_chemistPas encore d'évaluation
- Guide To The Skills Development PortfolioDocument56 pagesGuide To The Skills Development PortfoliosamuelPas encore d'évaluation
- Basal Metabolic Rate and Calorie Need Calculator Bulking Plan - MenDocument12 pagesBasal Metabolic Rate and Calorie Need Calculator Bulking Plan - Menneo_chemistPas encore d'évaluation
- Harris Benedict Equation With Macronutrients $283 Formulas$29Document5 pagesHarris Benedict Equation With Macronutrients $283 Formulas$29neo_chemistPas encore d'évaluation
- Safe MaintenanceDocument108 pagesSafe MaintenanceТаймурАбдуллахPas encore d'évaluation
- The American University in Cairo: Compressed Gases & Gas Cylinders OSHA 29 CFR 1910.101Document14 pagesThe American University in Cairo: Compressed Gases & Gas Cylinders OSHA 29 CFR 1910.101neo_chemistPas encore d'évaluation
- CONSPCENDocument44 pagesCONSPCENneo_chemistPas encore d'évaluation
- CV WritingDocument6 pagesCV Writingneo_chemistPas encore d'évaluation
- UntitledDocument3 pagesUntitledneo_chemistPas encore d'évaluation
- AHMED, T.H - Reservoir Engineering Handbook 4ed-727-745Document19 pagesAHMED, T.H - Reservoir Engineering Handbook 4ed-727-745fennydwi alisiswoyoPas encore d'évaluation
- Rewin FSNDocument4 pagesRewin FSNSajjad AhmedPas encore d'évaluation
- Design of A 1kW High Speed Axial Flux PeDocument9 pagesDesign of A 1kW High Speed Axial Flux PemanasrinuPas encore d'évaluation
- Pep Practice Ability Test Booklet Answer Sheet C2a9 Pep Practice 2020Document9 pagesPep Practice Ability Test Booklet Answer Sheet C2a9 Pep Practice 2020Augustine Odibo100% (1)
- Gujarat Technological University (Gtu) Competency-Focused Outcome-Based Green Curriculum-2021 (COGC-2021)Document12 pagesGujarat Technological University (Gtu) Competency-Focused Outcome-Based Green Curriculum-2021 (COGC-2021)Samir Desai50% (2)
- Standard Penetration Test (SPT)Document8 pagesStandard Penetration Test (SPT)AhmadPas encore d'évaluation
- Notes 9Document14 pagesNotes 9luis calderonPas encore d'évaluation
- Case Studies in Construction MaterialsDocument18 pagesCase Studies in Construction Materialshamed sadaghianPas encore d'évaluation
- 4004q1 Specimen PDFDocument28 pages4004q1 Specimen PDFgray100% (1)
- FAT-REPORT Final PLPS 82336-43 - ITP 150kV KENDARI ANDOOLO SECT 1 Rev1 Baruga PDFDocument77 pagesFAT-REPORT Final PLPS 82336-43 - ITP 150kV KENDARI ANDOOLO SECT 1 Rev1 Baruga PDFMuhammad YahdimanPas encore d'évaluation
- Pressure Transmitters: Tronic LineDocument4 pagesPressure Transmitters: Tronic LineMohamed ElmakkyPas encore d'évaluation
- Econometrics: Problem Set 1: Professor: Mauricio SarriasDocument5 pagesEconometrics: Problem Set 1: Professor: Mauricio Sarriaspcr123Pas encore d'évaluation
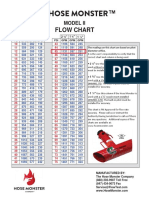
- HM2H Flow Chart GPMDocument1 pageHM2H Flow Chart GPMJishnu MedhiPas encore d'évaluation
- Counting With Permutations and Combinations CK-1Document12 pagesCounting With Permutations and Combinations CK-1Ratan KumawatPas encore d'évaluation
- Assignment (1) Vibrations: Submitted ToDocument11 pagesAssignment (1) Vibrations: Submitted ToMahmoud KassabPas encore d'évaluation
- Dimensional Drawing: For ReviewDocument2 pagesDimensional Drawing: For ReviewmoiPas encore d'évaluation
- Earth Work Calculation Sheet Km-13 Existing Section Proposed SectionDocument12 pagesEarth Work Calculation Sheet Km-13 Existing Section Proposed SectionSubas ChandPas encore d'évaluation
- 6 - 5 - Nerves 2023Document45 pages6 - 5 - Nerves 2023Eudmarly GEDEONPas encore d'évaluation
- RMS 4005 Tutorial 10Document4 pagesRMS 4005 Tutorial 10BrayanO10Pas encore d'évaluation
- Quantum Theory of SolidsDocument12 pagesQuantum Theory of SolidsMeghana Chowdary ArumilliPas encore d'évaluation
- NVC LED Portfolio Overview 201610 Indoor Updated01 (+ + - Ú-+)Document47 pagesNVC LED Portfolio Overview 201610 Indoor Updated01 (+ + - Ú-+)sameera priyashanthaPas encore d'évaluation
- Theory Analysis and Design of Metasurfaces For Smart Radio EnvironmentsDocument17 pagesTheory Analysis and Design of Metasurfaces For Smart Radio EnvironmentsKinza FaisalPas encore d'évaluation
- Emt 3127 Engineering Probability and StatisticsDocument3 pagesEmt 3127 Engineering Probability and StatisticsdelinaPas encore d'évaluation
- 1069-Article Text-2959-3-10-20220630Document19 pages1069-Article Text-2959-3-10-20220630zana connorPas encore d'évaluation
- Direct-Tensile Stress and Strain of A Cement-Stabilized SoilDocument6 pagesDirect-Tensile Stress and Strain of A Cement-Stabilized Soilgodfrey kiyinjaPas encore d'évaluation
- Vege Krishna Chaitanya: Indian Institute of Technology MadrasDocument2 pagesVege Krishna Chaitanya: Indian Institute of Technology MadrasvegePas encore d'évaluation