Vous aimerez peut-être aussi
- Cold-Weather Concreting TechniquesDocument110 pagesCold-Weather Concreting TechniquesNarcisa RudnicPas encore d'évaluation
- Engine Torque Wrench SettingsDocument2 pagesEngine Torque Wrench SettingsDPas encore d'évaluation
- Drilling Fluids For Drilling of Geothermal Wells - Hagen HoleDocument8 pagesDrilling Fluids For Drilling of Geothermal Wells - Hagen HoleAdil AytekinPas encore d'évaluation
- Drill String Design Group 3Document15 pagesDrill String Design Group 3Anusha AnuPas encore d'évaluation
- Separation of Oil, GasDocument81 pagesSeparation of Oil, Gasnilay05100% (4)
- SPE-105068-MS-How Good Is The Torque-Drag ModelDocument9 pagesSPE-105068-MS-How Good Is The Torque-Drag ModelHassaanAhmedPas encore d'évaluation
- Bowen Fishing Methods PDFDocument19 pagesBowen Fishing Methods PDFJorge Gomez Portilla100% (1)
- Conversão de Oleos 2 PDFDocument17 pagesConversão de Oleos 2 PDFTiago FreirePas encore d'évaluation
- Technical SpecDocument17 pagesTechnical SpecKongala Vamsi KrishnaPas encore d'évaluation
- Drilling Optimization PDFDocument22 pagesDrilling Optimization PDFRoyPas encore d'évaluation
- Management of Lost CirculationDocument8 pagesManagement of Lost CirculationKolawole AdisaPas encore d'évaluation
- Abrasive Water Jet Perforation and Multi-Stage FracturingD'EverandAbrasive Water Jet Perforation and Multi-Stage FracturingPas encore d'évaluation
- Buckling Analysis in Deviated Wells A Practical MethodDocument10 pagesBuckling Analysis in Deviated Wells A Practical Methodsabilco13Pas encore d'évaluation
- BHA StabilizationDocument14 pagesBHA StabilizationenantioagaPas encore d'évaluation
- Cementing ChecklistsDocument2 pagesCementing ChecklistsYougchu LuanPas encore d'évaluation
- All About MudDocument91 pagesAll About MudDavide Boreaneze100% (1)
- Guía para Tapones de CementoDocument15 pagesGuía para Tapones de CementoJunnior López PintadoPas encore d'évaluation
- ENM210 Cementing Operations Lecture 2 - Stage Cementing - 1 StageDocument8 pagesENM210 Cementing Operations Lecture 2 - Stage Cementing - 1 StageHamid Reza BabaeiPas encore d'évaluation
- IGIP&IOIP Calculation ResultsDocument9 pagesIGIP&IOIP Calculation ResultsDonny Ridwan PrihadiPas encore d'évaluation
- SPE 167647 Challenges in Testing and Completion of Highly Sour HPHT Reservoir in The State of KuwaitDocument8 pagesSPE 167647 Challenges in Testing and Completion of Highly Sour HPHT Reservoir in The State of KuwaitTheNourEldenPas encore d'évaluation
- Technical Manual: TroubleshootingDocument634 pagesTechnical Manual: Troubleshootingkhaled boulahlib100% (6)
- LINEAR SWELL TEST MEASURES SHALE REACTIVITYDocument3 pagesLINEAR SWELL TEST MEASURES SHALE REACTIVITYAhmer AkhlaquePas encore d'évaluation
- Annular Velocity TheoryDocument2 pagesAnnular Velocity TheoryMohitTagotraPas encore d'évaluation
- CSG Design by AmrDocument19 pagesCSG Design by AmrSudish BhatPas encore d'évaluation
- Multilateral Technology Level 4 UISDocument62 pagesMultilateral Technology Level 4 UISSebastian Otalora BarriosPas encore d'évaluation
- SPE-143623-MS-Torque and Drag Software Model Comparison Impact On Application and Calibration of Field DataDocument11 pagesSPE-143623-MS-Torque and Drag Software Model Comparison Impact On Application and Calibration of Field DataHassaanAhmedPas encore d'évaluation
- Fundamentals of Horizontal Wellbore Cleanout: Theory and Applications of Rotary Jetting TechnologyD'EverandFundamentals of Horizontal Wellbore Cleanout: Theory and Applications of Rotary Jetting TechnologyPas encore d'évaluation
- Saudi Aramco: Drilling OptimizationDocument21 pagesSaudi Aramco: Drilling OptimizationBoukelia TahaPas encore d'évaluation
- Geothermal Drilling Problems and SolutionsDocument38 pagesGeothermal Drilling Problems and Solutionskrishnsgk100% (1)
- Drilling Fluids: Islamic Azad University Science and Research Branch Drilling DepartmentDocument26 pagesDrilling Fluids: Islamic Azad University Science and Research Branch Drilling Departmentali nahiPas encore d'évaluation
- Breakout - Wave EquationDocument57 pagesBreakout - Wave EquationJorge Gomez PortillaPas encore d'évaluation
- Wellbore Skematic DrawingsDocument75 pagesWellbore Skematic DrawingsJoy GPas encore d'évaluation
- Drilling Programme - ChecklistDocument5 pagesDrilling Programme - ChecklistFill Jose100% (1)
- MAN-10004933/C Lift Bail/Test Plug Assy: User Manual (Operation and Service)Document45 pagesMAN-10004933/C Lift Bail/Test Plug Assy: User Manual (Operation and Service)Huy DoPas encore d'évaluation
- Jars and Accelerators.Document10 pagesJars and Accelerators.driller22100% (1)
- PDF Halliburton Cementing 1 Book CompressDocument238 pagesPDF Halliburton Cementing 1 Book CompressRoque muñoz lopezPas encore d'évaluation
- Tank Farm Design GuidelinesDocument2 pagesTank Farm Design GuidelinesSouparna DuttaPas encore d'évaluation
- Multilateral Well Technology OverviewDocument18 pagesMultilateral Well Technology OverviewKaouachi Ahmed LouayPas encore d'évaluation
- PE-12 Well Stimulation and Clean UpDocument14 pagesPE-12 Well Stimulation and Clean Upeng20072007Pas encore d'évaluation
- Sistema Combustible XpiDocument17 pagesSistema Combustible XpiRobert Orosco B.100% (6)
- Drilling With Casing Promises Major BenefitsDocument12 pagesDrilling With Casing Promises Major BenefitsRaul Alberto Miranda LoayzaPas encore d'évaluation
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsD'EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsÉvaluation : 5 sur 5 étoiles5/5 (1)
- Stuck Pipe TOTALDocument41 pagesStuck Pipe TOTALmosli_Pas encore d'évaluation
- SPEDocument16 pagesSPEPablo Tapia100% (1)
- Openhole Wireline Logging PDFDocument0 pageOpenhole Wireline Logging PDFyoyi yuniasPas encore d'évaluation
- Spe 30364 Seebty Ofpotrebum Endnws: Platform Concept OutlineDocument12 pagesSpe 30364 Seebty Ofpotrebum Endnws: Platform Concept Outlinebr_fdm1604100% (1)
- Deepwater CementingDocument18 pagesDeepwater CementingAhmed Ali AlsubaihPas encore d'évaluation
- Swab & Surge in DrillingDocument19 pagesSwab & Surge in DrillingАбдуллах АPas encore d'évaluation
- Hole Cleaning ProblemDocument4 pagesHole Cleaning ProblemSamad Ali SiddiquiPas encore d'évaluation
- Audi R10 Engine Tech PaperDocument27 pagesAudi R10 Engine Tech PaperSimon BilodeauPas encore d'évaluation
- Effective Hole Cleaning at High - Angle and Horizontal WellsDocument14 pagesEffective Hole Cleaning at High - Angle and Horizontal WellsColin100% (3)
- Torque & Drag Report TC-34Document26 pagesTorque & Drag Report TC-34Ferney BohorquezPas encore d'évaluation
- ICIS PetrochemicalsPosterDocument1 pageICIS PetrochemicalsPosterKinoiPas encore d'évaluation
- Reference Guide: Directional DrillingDocument67 pagesReference Guide: Directional DrillingRakhmad HanifPas encore d'évaluation
- HOLE PROBLEMS: CAUSES AND SOLUTIONS FOR SOLIDS INDUCED PACK OFF AND DIFFERENTIAL STICKINGDocument56 pagesHOLE PROBLEMS: CAUSES AND SOLUTIONS FOR SOLIDS INDUCED PACK OFF AND DIFFERENTIAL STICKINGJohn100% (1)
- Best Practice in Understanding and Managing Lost Circulation Challenges PDFDocument8 pagesBest Practice in Understanding and Managing Lost Circulation Challenges PDFnguyenhuutruong100Pas encore d'évaluation
- Piping PhilosophyDocument15 pagesPiping PhilosophyRagh100% (1)
- RT Bit Specific Energy SPE#00092194Document10 pagesRT Bit Specific Energy SPE#00092194Asahel NuñezPas encore d'évaluation
- Drilling Fluids GuideDocument78 pagesDrilling Fluids Guideavula43Pas encore d'évaluation
- A Guide To Successful Backreaming (09-08) PDFDocument17 pagesA Guide To Successful Backreaming (09-08) PDFcafegrPas encore d'évaluation
- Casing Design PreliminaryDocument29 pagesCasing Design Preliminaryalizareiforoush100% (2)
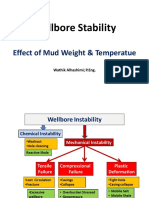
- Wellbore Stability Effect of Mud Weight 1645782860Document27 pagesWellbore Stability Effect of Mud Weight 1645782860Muhammad Husein MahfudzPas encore d'évaluation
- Determine Hole Cleaning Requirement in Deviated WellsDocument22 pagesDetermine Hole Cleaning Requirement in Deviated WellsCut Fanni Ayutaya100% (1)
- WELLBORE INSTABILITY MECHANISMSDocument17 pagesWELLBORE INSTABILITY MECHANISMSMohamed KouchachePas encore d'évaluation
- Catalog 2011 Maharashtra Multi Distributors LTDDocument106 pagesCatalog 2011 Maharashtra Multi Distributors LTDinfo8243100% (1)
- Solids Induced Pack-Off Packing Off - First ActionsDocument4 pagesSolids Induced Pack-Off Packing Off - First ActionsBhagwal TravelsPas encore d'évaluation
- Benzen - UllmannsDocument32 pagesBenzen - UllmannsgucciPas encore d'évaluation
- 5B. High Pressure RiserDocument10 pages5B. High Pressure Riserdriller22Pas encore d'évaluation
- Section02 Drilling ApparatusDocument31 pagesSection02 Drilling ApparatusMohamed ElshoraPas encore d'évaluation
- Spe 196232 MSDocument18 pagesSpe 196232 MShijoetigrePas encore d'évaluation
- Dynamic Low Choke High Quality PDFDocument4 pagesDynamic Low Choke High Quality PDFWCGPas encore d'évaluation
- Mud Training SchoolDocument78 pagesMud Training School叶芊Pas encore d'évaluation
- Drilling Deviated Holes GuideDocument28 pagesDrilling Deviated Holes GuideMohamed ElshoraPas encore d'évaluation
- Extended Leak Off TestDocument2 pagesExtended Leak Off TestPrasanti Plaban Dash100% (1)
- Special Problems During DrillingDocument60 pagesSpecial Problems During DrillingDanian PrimasatryaPas encore d'évaluation
- 200 Drilling Engineering PDFDocument10 pages200 Drilling Engineering PDFJesus De la RosaPas encore d'évaluation
- SPE 90821 Solid Expandable Tubular Technology: The Value of Planned Installation vs. ContingencyDocument8 pagesSPE 90821 Solid Expandable Tubular Technology: The Value of Planned Installation vs. ContingencymsmsoftPas encore d'évaluation
- Sonic LoggingDocument12 pagesSonic LoggingJorge Gomez PortillaPas encore d'évaluation
- Open Hole Wireline LoggingDocument13 pagesOpen Hole Wireline LoggingJorge Gomez PortillaPas encore d'évaluation
- ProjectDocument1 pageProjectJorge Gomez PortillaPas encore d'évaluation
- WD PredictorDocument23 pagesWD PredictorJorge Gomez PortillaPas encore d'évaluation
- Barrufet Phase BehaviorDocument19 pagesBarrufet Phase BehaviorJorge Gomez PortillaPas encore d'évaluation
- Barrufet Phase BehaviorDocument19 pagesBarrufet Phase BehaviorJorge Gomez PortillaPas encore d'évaluation
- UntitledDocument1 pageUntitledJorge Gomez PortillaPas encore d'évaluation
- Drag ReductionDocument23 pagesDrag ReductionJorge Gomez PortillaPas encore d'évaluation
- FC234 High Temperature Fuel and Oil HoseDocument1 pageFC234 High Temperature Fuel and Oil HoseHotnCrispy CrispyPas encore d'évaluation
- Capacitor Banks Improve DG Set ProductivityDocument4 pagesCapacitor Banks Improve DG Set ProductivityTigrillo100% (1)
- Predicting Lube Life - Heat and Contaminants Are The Biggest Enemies of Bearing Grease and OilDocument5 pagesPredicting Lube Life - Heat and Contaminants Are The Biggest Enemies of Bearing Grease and Oilanhntran4850Pas encore d'évaluation
- API 5l Grade B PipeDocument2 pagesAPI 5l Grade B PipeRajendra FittingsPas encore d'évaluation
- Histry PrajDocument2 pagesHistry Prajseema vetalPas encore d'évaluation
- Lochinvar Combi 110-199 Install and Service ManualDocument92 pagesLochinvar Combi 110-199 Install and Service ManualHot Water NowPas encore d'évaluation
- Tabcalcs.com general equations sheetDocument2 pagesTabcalcs.com general equations sheetRamadan RashadPas encore d'évaluation
- 6B Performance Curves FR90437 91 1500 PCDocument3 pages6B Performance Curves FR90437 91 1500 PCbrufpotPas encore d'évaluation
- Unit - V Fire Safety: Fire Detection & Fire Fighting InstallationDocument72 pagesUnit - V Fire Safety: Fire Detection & Fire Fighting InstallationPavithra SivasankaranPas encore d'évaluation
- Model 7068 Rotating Drilling Head: Standard FeaturesDocument2 pagesModel 7068 Rotating Drilling Head: Standard Featuresgplese0Pas encore d'évaluation
- AMTEC Presentation July 2019-PSABE ReviewDocument99 pagesAMTEC Presentation July 2019-PSABE ReviewRachele Janice Capuchino Ramirez100% (1)
- Hydrostatic Test PumpsDocument1 pageHydrostatic Test PumpsjoberhrPas encore d'évaluation
- JIS Symbol List for Hydraulic and Pneumatic ComponentsDocument11 pagesJIS Symbol List for Hydraulic and Pneumatic Componentsondoy4925100% (1)
- Specs TX742 PDFDocument2 pagesSpecs TX742 PDFDian SikumbangPas encore d'évaluation
- Lucchini Poly MilanoDocument26 pagesLucchini Poly MilanoAghajaniPas encore d'évaluation