Vous aimerez peut-être aussi
- AS9100 Quality ManualDocument44 pagesAS9100 Quality Manualsanjin74100% (5)
- 10 Quality BasicsDocument13 pages10 Quality BasicsEnrique CampoyPas encore d'évaluation
- Quality ManagementDocument228 pagesQuality ManagementTrupesh PatelPas encore d'évaluation
- USI-QSF-19.1 - Internal AuditChecklist & ReportDocument49 pagesUSI-QSF-19.1 - Internal AuditChecklist & ReportPritam MitraPas encore d'évaluation
- ISO9001-2015 Quality Management System Assessment ChecklistDocument37 pagesISO9001-2015 Quality Management System Assessment ChecklistAbrahamNdewingoPas encore d'évaluation
- Quality Management SystemDocument57 pagesQuality Management SystemMuqeet Kazmi0% (1)
- PRODCUTIONDocument4 pagesPRODCUTIONvamsiPas encore d'évaluation
- 150 18 255 2013 Anlagenoptimierung HomogenisierungDocument26 pages150 18 255 2013 Anlagenoptimierung HomogenisierungAnonymous iI88Lt100% (1)
- Assignment Project Quality Management (Full)Document26 pagesAssignment Project Quality Management (Full)Izam Muhammad92% (24)
- Session 03. Designing Quality As An Inclusive Business System (Watson, 2020)Document66 pagesSession 03. Designing Quality As An Inclusive Business System (Watson, 2020)taghavi1347Pas encore d'évaluation
- Production Report Production (MT) : On Date Month On Date MonthDocument15 pagesProduction Report Production (MT) : On Date Month On Date MonthMahla Raj KumarPas encore d'évaluation
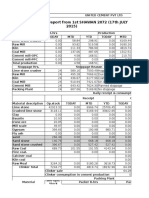
- Daily Production Report From 1st SHAWAN 2072 (17th JULY 2015)Document6 pagesDaily Production Report From 1st SHAWAN 2072 (17th JULY 2015)Vinod Kumar VermaPas encore d'évaluation
- 7 - Concrete-1 PDFDocument73 pages7 - Concrete-1 PDFjinnaPas encore d'évaluation
- Energy Savings of Cement Industry Sir Usman SBDocument6 pagesEnergy Savings of Cement Industry Sir Usman SBMuhammad ImranPas encore d'évaluation
- HSE Manual 01Document16 pagesHSE Manual 01Arman Ul NasarPas encore d'évaluation
- EHS ManagerDocument3 pagesEHS Managerapi-78943192Pas encore d'évaluation
- Safety PauseDocument4 pagesSafety PauseSafrin SangiaPas encore d'évaluation
- Motivation and Reward Motivational Schemes at Rourkela Steel PlantDocument6 pagesMotivation and Reward Motivational Schemes at Rourkela Steel PlantSAMIR RANJAN DUTTAPas encore d'évaluation
- Lean Six Sigma Forlean Six Sigma For Cement Processes - CemLean6S Cement Processes - CemLean6SDocument14 pagesLean Six Sigma Forlean Six Sigma For Cement Processes - CemLean6S Cement Processes - CemLean6SIbrahim YucedagPas encore d'évaluation
- Air Blue ProjectDocument50 pagesAir Blue Projectsyed usman wazir92% (13)
- Processexpert KilnDocument4 pagesProcessexpert Kilnoom_tgwPas encore d'évaluation
- 3 SOP For Cleaning of Clinker Cooler DischargeDocument3 pages3 SOP For Cleaning of Clinker Cooler DischargekakaPas encore d'évaluation
- Employee Development & RewardDocument4 pagesEmployee Development & RewardamitwestroPas encore d'évaluation
- TIS-HSE FRM-26 HSE Award Nomination FormDocument1 pageTIS-HSE FRM-26 HSE Award Nomination FormSyed Ahmed manzoor100% (1)
- Work Permit - Working at HeightDocument2 pagesWork Permit - Working at HeightJaks JaksPas encore d'évaluation
- Askari Aviation Services Marketing ReportDocument66 pagesAskari Aviation Services Marketing Reportsyed usman wazir100% (1)
- Safety Incentive Programs: Safety and Health Resource ManualDocument7 pagesSafety Incentive Programs: Safety and Health Resource ManualNorthPas encore d'évaluation
- Siemens Bullet Train Feasibility Report's PresentationDocument71 pagesSiemens Bullet Train Feasibility Report's Presentationsyed usman wazirPas encore d'évaluation
- Siemens Bullet Train Feasibility Report For PakistanDocument153 pagesSiemens Bullet Train Feasibility Report For Pakistansyed usman wazirPas encore d'évaluation
- AlternativeFuel - Ashx Foir Cement PlantDocument4 pagesAlternativeFuel - Ashx Foir Cement PlantRavindra BhatnagarPas encore d'évaluation
- Iso 9001 2015 PDFDocument26 pagesIso 9001 2015 PDFSolomon Bogdan-DanielPas encore d'évaluation
- White Cement - ReportDocument15 pagesWhite Cement - ReportSai PujithPas encore d'évaluation
- Package Cement Fugitive EmissionDocument192 pagesPackage Cement Fugitive EmissionJay KumarPas encore d'évaluation
- Replacement of Clinker With Dune SandDocument18 pagesReplacement of Clinker With Dune SandRehan RaviPas encore d'évaluation
- Mining, Communities and Sustainable Development - Case Study Hima CementDocument16 pagesMining, Communities and Sustainable Development - Case Study Hima CementAfrican Centre for Media Excellence100% (1)
- Project On Employee Absenteeism by NisamDocument54 pagesProject On Employee Absenteeism by Nisammailtonisam86% (35)
- 7 Quality Management PrinciplesDocument4 pages7 Quality Management PrinciplesRodrigo Moreno OchoaPas encore d'évaluation
- Ambuja CementDocument29 pagesAmbuja CementAnu SikkaPas encore d'évaluation
- On Shree Cement Jun 2010Document39 pagesOn Shree Cement Jun 2010Ana JainPas encore d'évaluation
- Legislation NEQS PakistanDocument7 pagesLegislation NEQS PakistanMuhammad UsamaPas encore d'évaluation
- SCM 310 Logistic and Transportation Section:2 Prepared For: Meshbaul Hasan ChowdhuryDocument24 pagesSCM 310 Logistic and Transportation Section:2 Prepared For: Meshbaul Hasan ChowdhuryShamima AkterPas encore d'évaluation
- NEQSDocument119 pagesNEQSudbarryPas encore d'évaluation
- DG Cement Annual Report 2016 PDFDocument261 pagesDG Cement Annual Report 2016 PDFSamsam RaufPas encore d'évaluation
- Mock Drill Oil Bottling Plant Ban Gal OresDocument34 pagesMock Drill Oil Bottling Plant Ban Gal OresYogendra KatiyarPas encore d'évaluation
- PSO Ar 2020 PDFDocument365 pagesPSO Ar 2020 PDFJahangir KhanPas encore d'évaluation
- Lafarge Zambia 2015 Annual ReportDocument60 pagesLafarge Zambia 2015 Annual Reportimbo9100% (1)
- Country Analysis Brief: Malaysia: Last Updated: April 26, 2017Document23 pagesCountry Analysis Brief: Malaysia: Last Updated: April 26, 2017FierDaus MfmmPas encore d'évaluation
- Maple Leaf Cement FactoryDocument290 pagesMaple Leaf Cement FactorySarfraz AliPas encore d'évaluation
- Presentation On Ambuja CementDocument47 pagesPresentation On Ambuja CementParesh BhuriaPas encore d'évaluation
- Risk Assessment - Cleaning of Bucket Elevator BoothDocument2 pagesRisk Assessment - Cleaning of Bucket Elevator BoothAbasiemekaPas encore d'évaluation
- Afr Mix Ratio Geo/Ims/Lab/Fmt/06/V1.1Document34 pagesAfr Mix Ratio Geo/Ims/Lab/Fmt/06/V1.1Santanu PachhalPas encore d'évaluation
- CHECK LIST RISK ASSESSMENT - English - Docx (For Cement Mill and Packing Plant)Document3 pagesCHECK LIST RISK ASSESSMENT - English - Docx (For Cement Mill and Packing Plant)Engr.Zabi Ullah100% (1)
- J.K. Lakshmi Cement LimitedDocument18 pagesJ.K. Lakshmi Cement Limitedraobabar21Pas encore d'évaluation
- FLSmidth CrossBar Cooler v2Document8 pagesFLSmidth CrossBar Cooler v2Mohammed AbdoPas encore d'évaluation
- Report On JNPT Disaster ManagementDocument44 pagesReport On JNPT Disaster ManagementAnubhav JainPas encore d'évaluation
- Coal Blending FormulaDocument3 pagesCoal Blending FormulaMochammad AdamPas encore d'évaluation
- AFR Fact Sheet: Fly Ash AFR Co-Processed Volume ('000 T)Document1 pageAFR Fact Sheet: Fly Ash AFR Co-Processed Volume ('000 T)Safrin SangiaPas encore d'évaluation
- Quarry Dust-Are You in Control?Document29 pagesQuarry Dust-Are You in Control?Fritz LumasagPas encore d'évaluation
- ISO 50001 (Energy Management) in Food Industries: January 2014Document6 pagesISO 50001 (Energy Management) in Food Industries: January 2014Eric LedesmaPas encore d'évaluation
- Ar Sap Report GCV NCVDocument34 pagesAr Sap Report GCV NCVAMITAVA RAYPas encore d'évaluation
- National Cement Company Limited, Clinkerization Unit: Mis ReportDocument52 pagesNational Cement Company Limited, Clinkerization Unit: Mis ReportVaibhav KhodakePas encore d'évaluation
- Industrial Risk Assessment Using ALOHADocument16 pagesIndustrial Risk Assessment Using ALOHAadwitiya1Pas encore d'évaluation
- BEE Cement Plant Code FinalDocument4 pagesBEE Cement Plant Code FinalHazem DiabPas encore d'évaluation
- ISO 14001 Quality Productivity Society PakistanDocument82 pagesISO 14001 Quality Productivity Society Pakistankashifbutty2k100% (3)
- National Fire Service Week or Day Celebration Global EHS 059Document16 pagesNational Fire Service Week or Day Celebration Global EHS 059Global EHSPas encore d'évaluation
- D.G. Khan CementDocument11 pagesD.G. Khan Cementkanwal_bawaPas encore d'évaluation
- SOP - 22 - Preparation of Activated GypsumDocument2 pagesSOP - 22 - Preparation of Activated Gypsumsaji kumarPas encore d'évaluation
- IAF MD 21 Migrationto ISO 45001 2018Document12 pagesIAF MD 21 Migrationto ISO 45001 2018pastelos100% (2)
- Calculation SHEETDocument35 pagesCalculation SHEETIrfan AhmedPas encore d'évaluation
- EIA Report MBS Isd Peshawar Morr NIIA - CompressedDocument288 pagesEIA Report MBS Isd Peshawar Morr NIIA - CompressedMuhammad Waqas AhmedPas encore d'évaluation
- A Look Into The Indian Cement Industry PresentationDocument27 pagesA Look Into The Indian Cement Industry PresentationsumitkumarecePas encore d'évaluation
- Attock Cement Raw Material - Docx MP Sania Khursheed - Docx NEWDocument4 pagesAttock Cement Raw Material - Docx MP Sania Khursheed - Docx NEWQiratPas encore d'évaluation
- Internship PresentationDocument22 pagesInternship PresentationAbhinav VermaPas encore d'évaluation
- Value Chain Analysis of Your CompanyDocument39 pagesValue Chain Analysis of Your Companyanon_209752096100% (3)
- Free Mba Reports: AcknowledgementDocument32 pagesFree Mba Reports: AcknowledgementFarhan Ali SiddiqiPas encore d'évaluation
- Nissan Vs Mitsubishi in PakistanDocument136 pagesNissan Vs Mitsubishi in Pakistansyed usman wazir100% (2)
- Standard Charter-Ad PlanDocument25 pagesStandard Charter-Ad Plansyed usman wazirPas encore d'évaluation
- Strategy Map For Telenor PakistanDocument35 pagesStrategy Map For Telenor Pakistansyed usman wazir100% (3)
- House Building Cost DataDocument17 pagesHouse Building Cost Datasyed usman wazir100% (7)
- Impact of Ads On Male Vs Female Consumer Buying BehaviourDocument89 pagesImpact of Ads On Male Vs Female Consumer Buying Behaviourshahnaz_mgr1522Pas encore d'évaluation
- Managerial Accounting: Nust Institute of Management SciencesDocument8 pagesManagerial Accounting: Nust Institute of Management Sciencessyed usman wazir100% (1)
- Business Research Excel DataDocument80 pagesBusiness Research Excel Datasyed usman wazir100% (1)
- Organizational Behaviour of Pia and AirblueDocument31 pagesOrganizational Behaviour of Pia and Airbluesyed usman wazir94% (16)
- Cement Industry PakistanDocument23 pagesCement Industry Pakistansyed usman wazir100% (27)
- ISO9001-2015-Aturia - Updated Copy - April 2018Document2 pagesISO9001-2015-Aturia - Updated Copy - April 2018Cao Văn PhongPas encore d'évaluation
- DuFlex Cable Data Sheet PDFDocument23 pagesDuFlex Cable Data Sheet PDFMareeswaran RamasamyPas encore d'évaluation
- ISO 14001 FDIS FAQ FINAL July 2015Document6 pagesISO 14001 FDIS FAQ FINAL July 2015Selvaraj SimiyonPas encore d'évaluation
- Auditing PractiseDocument37 pagesAuditing PractiseJamsari SulaimanPas encore d'évaluation
- QMS Folder Cover SheetsDocument5 pagesQMS Folder Cover SheetsEdmund Earl Timothy Hular Burdeos IIIPas encore d'évaluation
- BLS FlexibagDocument27 pagesBLS Flexibagsis job100% (1)
- POT PTFE BearingsDocument10 pagesPOT PTFE Bearingssudhirbabu1980Pas encore d'évaluation
- UCPB GEN Brief HistoryDocument3 pagesUCPB GEN Brief HistoryJoshua ChavezPas encore d'évaluation
- SABRE Edition 2Document40 pagesSABRE Edition 2edgarPas encore d'évaluation
- SLM 1Document23 pagesSLM 1bforgames07Pas encore d'évaluation
- CV Ana Ventura en 23.05.2023Document13 pagesCV Ana Ventura en 23.05.2023Ana Cristina VenturaPas encore d'évaluation
- Software Quality ManagementDocument19 pagesSoftware Quality ManagementjatinderPas encore d'évaluation
- A Relationship Between Six Sigma and Malcolm Baldrige Quality AwardDocument7 pagesA Relationship Between Six Sigma and Malcolm Baldrige Quality AwardMark BorgPas encore d'évaluation
- NB-CPD SG15 07 049 - Bituminous Mixtures To en 13108 - FPCDocument18 pagesNB-CPD SG15 07 049 - Bituminous Mixtures To en 13108 - FPChalexing5957Pas encore d'évaluation
- A Project Report ON Industrial Exposure: BY: Ankur Mitna S.Y B.B.A (B) Roll No.29Document45 pagesA Project Report ON Industrial Exposure: BY: Ankur Mitna S.Y B.B.A (B) Roll No.29ankurmitnaPas encore d'évaluation
- ISO9001 and IATF 16949 Combined - ReferenceDocument62 pagesISO9001 and IATF 16949 Combined - ReferencezaulzaulPas encore d'évaluation
- CV Najeh Chaouch-EnDocument2 pagesCV Najeh Chaouch-Enchaouch.najehPas encore d'évaluation
- Natcha39s Thesis V16 Submit EthesesDocument327 pagesNatcha39s Thesis V16 Submit EthesesTRÂM Nguyễn Thị BảoPas encore d'évaluation
- TQM Implementation Issues Review and Case StudyDocument14 pagesTQM Implementation Issues Review and Case StudyTharundevasiaPas encore d'évaluation